4). В калибре 3 прокатывается симметричный раскат из калибра 2 после кантовки на 90° таким образом чтобы и раскат из калибра 3 получался симметричной формы относительно меньшей диагонали, что обеспечивает его устойчивую прокатку в калибре 4. Для обеспечения получения симметричного раската из калибра 3 нижний ручей этого калибра имеет такую форму, что его боковые стенки поддерживали раскат при прокатке от сваливания, а низ нижнего ручья аналогичен соответствующему участку дна верхнего ручья, чтобы обеспечить симметричность получаемого раската (сам калибр 3 при этом имеет несимметричную относительно разъема форму). Калибр 4 ничем не отличается от диагонального квадратного калибра, предшествующего овальному при прокатке круга по известному способу. Завершается прокатка в пред- чистовом овальном и чистовом круглом калибрах.
Конкретный пример осуществления способа.
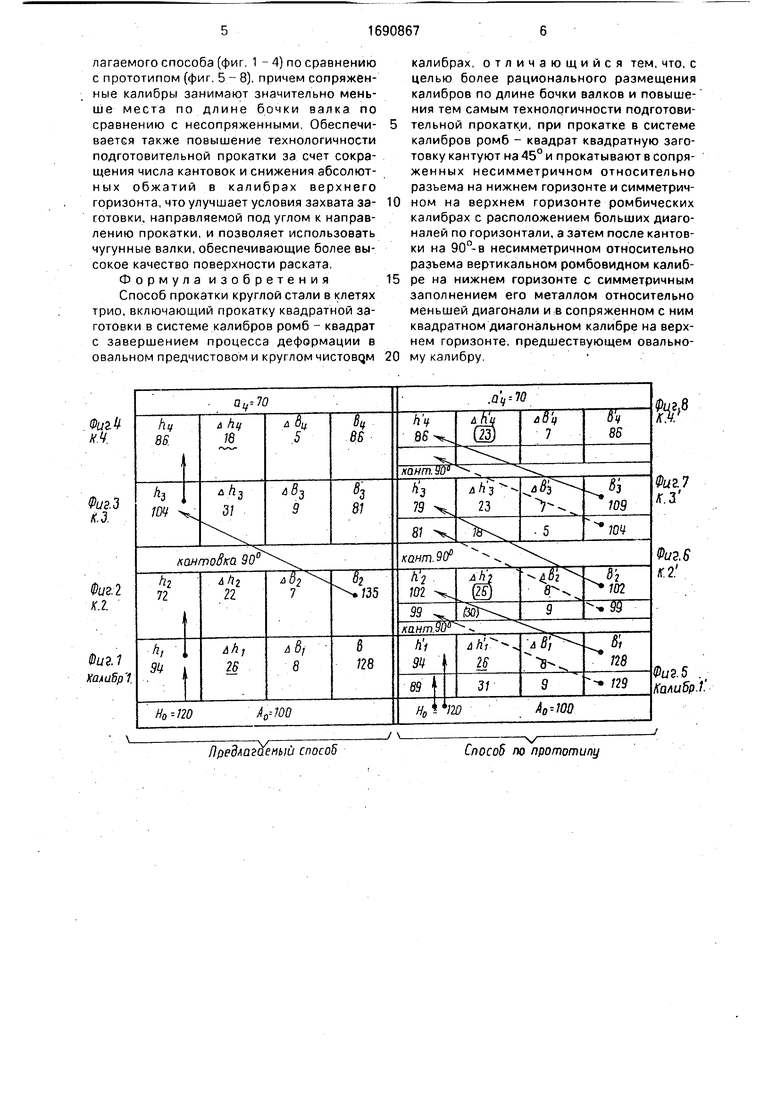
При прокатке круга диаметром 60 мм на стане № 450 провели расчет калибровки по предлагаемому и известному способам для клети трио. На фиг. 5-8 изображены калибры соответственно 11-21-31-41 по изве- - стному способу в одном масштабе с предлагаемым (фиг 1 - 4). Заготовка для обоих случаев одна и та же (квадрат 100x100) с диагональю Н0 120 мм. одинаков также квадрат, получаемый после четырех проходов (сторона ЗА 34 70 мм), диагонали квадрата также одинаковы (гц Ы 86 мм гц ). Резул ьтаты расчетов по обоим способам сведены в таблицу, величина уширения принята равной 30% от обжатия с округлением к ближайшему целому числу. Считали, что прокатывается заготовка из стали , нагретая до 1200°С.
