Изобретение относится к обработке металлов резанием, конкретно к способам резки стальных заготовок на мерные длины дисковым инструментом, в частности абразивным,,
Цель изобретения - повышение производительности процесса резки за счет рационального перемещения инструмента, улучшение качества заготовок путем стабилизации длины дуги контакта инструмента с заготовками И оптимальной интенсивности резания
Способ осуществляют следующим образом.
Заготовку размещают со смещением ближайшей малой грани ее от оси круга на 0,3-0,5 его радиуса в направлении большей оси сечения заготовки и
1 осуществляют подачу вращающегося круга до касания с заготовкой, а с момента касания кругом угла заготовки круг перемещают в направлении малой и большой осей симметрии сечения заготовки до выхода круга за ее толщину на расстояние, численно равное 0,004-0,005 плошади поперечного сечения заготовки, после чего резку ведут в направлении большей оси сечения, при этом интенсивность резания на весь период резки поддерживают в интервале 8-12 см1/с0
Размещение заготовок относительно оси .круга со смещением па 0,3-0,5 его радиуса позволяет обеспечить сочетание минимальной длины дуги кон- такта инструмента п заготовок, досСЛ
-si
05 Ю
00
л
таточной производительности и снижения расхода инструмента.
Минимальное значение смещения 0,3 радиуса круга относится к заготовкам с толщиной менее 40 мм, а максимальное - к заготовкам (или пакету заготовок) толщиной более 100 мм. В случае смещения мене е 0,3 радиуса круга резко падает ресурс абразивного инструмента за счет увеличения длины дуги контакта инструмента и заготовок. В случае увеличения смещения более 0,5 радиуса круга снижается эффективность использования инструмента за счет больших остатков и падает производительность за счет нерациональных перемещений инструмента
Величина выхода круга за толщину разрезанной заготовки в пределах 0,004-0,005 численного значения площади поперечного сечения заготовки определена экспериментально в целях быстрой стабилизации длины дуги кон такта инструмента и заготовки и обес пе«ения полной разрезки заготовки без изменения режимов резания и дополнительных перемещений инструмента со стабилизированной длиной дуги контакта. Отклонение в меньшую сторону приводит по мере износа круга к дестабилизации длины дуги контакта, необходимости изменения режимов резания, дополнительных перемещений инструмента, возможности недо реза за готовки, отклонение в- большую сторону - к излишним непроизводительным перемещениям круга в направлении ма- лой оси сечения заготовок.
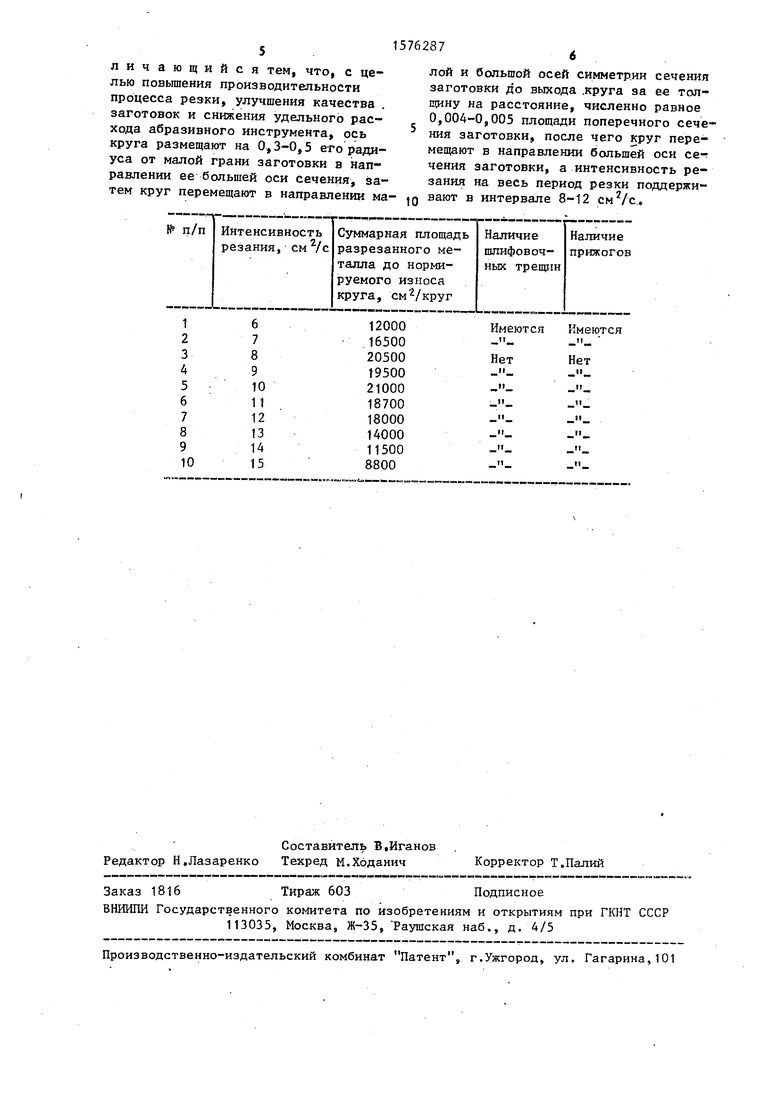
Большое значение при резке рессор но-пружинных сталей имеет интенсивность резания в режиме самозатачивания абразивного инструмента. Установлено, что оптимальный интервал интенсивности резания в пределах 8- 12 см 2-/с является основным аргументом в обеспечении качества мерных заготовок для рессор тяжелых тракторов, работающих в жестких условиях знакопеременных нагрузок. Условия самозатачивания обеспечиваются в принятой схеме резания благодаря тому,что в момент касания отрезным кругом угла заготовки происходит автоматическое возрастание удельных нормальных составляющих сил резания за счет резкого уменьшения длины дуги контакта и соответственно возросшего сопротивления резаниюо Происходит удаление за
5
0
5
0
5
0
5
0
5
