Изобретение относится к технологии механической обработки прецизионных деталей приборов и машин и может быть использовано в машиностроении.
Известно измерительное устройство (Орлов П.Н. Технологическое обеспечение качества деталей методами доводки. М. Машиностроение, 1988, с. 69-73), содержащее датчик, измерительную штангу, соединенную с пинолью верхнего доводочного диска, упор, закрепленный на измерительной штанге. Датчик взаимодействует через рычаг с упором.
Недостатком известного измерительного устройства является снижение точности контроля снимаемого припуска из-за износа доводочных дисков станка, ручная настройка на величину снимаемого припуска.
Наиболее близким к изобретению является устройство, содержащее измерительный прибор, взаимодействующий через шарнирно укрепленный на корпусе рычаг с измерительной штангой, соединенной с пинолью верхнего доводочного диска, ползун с гидроплунжером, взаимодействующий с рычагом и установленный с возможностью фрикционного соединения с измерительной штангой по команде от системы управления.
Недостатком данного устройства является снижение точности контроля величины снимаемого припуска из-за переменной величины осевого биения верхнего доводочного диска от погрешности формы рабочей доводочных дисков, их биения при движении обрабатываемых деталей в сепараторе относительно доводочных дисков, а также переменной величины упругой деформации системы, вызванной переменной величиной усилия доводки, осуществляемой по программе в процессе доводочного цикла. Это вызывает возвратно-поступательное перемещение измерительной штанги, вводя погрешности в настройку устройства.
Целью изобретения является повышение точности контроля снимаемого припуска и расширение технологических возможностей станка за счет ступенчатого контроля величины снимаемого припуска во время обработки.
Это достигается тем, что устройство активного контроля доводочного станка, содержащее датчик, систему управления, измерительную штангу, соединенную с пинолью верхнего доводочного диска, подвижный относительно измерительной штанги ползун с силовым цилиндром, установленный с возможностью фрикционного соединения с измерительной штангой, снабжено реле времени, соединенным с системой управления и ходовым винтом с гайкой, приводимых в движение от шагового двигателя, связанного с системой управления, при этом гайка снабжена конической поверхностью, а датчик установлен на ползуне с возможностью взаимодействия с конической поверхностью гайки.
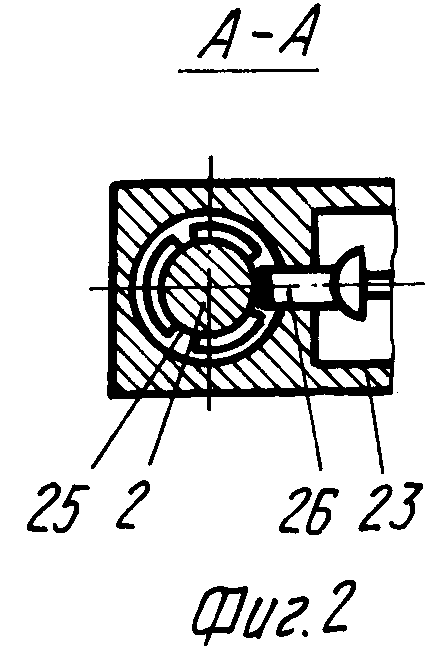
На фиг. 1 дано устройство, общий вид; на фиг. 2 разрез А-А на фиг. 1.
Устройство содержит корпус 1, в котором расположена подвижная измерительная штанга 2, смонтированная во втулках 3, 4 корпуса и связанная с помощью кронштейна 5 с пинолью 6 верхнего доводочного диска 7. В корпусе установлен стакан 8, в котором расположена гайка 9 с возможностью возвратно-поступательного движения с помощью кодового винта 10, шагового двигателя 11 через муфту 12. Гайка 9 снабжена конической поверхностью Б. В стакане 8 установлена шпонка 13. Гайка 9 подпружинена пружиной 14. В корпусе 1 посредством стержней 15, 16 пружин 17, 18 и гаек 19, 20 во втулках 21, 22 установлен ползун 23 с силовым цилиндром 24 с возможностью фрикционного соединения с подвижной штангой 2 через втулку 25 и сухарь 26. На ползуне 23 через кронштейн 27 установлен датчик 28, который взаимодействует с конической поверхностью Б гайки 9.
Управление работой устройства производят с помощью блока 29 управления, реле времени 30, задатчика припуска 31 и распределителя 32.
В качестве блока 29 можно использовать стандартный блок управления "Микро-902" ТУ 1.501.0498-85.
Устройство также содержит нижний притир 33, сепаратор 34, в гнездах которого установлены обрабатываемые детали 35.
Устройство работает следующим образом.