По предлагаемому способу после кантовки исходной заготовки на угол 45° с обжатием Дгц 26 мм прокатывали ее в калибре 1. Уширение составило Abi - 0,3 Дгп 0,3,26 7,8 мм ( ДЬм - 8 мм), тогда ширина раската в калибре 1 составила bi Но + ДЬ1 120 + 8 128 мм. Соответственно получаем размеры раскатов и при прокатке в других калибрах. Данные сведены в таблицу (левая часть таблицы, отмеченная наименованием фигур фиг 1 - 4) Анализируя полученные результаты в отношении обжатий по калибрам видим, что в калибрах нижнего горизонта (калибры 1 и 3) величина обжатия больше, чем в калибрах верхнего горизонта (калибры 2 и 4), а именно: Дгп 26 мм; Дна - 22 мм,Ah - 31 мм
Дгц 18 мм. Это обстоятельство играет положительную роль, так как условия захвата полосы валками в верхнем горизонте значительно хуже, чем в нижнем, ввиду наклонного положения раската на подъемных качающихся стола.х, при задаче в калибры верхнего горизонта.
По известному способу рассмотрим два варианта:
I вариант - обжатие в первом калибре примем таким же, как в предлагаемом способе, т.е. Дгц1 Дгц 26 мм. Во втором калибре также примем обжатие равным Ah21 26 м, тогда в третьем и четвертом
калибрах обжатия получаются соответственно Д Ьз1 23 мм и Д гц1 23 мм (размеры раскатов по калибрам приведены в верхних строчках правой части таблицы, а одинаковые обжатия в калибре 1 подчеркнуты).
Анализируя полученные результаты в
отношении обжатия по калибрам видим, что в калибрах нижнего горизонта (калибры 1 и 3 ) величина обжатия больше, чем в калибрах верхнего горизонта (калибры 2 и 4 ) а.
именно: Д hi1 26 мм, Д h21 26 мм;Д ha 23 мм; Дги1 23 мм.
Сравнивая величину обжатий в калибрах верхнего горизонта по предлагаемому способу и прототипу видим, что по прототипу величины обжатий больше (обведены),
чем в предлагаемом способе, т.е.: ( Д h4
23) (Дгц 18) и ( Дп21 26(Дп2 22).
Таким образом, предлагаемый способ
обеспечивает лучшие условия захвата полосы валками верхнего горизонта.
2 вариант - обжатие в четвертом калибре по прототипу примем таким же, как в предлагаемом способе, т.е. Дп41 Дгц 18 мм (подчеркнуты волнистой линией),
Проведя расчет от обратного, получим величины обжатий в других калибрах: Дпз1 18мм; Дп21 30 мм; Дгц1 31 мм.
В таблице эти результаты сведены в правой части (нижние строчки)
Сравнивая величину обжатия калибра 2,
расположенного в верхнем горизонте, по прототипу с предлагаемым способом, видим, что по прототипу величина обжатия (заключена в скобках) больше, чем в предлагаемом способе, т.е. (Дп21 30) (Дп2 22). Таким образом, предлагаемый способ и в этом варианте обеспечивает лучшие условия захвата полосы валками верхнего горизонта.
Использование предлагаемого способа прокатки круглой стали обеспечивает по сравнению с известными более рациональное размещение калибров по длине бочки валков, что следует из рассмотрения предлатаемого способа (фиг. 1 -4) по сравнению с прототипом (фиг. 5 - 8), причем сопряженные калибры занимают значительно меньше места по длине бочки валка по сравнению с несопряженными. Обеспечи- вэется также повышение технологичности подготовительной прокатки за счет сокращения числа кантовок и снижения эбсолют- ных обжатий в калибрах верхнего горизонта, что улучшает условия захвата за- готовки, направляемой под углом к направлению прокатки, и позволяет использовать чугунные валки, обеспечивающие более высокое качество поверхности раската.
