кант.зо
fua.t
го калибра. Угол раскрытия ручьев двух диагональных калибров определяется форм-улой по радиусу закругления углов задаваемого квадратного раската и его диагонали. После диагональных калибров ;-прокатку ведут по схеме; вертикальный овал (З), овал (А), круг (5) с кантовками перед каждым проходом. Способ позволяет ocyniecT- влять устойчивую прокатку в диагональных калибрах без образования мор- пшн на.поверхности заготовки, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
| Способ прокатки квадратной заготовки на диагональ | 1989 |
|
SU1729634A1 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| Вытяжной квадратный калибр | 1982 |
|
SU1026855A1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
Изобретение относится к обра- ботке металлов давлением и может быть использовано при прокатке круглой стали. Целью изобретения является 2 8 X-X. -х «ант. 90 улучшение качества поверхности круглой стали. Способ прокатки круглой стали осуществляют прокаткой заготовки вначале через калибры, симметричные относительно вертикальной оси с разъемом в горизонтальной плоскости. Затем прокатку ведут в двух диагональных калибрах 1 И 2 с задачей квадратного раската на диагональ без кантовки. Калибры состоят из закрытого 7 и открытого 6 ручьев. Вершина первого калибра вьшолнена под прямым углом с радиусом, равнь1М радиусу закругления углов задаваемого квадрата. Угол раскрытия нижнего ручья первого калибра равен углу раскрытия дна нижнего и верхнего ручьев второ(Л канп.ЗО 4;ii СО 01 О) 1ч9 00 tgfi VTj O, 
1
Изобретемте относится к обработке меч а:1лоБ давле шем и кожат быть использовано при прокатке круглой стали „
Целью изобретения является улуч- шение качества поверхности круглой стали.
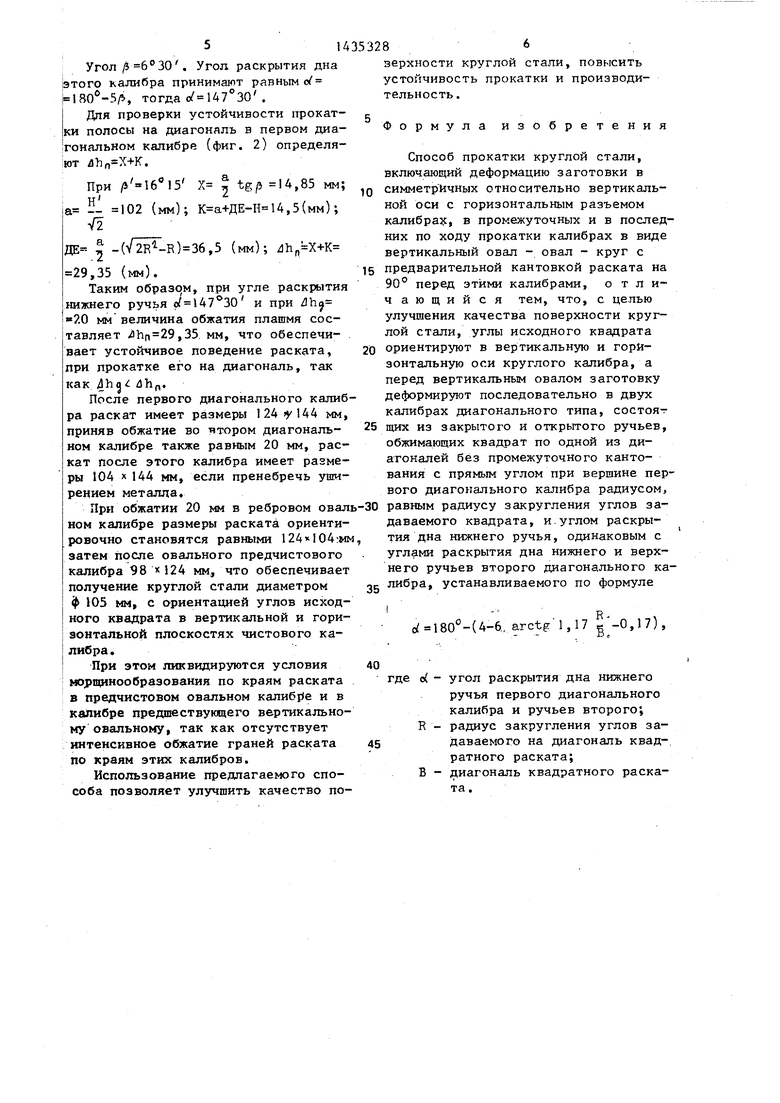
На фиг. представлена.схема осу- ществленрш способа при прокатке в последних пяти калибрах на фиг„2 схема прокатки условного квадрата на диагональ и плашмя в калибре диагонального типа.
Тонкой сплошной линией на калибре 1 показано прокатываемое на диаго- наль квадратное сечение раската,, пунктирными линиями - положение раската перед деформацией в калибрах 2-5, Кроме того, обозначены угол раскрытия нижнего ручья дервого диагонального калибра с/, диагональ квадратного раската В и радиус закруления R (фиг.), размер первого диагонального калибра по высоте Н,сторона условного квадрата а, обжатие условного квадрата на диагональ /Ihas плашмя ЛПр (фиг.2).
