Изобретение относится к абразивной обработке и может быть использовано в элект- ронном машиностроении при обработке хрупких, изогнутых после резки неметаллических пластин.
Цель изобретения - повышение точности и качества обработки тонких пластин за счет плавного изменения давления на обрабатываемые пластины.
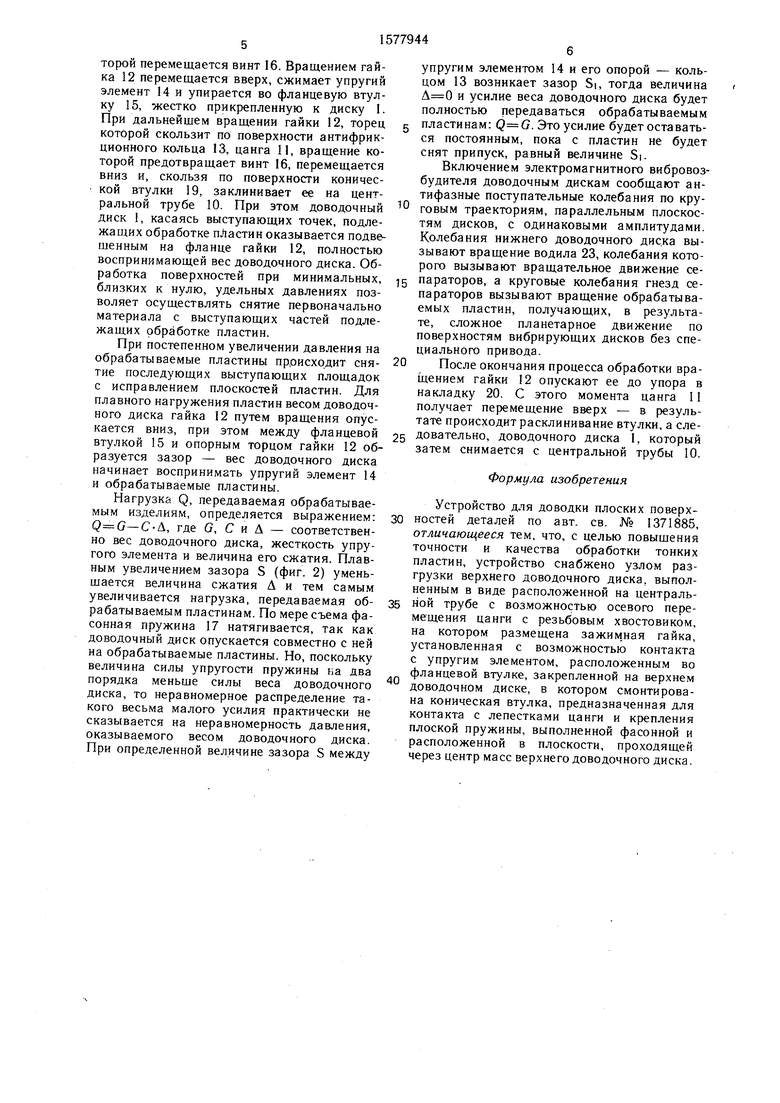
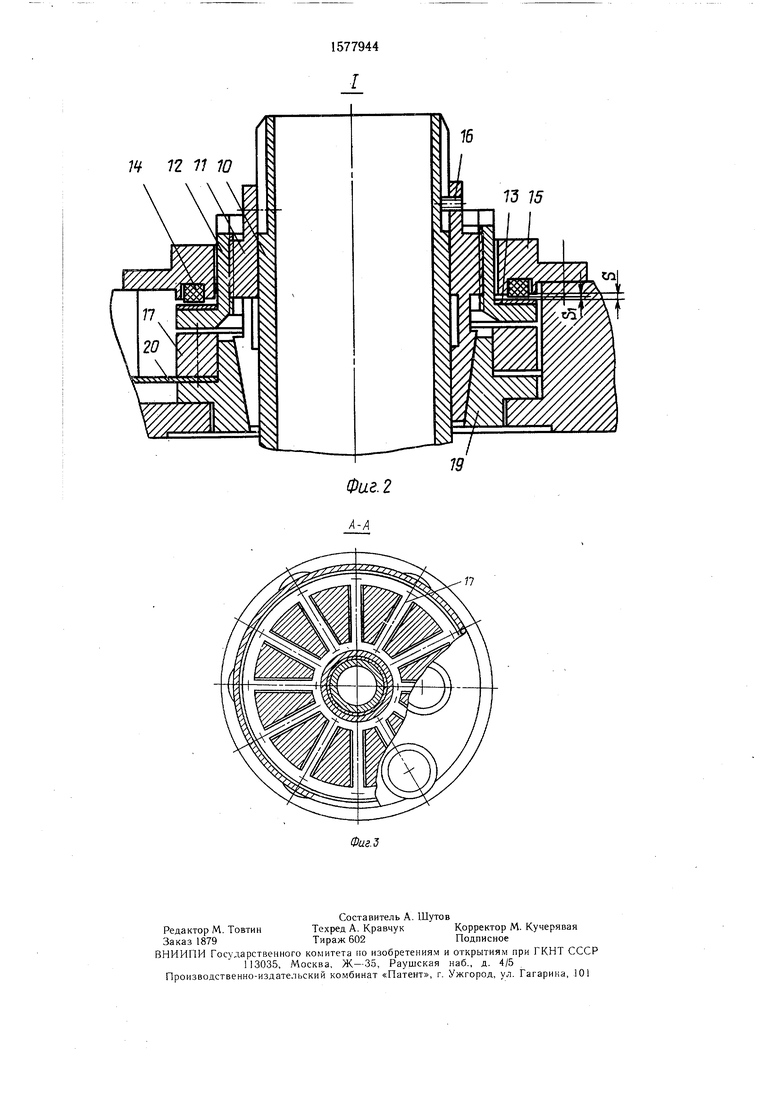
На фиг. I схематически изображен вибрационный доводочный станок, общий вид; на фиг 2 - узел I на фиг. 1; на фиг. 3 - сечение А-Д на фиг. 1.
Вибрационный доводочный станок состоит из соосно расположенных верхнего 1 и нижнего 2 доводочных дисков, установленных на упругих системах 3 и 4, выполненных в виде вертикальных цилиндрических стержней связывающих диски с плитами 5, 6, 7 и неподвижным основанием 8, установленным на амортизаторах 9.
На прикрепленной к плите 5 центральной трубе 10 установлена цанга 11 с резьбовым хвостовиком с возможностью осевого перемещения посредством гайки 12, взаимодействующей через антифрикционное кольцо 13 с разгрузочным упругим элементом 14, расположенным в закрепленной на верхнем доводочном диске фланцевой втулке 15. В цанге 11 установлен винт 16. Упругая система, связывающая верхний доводочный диск 1 с центральной трубой 10, выполнена в виде имеющей малую жесткость в осевом направлении плоской фасонной пружины 17, расположенной в плоскости, параллельной рабочей поверхности доводочного диска и проходящей через его центр масс.
В процессе закрепления доводочного диска 1 пружина 17 горизонтальна и ее деформация равна нулю, поэтому сила упругости пружины: , где С - жест- кость пружины, Д - величина прогиба пружины.
По мере съема припуска на обработку пружина 17 изгибается. При этом действую
0
5
0
5
0
5
5
0
щая на доводочный диск сила упругости пружины при малы; значениях С и припусках на доводку практически близка .к нулю, а поэтому, очевидно, что несимметричность параметрос пружины 17 и погрешность ее установки не оказывает практически никакого влияния на равномерность давления, создаваемого доводочным диском на обрабатываемые изделия.
Периферийная часть пружины 17 жестко присоединена к доводочному диску посредством накладки 18, а центральная часть - к конической втулке 19 при помощи накладки 20. В зависимости от высоты обрабатываемых пластин - деталей доводочный диск 1 может быть закреплен на разлой высоте центральной трубы 10 с помощью цанги 11 и конической втулки 19.
