Изобретение относится к обработке металлов давлением, в частности к способам прокатки малопластичных металлов и сплавов, и может быть использовано для производства простых сортовых профилей из труднодеформируемых металлов.
Целью изобретения является повышение качества заготовки за счет развития контактной поверхности взаимодействия прокатываемого металла с калибром и создания уловий стесненного уширения.
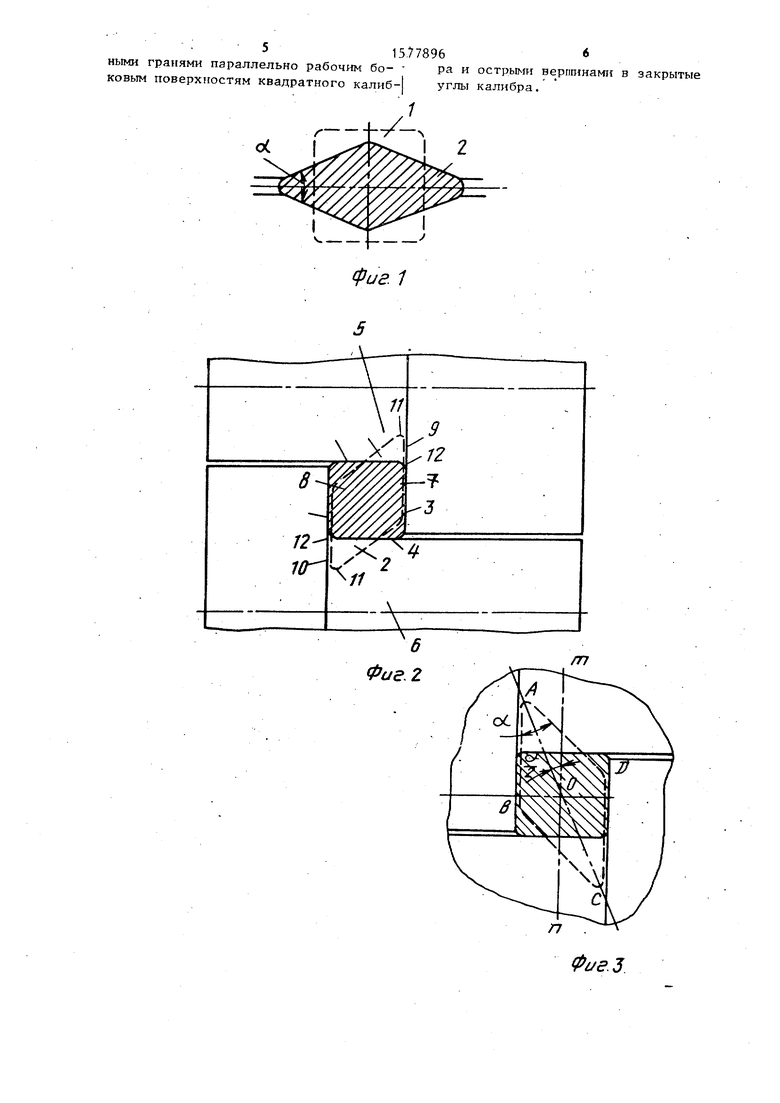
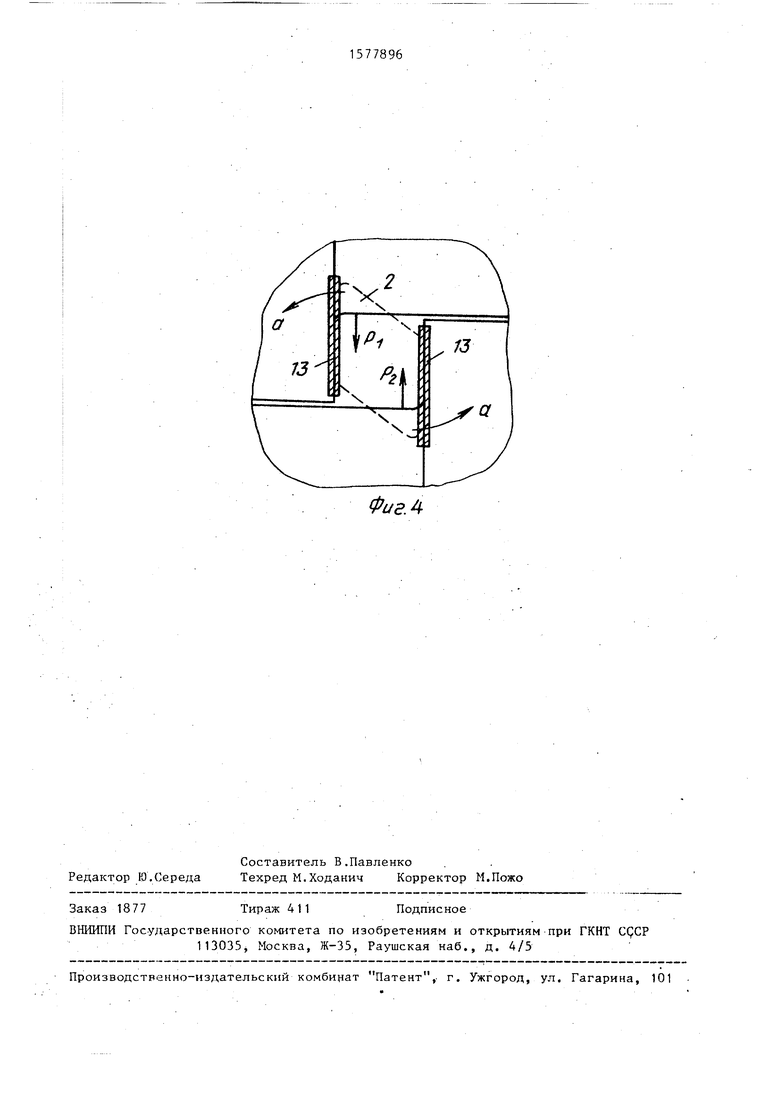
На фиг. 1 показана схема деформации исходного слитка в ромбическом калибре; на фиг. 2 и 3 - схема