Изобретение относится к прокатному производству, конкретно к производству квадратных заготовок, используемых для дальнейшего передела, либо на мелкосортных и проволочных станах, либо в машиностроении в ковочно-штамповочных цехах.
Известны способы прокатки квадратных заготовок, включающие последовательный пропуск исходной заготовки (блюма или непрерывнолитого слитка) через ряд двухвалковых калибров с попеременным обжатием раската в двух перпендикулярных направлениях, что обеспечивается либо периодической кантовкой раската на 90о, либо чередованием горизонтальных и вертикальных калибров (см. источник).
Двухвалковые калибры могут при этом иметь ящичную форму (система прямоугольник-квадрат), либо диагональную форму (система ромб-квадрат или овал-квадрат). Ящичные калибры обеспечивают достаточно большую вытяжку, но при их применении возможно появление дефектов на боковых поверхностях раската, связанных с переполнением разъемов калибра. Эти дефекты могут не устраняться при дальнейшей прокатке, что приводит к получению в итоге некачественного профиля. В системе калибровки ромб-квадрат возможности появления такого рода дефектов меньше, поскольку к разъемам калибра примыкают углы профиля, на которые приходится относительно меньшая масса металла. Однако в этой системе калибровки имеются свои недостатки, связанные с проблемой обеспечения устойчивости профиля при его задаче в калибр на ребро, проблемой недозаполнения калибра, и как следствие, недостаточно точного выполнения углов профиля.
Задачей изобретения является получение прокаткой качественного квадратного профиля для заготовок со стороной 100-200 мм при устранении недостатков известных способов прокатки таких заготовок.
Задача решается тем, что в способе прокатки квадратных заготовок, включающем нагрев, черновую прокатку исходной, преимущественно квадратной, заготовки (блюма) в вытяжных ящичных калибрах, а также прокатку в группе предчистовых калибров и чистовой проход к квадратном калибре, согласно изобретению, в последних четырех проходах чередуют прокатку в ящичных калибрах и прокатку в универсальных калибрах с гладкой бочкой, при этом заготовку при задаче в каждый калибр базируют на грань, в упомянутых ящичных калибрах радиусы сопряжения боковых стенок и дна калибра выполняют на 10-30% большими радиусов скруглений углов готового профиля, а выпуски этих калибров устанавливают в пределах 7-9о.
Смысл изобретения заключается в следующем. Известно применение в прокатном производстве многовалковых калибров, в том числе и квадратных четырехвалковых с гладкой бочкой (см. , например, Л. А. Барков и др. Прокатка малопластичных металлов с многосторонним обжатием, Челябинск, Металлургия, 1988, с. 179, рис. 86). Такие калибры имеют целый ряд преимуществ: всестороннее обжатие позволяет производить бездефектную прокатку труднодеформируемых сталей со значительными вытяжками. Однако использование таких калибров практикуется применительно к мелкосортным профилям, где требования к точности профиля предусматривают и строгое выполнение углов. В системе многовалковых калибров это требование выполнить легче, т. к. сама их геометрия подразумевает строгие углы на пересечении граней калибра, однако именно это обстоятельство имеет и свои негативные стороны: в процессе прокатки такие углы захолаживаются, а при изменении направлений обжатия (при длительном обжатии) испытывают и растягивающие напряжения в связи с неравномерностью обжатия в таком калибре по ширине профиля. Это может привести к возникновению дефектов металла (трещины и пр. ). При прокатке квадратных заготовок, в которых по требованиям технических условий предусмотрены радиусные скругления углов, указанные выше недостатки многовалковых калибров нивелируются, в еще большей степени этому способствует чередование указанных многовалковых калибров в системе калибровки с калибрами ящичными, в которых угловые зоны не подвергаются растягивающим напряжениям, и подкат, идущий в следующий за ящичным четырехвалковый калибр, имеет благоприятную форму для выравнивания в нем обжатий по периметру профиля. Следовательно, такое сочетание благоприятно для предотвращения возникновения нежелательных напряжений в локальных угловых зонах квадратного профиля. При этом сохраняются преимущества четырехвалкового калибра: более высокая долговечность, что особенно важно для чистового калибра, возможность выполнения строгой формы граней готового профиля (что достигается отсутствием выпусков) и возможность обеспечения без перевалки стана достаточно широкого диапазона размеров выпускаемого квадрата. Проблема выполнения углов профиля решается путем создания на подкате в ящичных калибрах больших радиусов скругления этих углов в сравнении с требуемым. Таким образом, даже в строго квадратном четырехвалковом калибре с гладкими бочками углы выполняются с радиусными закруглениями за счет выдавливания металла в угловые зоны, а необходимый радиус закругления обеспечивается при этом двусторонним обжатием прилегающих к углу граней профиля. Кроме того, при указанных достоинствах способ, согласно изобретению, сохраняет также и достоинство прокатки в прямоугольных калибрах, а именно: надежное удержание металла в калибре и при выдаче за счет базирования подката на грань, а не на ребро.