Обрабатываемые пластины 21 размещаются в отверстиях сепаратора 22, установленного в водиле 23, к которому прикреплены периферийное 24 и центральное кольцо 25. Периферийное кольцо 24 охватывает с зазором наружную цилиндрическую поверхность доводочного диска 2 с закрепленным на ней упругим фрикционным кольцом 26, а центральное кольцо 25 одето с возможностью вращения на центральную трубу 10.
Электромагнитный привод станка выполнен в виде закрепленных на центральной трубе 10 электромагнитов 27 и якорей 28, установленных на корпусе 29, несущем нижний доводочный диск 2.
Обработка пластин осуществляется следующим образом.
При снятом верхнем доводочном диске 1 на рабочую поверхность дисков наносится абразивная паста, на центральную трубу 10 устанавливается водило 23 с сепараторами 22, в гнездах которых размещены пластины 21.
Верхний доводочный диск 1 совместно с узлом для его крепления и разгрузки опускается, при этом цанга 11 охватывает центральную трубу 10, в продольном пазу которой перемещается винт 16. Вращением гайка 12 перемещается вверх, сжимает упругий элемент 14 и упирается во фланцевую втулку 15, жестко прикрепленную к диску 1.
упругим элементом 14 и его опорой - кольцом 13 возникает зазор Si, тогда величина и усилие веса доводочного диска будет полностью передаваться обрабатываемым
При дальнейшем вращении гайки 12, торец 5 пластинам: . Это усилие будет оставатькоторой скользит по поверхности антифрикционного кольца 13, цанга 11, вращение которой предотвращает винт 16, перемещается вниз и, скользя по поверхности конической втулки 19, заклинивает ее на центся постоянным, пока с пластин не будет снят припуск, равный величине Si.
Включением электромагнитного вибровозбудителя доводочным дискам сообщают антифазные поступательные колебания по круральной трубе 10. При этом доводочный 10 говым траекториям, параллельным плоскос- диск 1, касаясь выступающих точек, подле- тям дисков, с одинаковыми амплитудами, жащих обработке пластин оказывается подве- Колебания нижнего доводочного диска выше иным на фланце гайки 12, полностью воспринимающей вес доводочного диска. Обработка поверхностей при минимальных, 15 параторов, а круговые колебания гнезд се- близких к нулю, удельных давлениях поз-параторов вызывают вращение обрабатываволяет осуществлять снятие первоначально материала с выступающих частей подлежащих обработке пластин.
При постепенном увеличении давления на обрабатываемые пластины происходит сня- 20 тие последующих выступающих площадок с исправлением плоскостей пластин. Для плавного нагружения пластин весом доводочного диска гайка 12 путем вращения опускается вниз, при этом между фланцевой 25 Довательно, доводочного диска 1, который втулкой 15 и опорным торцом гайки 12 об- затем снимается с центральной трубы 10.
зывают вращение водила 23, колебания которого вызывают вращательное движение сеемых пластин, получающих, в результате, сложное планетарное движение по поверхностям вибрирующих дисков без специального привода.
После окончания процесса обработки вращением гайки 12 опускают ее до упора в накладку 20. С этого момента цанга 11 получает перемещение вверх - в результате происходит расклинивание втулки, а слеупругим элементом 14 и его опорой - кольцом 13 возникает зазор Si, тогда величина и усилие веса доводочного диска будет полностью передаваться обрабатываемым
пластинам: . Это усилие будет оставатьпластинам: . Это усилие будет оставаться постоянным, пока с пластин не будет снят припуск, равный величине Si.
Включением электромагнитного вибровозбудителя доводочным дискам сообщают антифазные поступательные колебания по круговым траекториям, параллельным плоскос- тям дисков, с одинаковыми амплитудами, Колебания нижнего доводочного диска выпараторов, а круговые колебания гнезд се- параторов вызывают вращение обрабатываговым траекториям, параллельным плоскос- тям дисков, с одинаковыми амплитудами, Колебания нижнего доводочного диска выпараторов, а круговые колебания гнезд се- параторов вызывают вращение обрабатывазывают вращение водила 23, колебания которого вызывают вращательное движение сеДовательно, доводочного диска 1, который затем снимается с центральной трубы 10.