деформации ромбической заготовки в квадратном калибре; на фиг. 4 - схема взаимодействия ромбической заготовки с направляющими линейками.
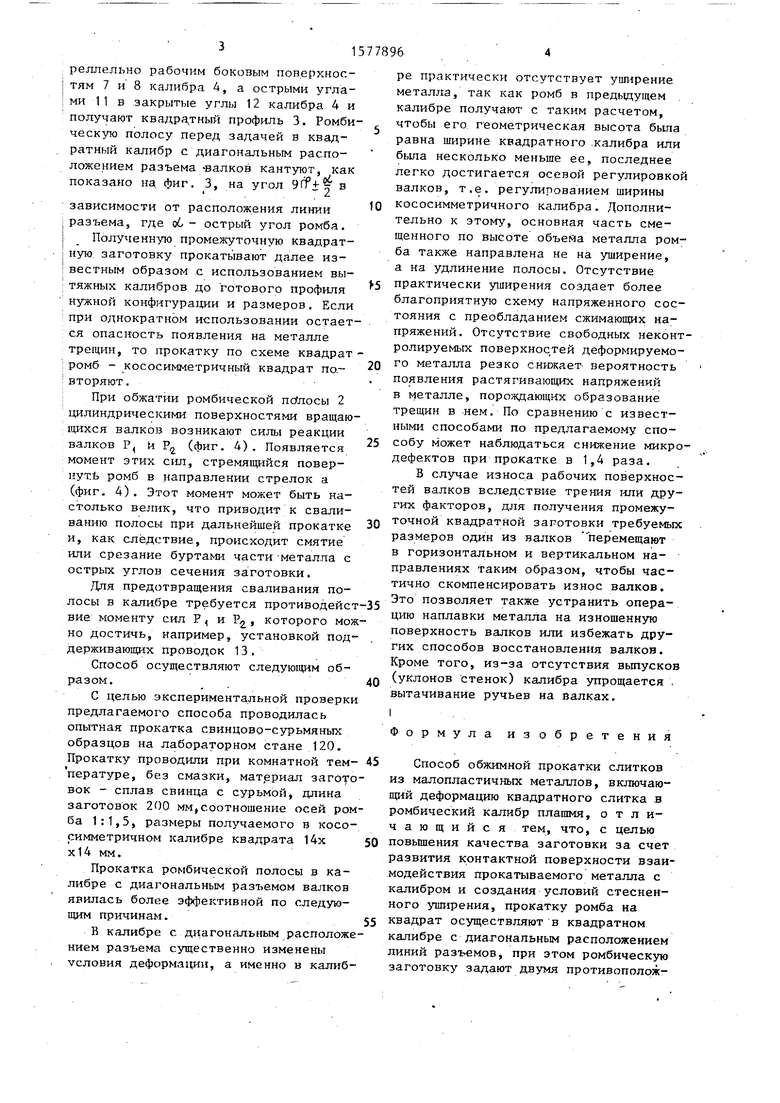
В процессе обжимной прокатки исходный квадратный слиток 1 (фиг.1) адают плашмя в ромбический калибр и получают ромбическую заготовку 2. Далее получают квадратный профиль 3 (фиг. 2) путем задачи полосы 2 в квадратный калибр 4 с диагональным расположением разъема валков, образованный цилиндрическими поверхностями 5 и 6 верхнего и нижнего валков и рабочими боковыми поверхностями 7 и 8 буртов верхнего и нижнего валков.