Способ прокатки осуществляется деформацией заготовки в калибрак, симетричных относительно вертикальной оси с горизонтальным разъемом В последних по ходу прокатки трех калиб- pax деформирование.заготовки осуществляется по схеме вертикальный овал (З) овал (4), круг (5),, с предвари- тельной кантовкой раската на 90 перед каж,дым проходом при этом углы исходного квадрата ориентир уют в вертикальную и горизонтальную оси чистового круглого калибра 5, Церед ка- .гшбром вертикальный овал СЗ заго товку последовательно деформируют в двух калибрах 1 и 2 дг-шгонального
типа без промежуточного кантования которые состоят из открытого 6 и закрытого 7 ручьев. Первый диагональный калибр выполнен с прямым углом в вершине закрытого ручья, с радиусом закругления R, равным радиусу закругления углов задаваемого в калибр квадрата.
Угол раскрытия о дна нияагаго открытого ручья первого диагонального калибра равен углам раскрытия дна нижнего закрытого и верхнего открытого ручьев второго диагонал.ьного калибра j, причем этот угол определяется формулой
o(180.-(4-6)arctg(l
7 i-OJ7),
где о/- угол раскрытия дна нижнего ручья первого диагонального калибра и угол раскрытия дна нижнего и верхнего ручьев второго диагонального калибра;
R - радиус закругления углов задаваемого на диагональ квадратного раската;
В диагональ квадратного раскаТЗо
Расчет нижнего угла раскрытия первого диагонального калибра выполнен из условия равенства обжатий при прокатке условного квадрата на диаго- налъ лЬ q и плашмя 4Ь,, (фиг, 2)
Условный квадрат построен по точкам в середине закругления углов прокатываемого квадрата;
4hi| H -H5 .,
где Н - диагональ квадратного раската.
Приравнивают /Sho-dhц на основанш- условия равенства обжатий, тогда
. Из условного квадрата имеН
/, о гп
(Н ) 2а , откуда а - , тогда
Н й- -1, /2
V2
из этого уравнения
Н
1 } -Н +Н Н-0,293Н . V2.
Таким образом, ,293Н или ,293В, так как .
Из прямоугольного треугольника ИГЖ, где катет равен R, ГД ПК-ДЖ-К
10
J М
т При таком выполнении диагональных калибров раскат в них при прокатке четко фиксируется на диагональ и удерживается от сваливания, обесдечи- вая ориентацию углов, т.е. более чисR, из прямоугольного треуголь- ,5 ° сравнению с гранями частей заника ГЕЗ, где катет равен а/2, ДЕ
I -ГД I -(V2R1-R).
готовки в наиболее ответственные с точки зрения образования дефектов участки - боковые поверхности овального предотделочного калибра, тем самым,,улучшая качество поверхности круглой стали.
Подставляя полученное значение ДЕ в уравнейие Х Н-1-ДЕ, имеют
-(). Преобразуют полученное равенство
I fR(l,4142-l)H-l- I + +0,41.42В,
подставив полученное-значение 1 Н-0,293В, имеют ,293В- +o,4142R.
Н При а -3 , Н В (фиг. 2), то а
В
vi
Подставив полученное значение
а в уравнение для определения X, имеют
,293В- -5- +0,4142R 0,4142R-0,06B, 2/2
тогда
tg |Ь 1,17 J -0.17.
Таким образом, выведены постоянные коэффициенты функции tg /ь 1,17 - -0,17.
Расчеты величины tg/j вьтолнены из условия равенства обжатий раската в первом диагональном калибре при его прокатке на диагональ ih и плашмя ЛЬп.
Для обеспечения устойчивой прокатки квадратного раската на диагональ в первом диагональном калибре необходимо создать такие условия, чтобы прокатка раската на диагональ сопро
вождалась значительно меньшими величинами обжатий по сравнению с прокаткой его на плашку, что обеспечивается углом раскрытия дна нижнего ручья в первом диагональном калибре d 180-(4-6)/з.
При таком выполнении диагональных калибров раскат в них при прокатке четко фиксируется на диагональ и удерживается от сваливания, обесдечи- вая ориентацию углов, т.е. более чис ° сравнению с гранями частей за
готовки в наиболее ответственные с точки зрения образования дефектов участки - боковые поверхности овального предотделочного калибра, тем самым,,улучшая качество поверхности круглой стали.
Качество поверхности круглой стали при этом улучшается также из-за ликвидации процесса вертикальной деформации боковой грани раската в калибре, предшествующем ребровому, овальному.
При прокатке в калибрах 1 и 2 (фиг. I) происходит интенсивное обжатие вертикальных углов квадратного раската при прокатке его на диагональ, а в овальном ребровом калибре 3, на который тонкой пунктирной линией наложено сечение из калибра 2, происходит окончательное формирование раската перед его прокаткой в пред- чистовом овальном и чистовом круглом калибрах с ориентацией углов исходного квадрата в вертикальной и горизонтальной плоскостях.