емых пластин, получающих, в результате, сложное планетарное движение по поверхностям вибрирующих дисков без специального привода.
После окончания процесса обработки вращением гайки 12 опускают ее до упора в накладку 20. С этого момента цанга 11 получает перемещение вверх - в результате происходит расклинивание втулки, а сле
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационный доводочный станок | 1990 |
|
SU1812079A1 |
| Устройство для доводки плоских поверхностей деталей | 1987 |
|
SU1458187A2 |
| Устройство для доводки плоских поверхностей деталей | 1982 |
|
SU1371885A1 |
| Способ вибрационной плоскопараллельной доводки | 1988 |
|
SU1636195A1 |
| Способ правки притиров | 1989 |
|
SU1678584A1 |
| Вибрационная машина | 1978 |
|
SU804388A1 |
| Способ доводки деталей | 1990 |
|
SU1759609A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ДОВОДОЧНОГО СТАНКА | 1991 |
|
RU2036070C1 |
| Устройство для загрузки вибробункера изделиями | 1976 |
|
SU610749A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1989 |
|
RU2035286C1 |
Изобретение относится к абразивной обработке и может быть использовано в электронном машиностроении при обработке хрупких изогнутых пластин из неметаллических материалов. Цель изобретения - повышение точности и качества обработки тонких пластин за счет плавного изменения давления на обрабатываемые пластины. Устройство снабжено узлом разгрузки верхнего доводочного диска 1, содержащим цангу 11 с резьбовым хвостовиком, установленную на центральной трубе 10 с возможностью осевого перемещения посредством зажимной гайки 12, взаимодействующей с разгрузочным упругим элементом, расположенным в связанной с верхним доводочным диском 1 фланцевой втулке 15. Упругая система, связывающая верхний доводочный диск 1 с центральной трубой 10, выполнена в виде плоской фасонной пружины, имеющей малую жесткость в осевом направлении и расположенной в плоскости, параллельной рабочей поверхности доводочного диска и проходящей через его центр масс. При снятом верхнем доводочном диске 1 на рабочую поверхность дисков наносится абразивная паста. На центральную трубу 10 устанавливается водило 23 с сепаратором 22, в гнездах которых размещены пластины 21. Вращением гайка 12 перемещается вверх, сжимает упругий элемент и упирается во втулку 15. При дальнейшем вращении гайки 12 цанга 11, скользя по поверхности конической гайки, заклинивает ее на центральной трубе 10. Давление верхнего диска равно нулю. Включением электромагнитного возбудителя доводочным дискам сообщают антифазные поступательные колебания по круговым траекториям, параллельным плоскостям дисков с одинаковыми амплитудами. Для плавного нагружения гайку 12 вращают, в результате чего она опускается. 3 ил.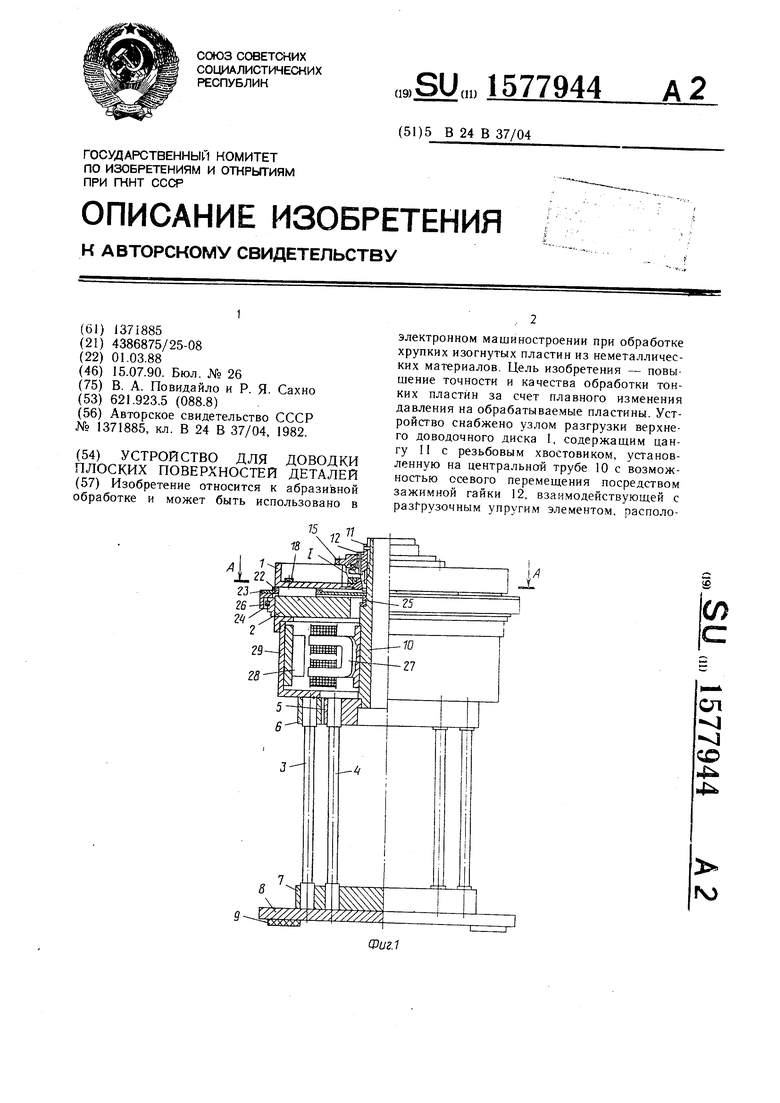