При этом полосу 2 задают двумя противоположными гранями 9 и 10 пасп i j
00
со
35
реллельно рабочим боковым поверхностям 7 и 8 калибра 4, а острыми углами 1 1 в закрытые углы 12 калибра 4 и получают квадратный профиль 3. Ромбическую полосу перед задачей в квадратный калибр с диагональным расположением разъема -валков кантуют, как показано на фиг. 3, на угол 90°f j в
зависимости от расположения линии разъема, где об - острый угол ромба.
Полученную промежуточную квадратную заготовку прокатывают далее известным образом с использованием вытяжных калибров до готового профиля нужной конфигурации и размеров. Если при однократном использовании остается опасность появления на металле трещин, то прокатку по схеме квадрат - ромб - кососимметричный квадрат повторяют.
При обжатии ромбической полосы 2 цилиндрическими поверхностями вращающихся валков возникают силы реакции
валков Р и РЈ (фиг. 4). Появляется момент этих сил, стремящийся повернуть ромб в направлении стрелок а (фиг. 4). Этот момент может быть настолько велик, что приводит к сваливанию полосы при дальнейшей прокатке и, как следствие, происходит смятие или срезание буртами части металла с острых углов сечения заготовки.
Для предотвращения сваливания полосы в калибре требуется противодейст вие моменту сил Р, и Р которого можно достичь, например, установкой поддерживающих проводок 13.
Способ осуществляют следующим образом.
С целью экспериментальной проверки предлагаемого способа проводилась опытная прокатка свинцово-сурьмяных образцов на лабораторном стане 120. Прокатку проводили при комнатной тем- пературе, без смазки, материал заготовок - сплав свинца с сурьмой, длина заготовок 200 мм,соотношение осей ромба 1:1,5, размеры получаемого в косо- симметричном калибре квадрата 14х х14 мм.
Прокатка ромбической полосы в калибре с диагональным разъемом валков явилась более эффективной по следующим причинам.
В калибре с диагональным расположением разъема существенно изменены УСЛОВИЯ деформации, а именно в калиб
0
5
0
5
0
0
5
45 50
55
ре практически отсутствует уширение металла, так как ромб в предыдущем калибре получают с таким расчетом, чтобы его геометрическая высота была равна ширине квадратного калибра или была несколько меньше ее, последнее легко достигается осевой регулировкой валков, т.е. регулированием ширины кососимметричного калибра. Дополнительно к этому, основная часть смещенного по высоте объема металла ромба также направлена не на уширение, а на удлинение полосы. Отсутствие практически уширения создает более благоприятную схему напряженного состояния с преобладанием сжимающих напряжений. Отсутствие свободных неконтролируемых поверхностей деформируемого металла резко снижает вероятность появления растягивающих напряжений в металле, порождающих образование трещин в нем. По сравнению с известными способами по предлагаемому способу может наблюдаться снижение микродефектов при прокатке в 1,4 раза.