Регламентация выпусков ящичных калибров связана с отсутствием выпусков у следующего за ним четырехвалкового калибра и облегчает задачу подката в этот четырехвалковый калибр, поскольку регламентированные выпуски достаточно невелики. Кроме того, выбранные выпуски способствуют уменьшению неравномерности обжатия квадрата по ширине в следующем калибре.
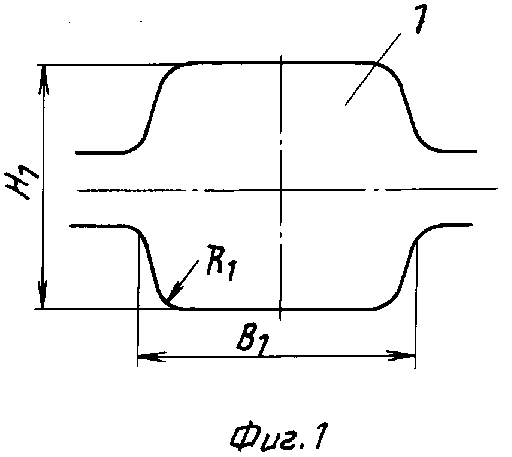
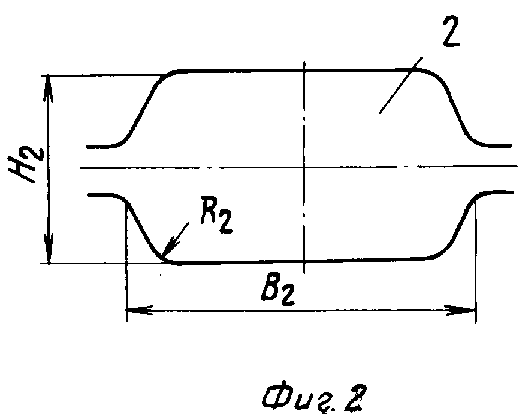
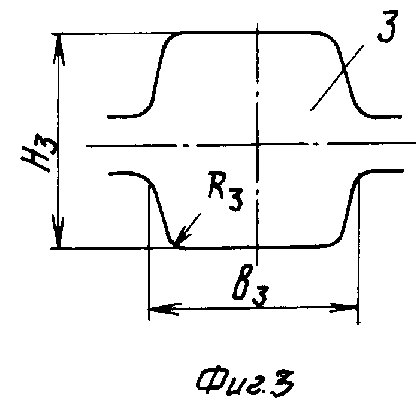
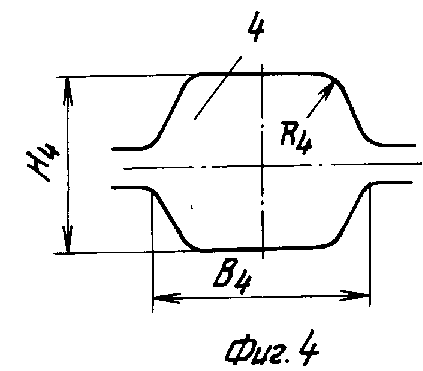
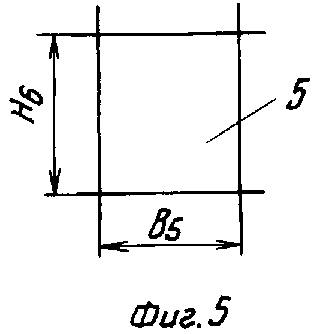
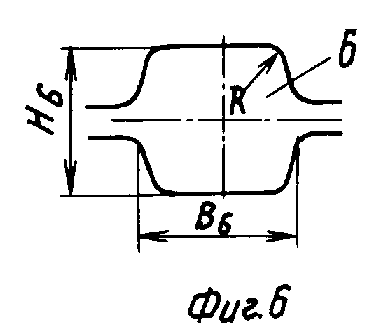
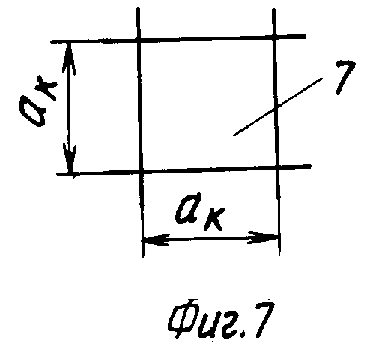
Изобретение иллюстрируется чертежами, где на фиг. 1-7 показаны формы последних семи калибров, через которые проходит раскат.
