/ г1п
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки плоских поверхностей деталей | 1988 |
|
SU1577944A2 |
| Устройство для доводки плоских поверхностей деталей | 1982 |
|
SU1371885A1 |
| Вибрационный доводочный станок | 1990 |
|
SU1812079A1 |
| Способ доводки деталей | 1990 |
|
SU1759609A1 |
| Плоскодоводочный станок | 1987 |
|
SU1577943A1 |
| Способ вибрационной плоскопараллельной доводки | 1988 |
|
SU1636195A1 |
| Устройство для доводки плоских поверхностей | 1979 |
|
SU859129A1 |
| Станок для доводки плоскостей | 1989 |
|
SU1685693A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| Устройство для плоскопараллельной доводки деталей | 1984 |
|
SU1252142A1 |
Изобретение относится к станкостроению и может быть использовано для абразивно-алмазной доводки шлифованных поверхностей прецизионных деталей приборов. Цель изобретения - повьшение качества обработки путем сообщения деталям принудительного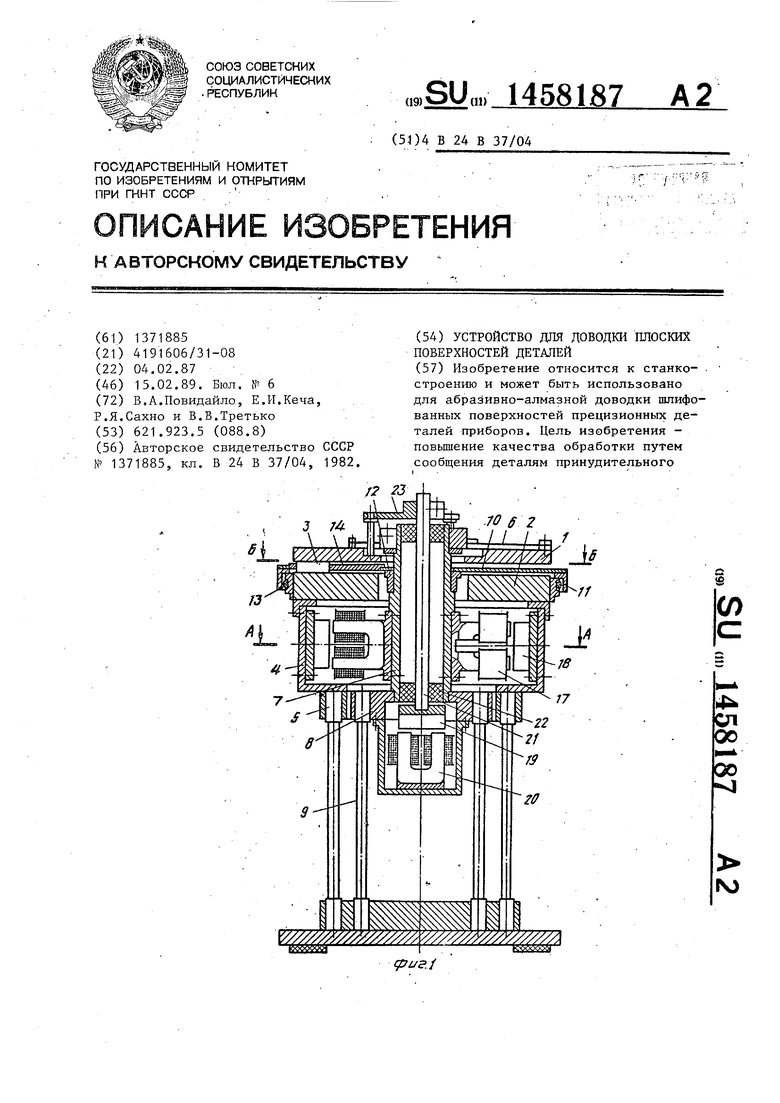
(Л
01
00
00 Kj
14)
движеи1-1я по сложным траекториям. Для этого устройство содержит нижний 2 и верхний 1 доводочные диски, связанные с колебательной системой. Между дисками размещено водило 10, жестко связанное с периферийным 11 и цент- 12 кольцами. Последнее установлено с возможностью вращения на центральной трубе 7, а периферийное кольцо охватывает с зазором нижний диск с закрепленным на нем унругим фрикционным кольцом 13, Доводочным дискам сообщают антифазные поступа-. тельные колебания по круговым траекИзобретение относится к станкостроению I-I может быть использовано ;:гля абразивно-алмазной доводки шлифованных поверхностей прецизионных деталей приборов, в частности, в пла парной технолог ии.
Цель изобретения - повышение качества обрабатываемых поверхностей путем сообщения деталям .принудительного, .движения по. сложным траекториям при обеспечении простоты и надежности исполнительного маханиз1ма перемещения деталей, а также управление процессом доводки.