В начале цикла обработки при опускании пиноли 6 верхнего доводочного диска 7 кронштейн 5 увлекает за собой подвижную штангу 2, которая свободно проходит через втулку 25 ползуна 23. После установки верхнего доводочного диска 7 на обрабатываемых деталях 35 и создания необходимой предварительной нагрузки для снятия заусенцев, больших неровностей на обрабатываемых поверхностях, достижения равнотолщинности обрабатываемых заготовок в партии и т. д. блоком 29 управления подается сигнал распределителю 32 на увеличение давления в силовом цилиндре 24 и его шток жестко связывает ползун 23 со штангой 2 через втулку 25 и сухарь 26. Включается вращение доводочных дисков 7, 33, сепаратора 34 или вращение одного сепаратора 34.
После временной задержки, необходимой для плавного разгона дисков, включается шаговый двигатель 11, который, вращая винт 10, перемещает гайку 9 до получения сигнала от датчика 28. Измерительная штанга 2, а вместе с ней и датчик 28 от биения доводочных дисков 7, 33 и движения обрабатываемых деталей относительно доводочных дисков в процессе доводки совершают колебательное движение в вертикальном направлении. Опросом датчика 28 в течение времени, заданного по реле времени 30, и включением шагового двигателя находится положение конической поверхности Б гайки 9 относительно датчика 28, соответствующее крайнему нижнему положению измерительной штанги 2 с датчиком 28 при их колебательном движении, т.е. находится "нулевое" исходное положение гайки 9.
После этого шаговый двигатель 11 срабатывает заданное количество импульсов в датчике 31 припуска, вращая ходовой винт 10 и перемещая гайку 9, отодвигает коническую поверхность Б гайки 9 от датчика 28 на величину задаваемого припуска.
В процессе обработки датчик 28, закрепленный через кронштейн 27 на ползуне 23 и фрикционно связанный с измерительной штангой, колеблясь, переместится вниз. После достижения нижнего крайнего положения датчика 28 конической поверхности Б гайки 9 датчик 28 сработает и выдает сигнал на окончание съема заданного припуска и дальнейшую работу доводочного станка.
Производится вторая стадия нагружения до рабочей нагрузки для снятия основного припуска, третья стадия нагружения для выхаживания. Нахождение "нулевого" положения гайки 9, задание и отработка заданного припуска производились аналогично первой стадии нагружения.
После снятия припуска выхаживания датчик 28 дает сигнал в блок 29 на отключение процесса доводки, сброс давления в силовом цилиндре 24. Шток цилиндра 24 перестает взаимодействовать через сухарь 26 с измерительной штангой 2, освобождает ползун 23 и дает возможность для подъема верхнего диска 7 с пинолью 6 в верхнее положение для разгрузки обрабатываемых деталей 35.
Ползун 23 с датчиком 28 с помощью пружин 17, 18 перемещается в верхнее исходное положение.
Применение предлагаемого устройства позволит повысить точность контроля снимаемого припуска, расширить технологические возможности станка, а также увеличить процент выхода годных деталей при одновременном повышении степени автоматизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство активного контроля | 1975 |
|
SU544210A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1989 |
|
RU2035286C1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Полуавтомат для доводки глухих отверстий | 1983 |
|
SU1151433A1 |
| Калибр для измерения внутренних диаметров и способ изготовления цилиндрического стержня | 1989 |
|
SU1712767A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ДОВОДКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1966 |
|
SU225027A1 |
| Способ зачистки осевых каналов роторов турбин и устройство для его осуществления | 1990 |
|
SU1784448A1 |
Использование: при механической обработке прецизионных деталей, приборов и машин. Сущность изобретения: устройство активного контроля доводочного станка содержит датчик 28, блок 29 управления, измерительную штангу 2, соединенную с пинолью 6 верхнего доводочного диска 7, подвижный относительно измерительной штанги ползун 23 с силовым цилиндром 24, установленный с возможностью фрикционного соединения с измерительной штангой. На корпусе 1 закреплен стакан 8, в котором смонтирована гайка 9 с конической поверхностью Б и ходовой винт 10, связанный с шаговым двигателем 11, который, в свою очередь, через блок управления 29 связан с реле времени 30. Датчик 28 установлен на кронштейне 27, закрепленном на ползуне 23, с возможностью взаимодействия с конической поверхностью Б гайки 9. 2 ил.
УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ДОВОДОЧНОГО СТАНКА, содержащее корпус, измерительную штангу, соединенную с пинолью верхнего доводочного диска, ползун с силовым цилиндром, установленный с возможностью перемещения относительно измерительной штанги и фрикционного соединения с последней, датчик и блок управления, отличающееся тем, что, с целью повышения точности контроля и расширения технологических возможностей, оно снабжено реле времени, шаговым двигателем и закрепленным на корпусе стаканом с размещенным в нем гайкой и ходовым винтом, соединенным с шаговым двигателем, связанным через блок управления с реле времени, при этом гайка выполнена с конической наружной поверхностью, а датчик установлен на ползуне с возможностью взаимодействия с конической поверхностью гайки.
| Устройство активного контроля | 1975 |
|
SU544210A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |

