Фиг.1
Изобретение относится к станкостроению, а именно к способам подами смазочно-охлаждающей жидкости (СОЖ) при шлифовании периферией круга.
Целью изобретения является повышение эффективности охлаждения.
На фиг. 1 приведена схема устройства для осуществления способа; на фиг. 2 - сечение А-А на фиг. 1.
Устройство для осуществления способа содержит щелевое сопло 1 для подачи СОЖ на периферию 2 круга 2 и два щелевых дополнительных сопла 4 и 5 расположенных перпендикулярно соплу 1 вдоль торцов 6 и 7 круга 3. Кроме того, устройство содержит механизмы 8-Ю перемещения и регулировки сопл 1, 1 и 5.
Способ осуществляется следующим образом.
При шлифовании детали 11 периферией 2 круга 3 на периферию круга в зону шлифования подают из сопла 1 поток 12 СОЖ. Одновременно из сопл Ч и 5 вдоль торцов 6 и 7 круга 3 подают дополнительные плоские потоки 13 и , которые препятствуют растеканию потока 12 и способствуют созданию гидроклина 15 в зоне обработки За счет того, что скорость потоков 13 и 1 равна или больше скорости потока 12, последний не растекается и полностью попадает в зону шлифования.
5
0
5
0
5
Пример. На периферию 2 круга 3 диаметром 300 мм подают поток 12 СОЖ со скоростью 10 м/с. Дополнительная подача СОЖ производится из двух сопл А и 5, потоки 13 и 14 которых параллельны торцам 6 и 7 круга Зи проходят на расстоянии 0,8 мм от последних. Ширина потока 12 СОЖ, подаваемой на периферию 2 круга 3 соответствует его высоте 30 мм. Ширина дополнительных потоков 13 и 14 равна 30 мм, при этом каждый поток 13 и 14 перекрывает сегмент круга 3 высотой 10 им и сегмент обрабатываемой детали 11 высотой 20 мм. Скорость истечения дополнительных потоков 13 и 14 равняется 15 м/с. В зоне шлифования образовывается гидроклин 1Е, ограниченный с одной стороны периферией 2 круга 3 и обрабатываемой деталью 11, с другой стороны - жидкостными заслонками в виде дополнительных потоков 13 и 14 Формула изобретения
Способ подачи смазочно-охлаждающей жидкости (СОЖ) при шлифовании . периферией круга, согласно которому на нее подают СОЖ и создают гидроклин в зоне шлифования, отличающийся тем, что, с целью повышения эффективности охлаждения,, параллельно торцовым поверхностям круга дополнительно подают два плоских потока СОЖ со скоростью, равной или большей скорости подачи СОЖ на периферию круга.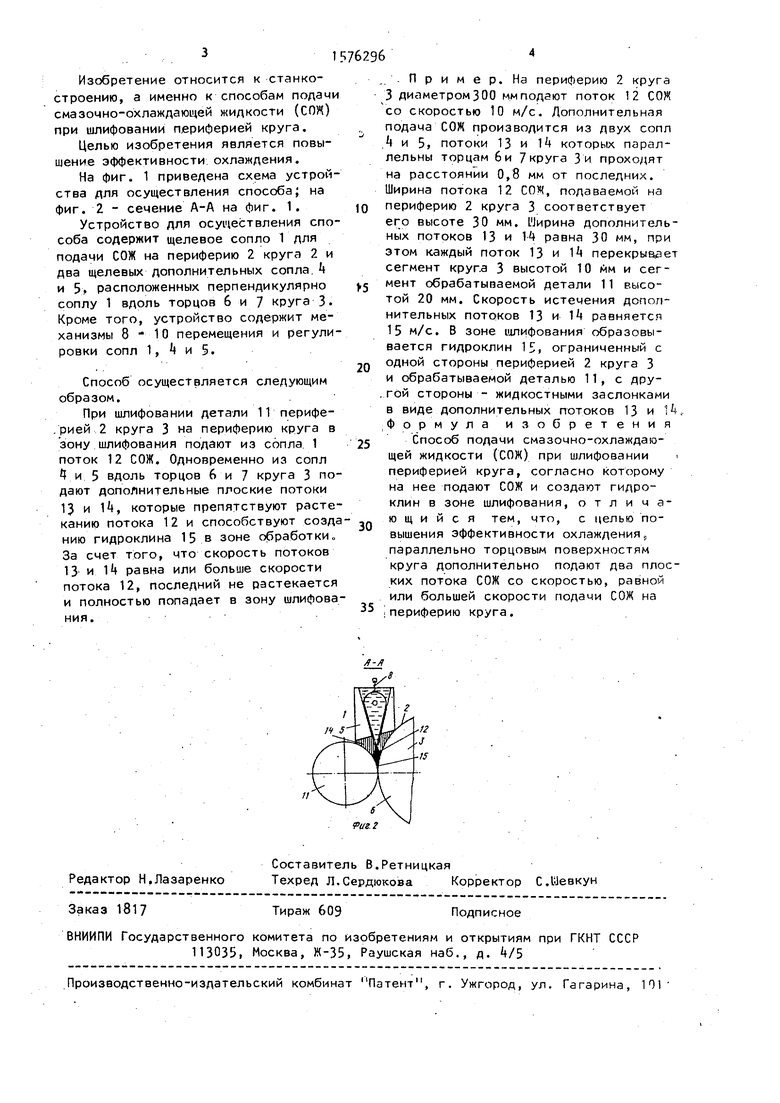
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи смазочно-охлаждающей жидкости при шлифовании периферией круга | 1991 |
|
SU1809801A3 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| Устройство для подачи смазочно-охлаждающей жидкости в зону шлифования | 1989 |
|
SU1691085A2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| Способ шлифования и устройство для его осуществления | 1987 |
|
SU1526966A1 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162789C2 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2275294C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
Изобретение относится к станкостроению, а именно к способам подачи смазочно-охлаждающей жидкости (СОЖ) при шлифовании периферией круга. Целью изобретения является повышение эффективности охлаждения. При шлифовании детали периферией 2 круга 3 подают на периферию круга в зону шлифования поток СОЖ. Одновременно из сопл 4 и 5 вдоль торцов 6 и 7 круга 3 подают плоские потоки 13 и 14 со скоростью, большей скорости упомянутого потока, который не растекается, что способствует созданию гидроклина в зоне резания. 2 ил.
Редактор Н.Лазаренко
Составитель В.Ретницкая
Техред Л.Сердюкова Корректор С.Ыевкун
Заказ 1817
Тираж 609
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, К-35, Раушская наб., д. 4/5
Подписное
| Способ подачи охлаждающего агента при шлифовании периферий круга | 1984 |
|
SU1248776A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