Ф о р м у л а и з о б р е те н и я
Способ прокатки круглой стали в клетях трио, включающий прокатку квадратной заготовки в системе калибров ромб - квадрат с завершением процесса деформации в овальном предчистовом и круглом чистовдм
калибрах, отличающийся тем, что, с целью более рационального размещения калибров по длине бочки валков и повышения тем самым технологичности подготовительной прокатки, при прокатке в системе калибров ромб - квадрат квадратную заготовку кантуют на 45° и прокатывают в сопря- женных несимметричном относительно разъема на нижнем горизонте и симметричном на верхнем горизонте ромбических калибрах с расположением больших диагоналей по горизонтали, а затем после кантовки на 90°-в несимметричном относительно разьема вертикальном ромбовидном калибре на нижнем горизонте с симметричным заполнением его металлом относительно меньшей диагонали и в сопряженном с ним квадратном диагональном калибре на верхнем горизонте, предшествующем овальному калибру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| СПОСОБ ПРОКАТКИ КРУПНЫХ ШВЕЛЛЕРОВ В КЛЕТИ ТРИО | 2005 |
|
RU2288049C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |


Изобретение относится к металлургии и может быть использовано при прокатке круглой стали и других простых профилей с использованием клетей триб. Цель изобретения - более рациональное размещение калибров по длине бочки валков и повышение технологичности подготовительной прокатки. Согласно изобретению исходную Изобретение относится к области металлургии и может быть использовано при прокатке круглой стали, и других простых профилей с использованием клетей трио. Цель изобретения - более рациональное размещение калибров по длине бочки валков и повышение тем самым технологичности подготовительной прокатки. На фиг. 1-4 показана схема деформации в подготовительных калибрах клети трио в соответствии с изобретением; на фиг, 5-8 - схема деформации по ранее известному способу. квадратную заготовку прокатывают в клети трио на диагональ в горизонтальном несимметричном относительно разъема калибре нижнего горизонта и в сопряженном ему симметричном ромбическом калибре верхнего горизонта. Далее после кантовки на 90° прокатку осуществляют также в сопряженных вертикальном ромбическом и диагональном квадратном калибрах, расположенных соответственно на нижнем и верхнем горизонтах При этом в несимметричном относительно разъема ромбическом калибре обеспечивают симметричную относительно меньшей диагонали форму раската Завершают деформацию в овальном и круглом калибрах. Рациональное размещение калибров по длине бочки валков обеспечивается за счет того, что они занимают меньше места вследствие их сопряжения. Повышение технологичности подготовительной прокатки достигается уменьшением числа кантовок и снижением обжатий на верхнем уровне калибров клетей трио. 8 ил.. 1 табл. Согласно изобретению исходная квадратная заготовка со стороной А0 и диагональю Н0 после кантовки на 45° задается в первый калибр 1 (фиг. 2) валков клети трио. Первый калибр 1 сопряжен с вторым калибром 2 (фиг. 2), т.е. ручей среднего валка у этих калибров общий. Нижний ручей первого калибра отличается от верхнего ручья, что и делает этот калибр не симметричным относительно разъема. На фиг. 3 изображен ромбовидный калибр 3, у которого верхний ручей одинаков (сопряжен) с нижним ручьем квадратного диагонального калибра 4 (фиг. СП с о о о 00 о vj
Фиг.2 кг
Фиг.1 халибр 1.
Предлагаемый способ
j
N/
Способ по прототипу
Заготодка
Фиг,1
Фиг. J
Заготовка /
Фиг
| Чекмарев А.П., Мутьев М.С и Машков- цев Р.А | |||
| Калибровка прокатных валков М : Металлургия, 1971, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Приспособление для выпечки формового хлеба в механических печах с выдвижным подом без смазки форм жировым веществом | 1921 |
|
SU307A1 |