Способ заключается в следующем.
Заготовка для переката поступает, например, с блюминга и нагревается в печи универсально-балочного стана (УБС). Возможность использования для реализации способа УБС является еще одним существенным его преимуществом, поскольку этот стан уже содержит универсальные калибры с гладкой бочкой - предчистовой и чистовой, а его производительность позволяет обеспечить потребность как в универсальных балочных профилях, так и в квадратных заготовках и существенно сократить простои УБС. В обжимной клети УБС ведут реверсивную прокатку с кантовкой заготовки в ящичных калибрах 1-4, чередуя проходы со свободным и стесненным уширением. После четвертого прохода раскат пропускают, предварительно скантовав его на 90о через универсальный калибр 5, где он подвергается всестороннему обжатию, например, в прямоугольник. Далее раскат вновь поступает в ящичный калибр 6, при этом углы профиля обжимаются в ящичном калибре, и им придается скругление увеличенным радиусом. Тем самым предотвращается захолаживание углов и появление трещин. Выпуск ящичного калибра составляет 7-9о. Завершающий чистовой проход осуществляют после кантовки раската на 90о в универсальном калибре 7 с гладкой бочкой.
В таблице приведен пример конкретной калибровки квадратного профиля 125 х 125 согласно изобретению. Как видно из таблицы, в обжимной клети производят 7 реверсивных проходов из исходного прямоугольного блюма 230 х 230, а последние 4 прохода осуществляют в четырех калибрах, чередуя при этом ящичные калибры с универсальными калибрами с гладкой бочкой.
Осуществление способа на действующем универсально-балочном стане требует лишь незначительного его дооборудования: установки дополнительных кантователей на предчистовой группе и перед чистовой клетью и несложной модернизации проводковых устройств. Должен быть обновлен и парк валков. Однако повышение коэффициента загрузки высокопроизводительного унирвесально-балоч- ного стана и перевод его на выпуск сортамента, пользующегося широким спросом, окупит эти небольшие дополнительные затраты.
Порезка раскатов, охлаждение полос, отделка и погрузка могут производиться на действующем оборудовании универсально-балочного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВКИ | 2000 |
|
RU2187391C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
Использование: при прокатке квадратных заготовок из блюмов на прокатных станах с применением ящичных калибров и четырехвалковых калибров. Сущность изобретения: в последних четырех проходах прокатку в ящичных калибрах чередуют с прокаткой в четырехвалковых калибрах с гладкой бочкой валков. При этом выпуски ящичных калибров устанавливают в пределах 7 - 9, а сопряжения их боковых стенок и дна осуществляют радиусом на 10 - 30% большим, чем радиусы скруглений углов готового профиля. 1 табл. , 7 ил.
СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК, включающий нагрев, черновую прокатку исходного блюма в вытяжных ящичных калибрах, прокатку в группе предчистовых калибров и чистовой проход в квадратном калибре, отличающийся тем, что в последних четырех проходах чередуют прокатку в ящичных калибрах и прокатку в универсальных калибрах с гладкой бочкой, при этом заготовки при задаче в каждый калибр базируют на грань, в упомянутых ящичных калибрах радиусы сопряжения боковых стенок и дна калибра выполняют на 10 - 30% больше радиусов скруглений углов готового профиля, а выпуски этих калибров устанавливают в пределах 7 - 9o.