Пример. При прокатке круга диаметром 105 мм из стали на стане квадратная заготовка сечением 160x160 мм нагревается до 1220°С и прокатывается в четырех калибрах ящичного типа до квадратного сечения с размерами сто- рон мм, радиусом закругления . углов мм и диагональю мм.
Затем прокатка осуществляется в двух-калибрах 1 и 2 (фиг. 1) на диагональ, где происходит обжатие углов полученного квадрата в вертикальной j плоскости.
Обжатие по диагонали квадрата в первом диагональном калибре принима- ют равным мм. При этом угол /Ь определяют по формуле
,-17 -0,,114.
fi
Угол/5 6 30. Угол раскрытия дна 1этого калибра принимают равным с/ hlBO -S/i, тогда 0 1 .
Для проверки устойчивости прокатки полосы на диагональ в первом диагональном калибре (фиг. 2) определяют .
При /l 16 l5 Х I tgp 14,85 мм;
а L 102 (мм); К а+ДЕ-Н 14,5(мм); /2
ДЕ I -()36,5 (мм);
29,35 (мм).
Таким образом, при угле раскрытия нижнего ручья « и при ЗЬ .0 мм величина обжатия плашмя составляет ;),35. MM, что обеспечивает устойчивое поведение раската, при прокатке его на диагональ, так
как п
После первого диагонального калибра раскат имеет размеры 124 fyl44 мм, приняв обжатие во чтором диагональном калибре также равным 20 мм, раскат после этого калибра имеет размеры 104 X14А мм, если пренебречь уши- реиием металла.
зерхности круглой стали, повысить устойчивость прокатки и производительность.
Формула изобретения
Способ прокатки круглой стали, включающий деформацию заготовки в
0 симметричных относительно вертикальной оси с горизонтальным разъемом калибраз, в промежуточных и в последних по ходу прокатки калибрах в виде вертикальный овал - овал - круг с
15 предварительной кантовкой раската на 90° перед этими калибрами, о т л и чающийся тем, что, с целью улучшения качества поверхности круглой стали, углы исходного квадрата
20 ориентируют в вертикальную и горизонтальную оси круглого калибра, а перед вертикальным овалом заготовку деформируют последовательно в двух калибрах диагонального типа, состоя
25 щих из закрытого и открытого ручьев, обжимающих квадрат по одной из диагоналей без промежуточного кантования с прямым углом при вершине перI
Rвого диагонального калибра радиусом, При обжатии 20 мм в ребровом оваль-30 равным радиусу закругления углов за- ном калибре размеры раската ориенти- даваемого квадрата, и углом раскры- ровочно становятся равными 124«104;мм, тин дна нижнего ручья, одинаковым с затем после овального предчистового углами раскрытия дна нижнего и верх- калибра 98 It 24 мм, что обеспечивает него ручьев второго диагонального ка- получение круглой стали диаметром 35 устанавливаемого по формуле Ф Ю5 мм, с ориентацией углов исходного квадрата в вертикальной и горизонтальной плоскостях чистового калибра.
При этом ликвидируются условия 40 морпртообразования по краям раската в предчистовом овальном калтлбре и в калибре предшествующего вертикальному овальному, так как отсутствует интенсивное обжатие граней раската 45 по краям этих калибров.
Использование предлагаемого способа позволяет улучшить качество поof lBO°-(4-6. arctg 1,17 g -O,),
- -Do
где d - угол раскрытия дна нижнего ручья первого диагонального калибра и ручьев второго; радиус закругления углов задаваемого на диагональ квадратного раската; диагональ квадратного раската .
R В зерхности круглой стали, повысить устойчивость прокатки и производительность.
Формула изобретения
Способ прокатки круглой стали, включающий деформацию заготовки в
симметричных относительно вертикальной оси с горизонтальным разъемом калибраз, в промежуточных и в последних по ходу прокатки калибрах в виде вертикальный овал - овал - круг с
предварительной кантовкой раската на 90° перед этими калибрами, о т л и чающийся тем, что, с целью улучшения качества поверхности круглой стали, углы исходного квадрата
ориентируют в вертикальную и горизонтальную оси круглого калибра, а перед вертикальным овалом заготовку деформируют последовательно в двух калибрах диагонального типа, состоя
щих из закрытого и открытого ручьев, обжимающих квадрат по одной из диагоналей без промежуточного кантования с прямым углом при вершине перI
Rвого диагонального калибра радиусом, равным радиусу закругления углов за- даваемого квадрата, и углом раскры- тин дна нижнего ручья, одинаковым с углами раскрытия дна нижнего и верх- него ручьев второго диагонального ка устанавливаемого по формуле
of lBO°-(4-6. arctg 1,17 g -O,),
- -Do
де d - угол раскрытия дна нижнего ручья первого диагонального калибра и ручьев второго; радиус закругления углов задаваемого на диагональ квадратного раската; диагональ квадратного раската .
R В.2
| Литовченко Н.В., Диомидов Б..Б.- Курдюмова В.А | |||
| Калибровка валков сортовых станов | |||
| - М.: Металлургиздат, .1963, с | |||
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