В случае износа рабочих поверхностей валков вследствие трения или других факторов, для получения промежуточной квадратной заготовки требуемых размеров один из валков перемещают в горизонтальном и вертикальном направлениях таким образом, чтобы частично скомпенсировать износ валков. Это позволяет также устранить операцию наплавки металла на изношенную поверхность валков или избежать других способов восстановления валков. Кроме того, из-за отсутствия выпусков (уклонов стенок) калибра упрощается вытачивание ручьев на валках. I Формула изобретения
Способ обжимной прокатки слитков из малопластичных металлов, включающий деформацию квадратного слитка в ромбический калибр плашмя, отличающийся тем, что, с целью повышения качества заготовки за счет развития контактной поверхности взаимодействия прокатываемого металла с калибром и создания условий стесненного уширения, прокатку ромба на квадрат осуществляют в квадратном калибре с диагональным расположением линий разъемов, при этом ромбическую заготовку задают двумя противополож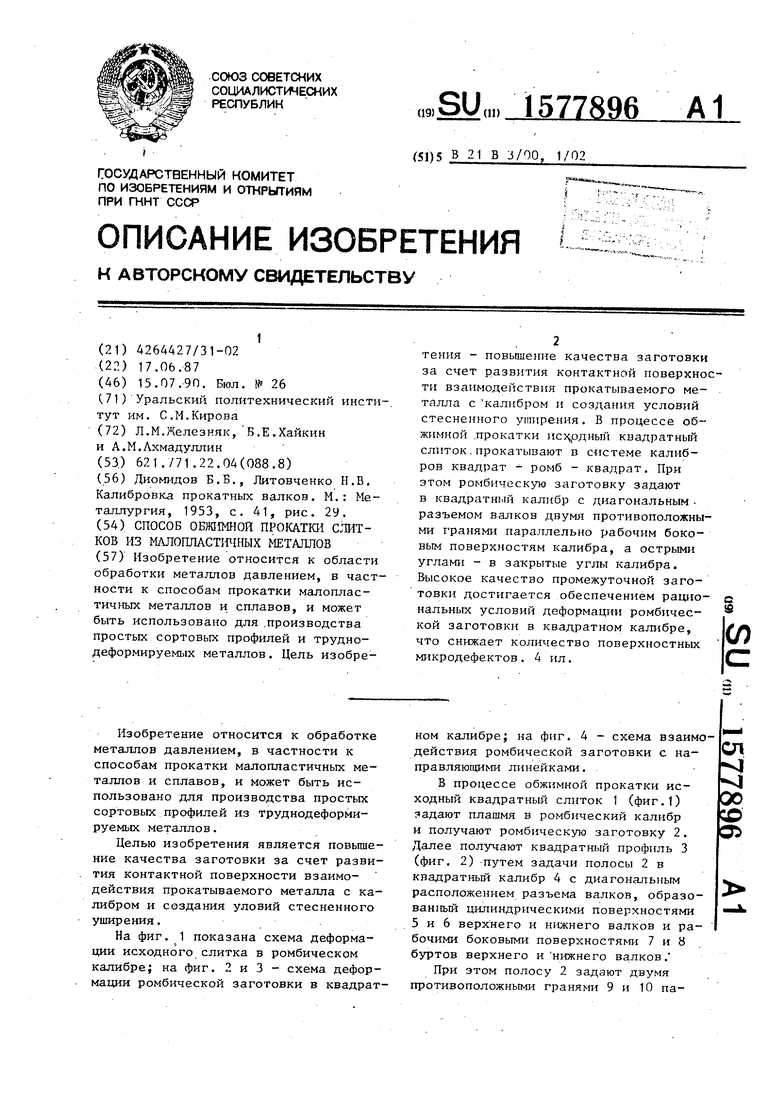
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| Система вытяжных калибров | 1990 |
|
SU1759486A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ РОМБИЧЕСКИХ ПРОФИЛЕЙ | 2012 |
|
RU2515781C1 |
| Способ прокатки на непрерывно-заготовочном стане | 1982 |
|
SU1037976A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
Изобретение относится к обработке металлов давлением, в частности к способам прокатки малопластичных металлов и сплавов, и может быть использовано для производства простых сортовых профилей и труднодеформируемых металлов. Цель изобретения - повышение качества заготовки за счет развития контактной поверхности взаимодействия прокатываемого металла с калибром и создания условий стесненного уширения. В процессе обжимной прокатки исходный квадратный слиток прокатывают в системе калибров квадрат - ромб - квадрат. При этом ромбическую заготовку задают в квадратный калибр с диагональным разъемом валков двумя противоположными гранями параллельно рабочим боковым поверхностям калибра, а острыми углами - в закрытые углы калибра. Высокое качество промежуточной заготовки достигается обеспечением рациональных условий деформации ромбической заготовки в квадратном калибре, что снижает количество поверхностных микродефектов. 4 ил.
Фиг 1
6 Фиг. 2
Фиг.З
Фиг А
| Диомидов Б.В., Литовченко Н.В | |||
| Калибровка прокатных валков | |||
| М.: Металлургия, 1953, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Солесос | 1922 |
|
SU29A1 |