Формула изобретения
разуется зазор - вес доводочного диска начинает воспринимать упругий элемент 14 и обрабатываемые пластины.
Нагрузка Q, передаваемая обрабатывав-Устройство для доводки плоских поверхмым изделиям, определяется выражением: 30 ностей деталей по авт. св. № 1371885, Q G-С-Д, где G, С и Д - соответствен-отличающееся тем, что, с целью повышения
но вес доводочного диска, жесткость упру-точности и качества обработки тонких
того элемента и величина его сжатия. Плав-пластин, устройство снабжено узлом разным увеличением зазора S (фиг. 2) умень-грузки верхнего доводочного диска, выполшается величина сжатия Д и тем самымненным в виде расположенной на центральувеличивается нагрузка, передаваемая об- 35 ной трубе с возможностью осевого перерабатываемым пластинам. По мере съема фа-мещения цанги с резьбовым хвостовиком, сонная пружина 17 натягивается, так как доводочный диск опускается совместно с ней на обрабатываемые пластины. Но, поскольку величина силы упругости пружины на два порядка меньше силы веса доводочного
40
на котором размещена зажимная гайка, установленная с возможностью контакта с упругим элементом, расположенным во фланцевой втулке, закрепленной на верхнем доводочном диске, в котором смонтирована коническая втулка, предназначенная для контакта с лепестками цанги и крепления плоской пружины, выполненной фасонной и расположенной в плоскости, проходящей через центр масс верхнего доводочного диска.
диска, то неравномерное распределение такого весьма малого усилия практически не сказывается на неравномерность давления, оказываемого весом доводочного диска. При определенной величине зазора S между
Формула изобретения
ной трубе с возможностью осевого перемещения цанги с резьбовым хвостовиком,
на котором размещена зажимная гайка, установленная с возможностью контакта с упругим элементом, расположенным во фланцевой втулке, закрепленной на верхнем доводочном диске, в котором смонтирована коническая втулка, предназначенная для контакта с лепестками цанги и крепления плоской пружины, выполненной фасонной и расположенной в плоскости, проходящей через центр масс верхнего доводочного диска.
П
| Устройство для доводки плоских поверхностей деталей | 1982 |
|
SU1371885A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