тупившихся зерен, в результате в работу вступают новые зерна и рабочая поверхность круга с каждым новым резом непрерывно обновляется. Однако при интенсивности резания менее 8 см /с даже в режиме самозатачивания при оптимальной стабильно установленной длине дуги контакта резко возрастает перегрев зоны резания, неизбежны прижоги и трещины, приводящие к браку отрезанных заготовок. Кроме того, падает стойкость инструмента за счет выплавления связки, снижается производительность. При интенсивности резания более 12 смг/с также обеспечивается хорошее качество, однако возрастает вероятность меха.. кого разрушения абразивных кругов их расход непроизводительно тает.
Примере На полуавтоматическое стационарной установке для абразивной резки с применением абразивных кгугов диаметром 900 мм марки 93АоОНСТЗ БУ9 80 м/с ОАЗ разрезают партию заготовок прямоугольного сечения из стали 60С2ХА объемом 100 т. Толщина пакета заготовок 70 мм, ширина 150 мм, т.е. площадь сечения составляет около 10000 мм2. Оптимальное смещение заготовки относительно вертикальной оси абразивного круга составляет около 150 мм, тОе0 в пределах 0,3 радиуса круга. Вращающийся со скоростью 80 м/с круг опускают до касания угла пакета. Включается привод горизонтального перемещения. После выходе круга за толщину заготовок 42 мм (0,004-0,005 сечения заготовки) вертикальная подача отключается. Рез заканчивается с горизонтальной подачей с Интенсивность резания меняется от 6 до 15 . Влияние интенсивности резания при прочих равных и оптимальных условиях разрезки на качество мерных заготовок и гтсйт сг. i инструмента (суммарную площади занного металла до износа круга) , w фиксировано по результатам более 1,5 тысячи резов. Результаты приведены в таблице.
Формула изобретения
Способ абразивной резки проката прямоугольного сечения из рессорно- пружинных сталей,при котором круг вращают и перемещают в вертикальном и горизонтальном направлении, о т личающийся тем, что, с целью повышения производительности процесса резки, улучшения качества заготовок и снижения удельного расхода абразивного инструмента, ось круга размещают на 0,3-0,5 его радиуса от малой грани заготовки в направлении ее большей оси сечения, затем круг перемещают в направлении ма
лой и большой осей симметрии сечения заготовки до выхода .круга за ее толщину на расстояние, численно равное 0,004-0,005 площади поперечного сечения заготовки, после чего круг перемещают в направлении большей оси сечения заготовки, а интенсивность резания на весь период резки поддерживают в интервале 8-12 см2/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
Изобретение относится к обработке металлов резанием, конкретно к способам резки стальных заготовок на мерные длины дисковым инструментом, в частности абразивным. Цель изобретения - повышение производительности процесса резки, улучшение качества заготовок и снижение удельного расхода абразивного инструмента. Для этого заготовку размещают со смещением ближайшей малой грани ее от оси круга на 0,3-0,5 его радиуса в направлении большей оси сечения заготовки. А с момента касания кругом угла заготовки его перемещают в направлении малой и большой осей симметрии сечения заготовки до выхода круга за ее толщину на расстояние в мм, численно равное 0,04-0,05 площади поперечного сечения заготовки в мм 2, после чего резку ведут в направлении большей оси сечения, при этом интенсивность резания на весь период резки поддерживают в интервале 8 - 12 см 2/с. 1 табл.
| АБРАЗИВНО-ОТРЕЗНОЙ СТАНОК | 0 |
|
SU205646A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