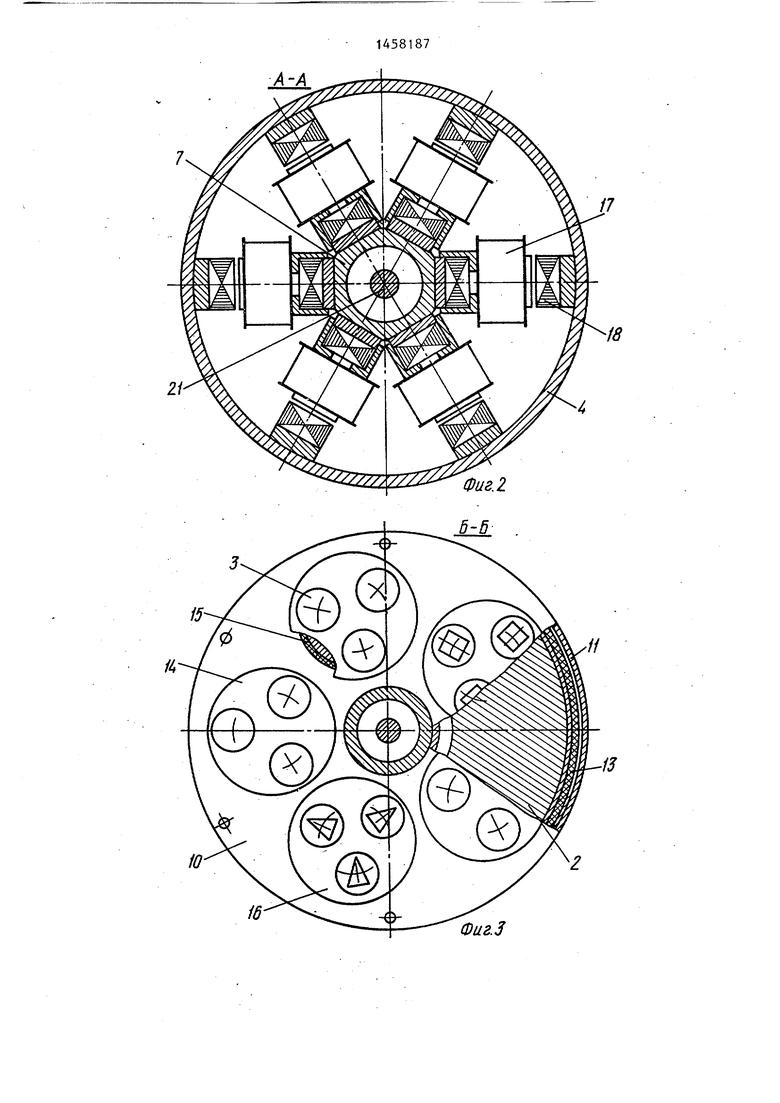
На фиг. 1 /дано устройство для до- водкиJ продольньш разрезу на фиг„2- разрез А-А на фиг, 1; на фиг, 3 - разрез на фиг, 1| на фиг. 4 - схема работы вибрационного планетарного механизма; на фиг. 5 - схема вращенш водила.
Устройство для доводки состоит из двух соосно расположенных доводочных дисков: верхнего 1 и нижнего 2, между которыми размещены обрабатываемые детали 3. Нижний доводочный диск 2 закреапен на корпусе 4, связанном с упругой системой в виде вертикальных упругих стержней 5. Верхний доводоч- нгэш диск 1 посредством плоских пружин 6 соединен с центральной трубой 7, закрепленной на плите 8, связанной с упругой системой в виде вертикальных упругих стержней 9.
Вибрационный планетарньй механизм, сообщающий сложное планетарное движе
ториям. Водило 10 с сепараторами 14 совместно с верхним диском совершает радиальные антифазные .колебания относительно диска 2, в процессе которых происходит контакт периферийного кольца 11 с диском 2, и водило осуществляет поворот относительно оси. Сепараторы 14 также совершают вращение вокруг собственных осей. Кроме того, в устройстве пр-едусмотреи прижим в виде электромагнита 20 постоянного тока, смонтированного на колебательной системе верхнего диска, 2з.п. ф-лы, 5 ил.
ние оез специального привода, состоит из код1т.ла 10, лсестко с.вязанного с периферийным 1 1 .vi центральным 12 кольцами. Периферийное кольцо 11 охватывает с зазором наружную цилиндрическую пов.ерхность доводочного диска 2 с за:;-;ре.гтенньм на ней з РУгим фрик- ЦИО.Г1НЫМ кольцом 135 а центральное кольцо 12 одето с возможностью вращения на централвную трубу 7. В круговые вырезы .водила вставлены сепараторы 14, -щ-шиндрическая поверхность которых снабжена фрикционным кольцом 15 и буртиком, опирающимся на плоскую поверхность водила, В сепараторах имеются цилиндрические отверстия, в которых вставлены с зазором цилиндрические детали или цилиндрические спутники 16 с отверстиями, имеющ,ими фopмy обрабатываемых деталей (фиг.З).
Электромагнитный привод устройства выполнен в виде закрепленных на центральной трубе 7 шести электромагнитов 1 7|, установленных с шагом 60 (фиг.2). Якоря 18 вибровозбудителя закреплены на корпусе 4, Два противоположных электромагнита 17, образующие с якорями 18 двухтактный вибровозбудитель, включены в одну из фаз и нуль 3-фаз- ной сети по двухтактной схеме выпрямления . При такой схеме включения в вибровозбудителе возникает возмущающая сила, возбуждающая колебания якорей и электромагнитов, а следовательно, доводочных дисков, по круговым траекториям.
:,„,„,
Прижим верхнего доводочного диска 1 к обрабатываемым деталям 3 осуществляется при взаимодействии якоря 19 с электромагнитом постоянного тока 20. Якорь 19 закреплен на тяге 21, упруго установленной во втулках 22, расположенных в центральной трубе 7. Тяга 21 соединена посредством съемного регулируемого прижима 23 с верхни доводочным диском 1.
Колеблющиеся массы верхнего 1 и нижнего 2 доводочных дисков и связанных с ними деталей равны, жесткости упругих стержней 5 и 9 также равны. Поэтому доводочные диски совершают антифазные плоскопараллельные колебания по круговым траекториям с равными амплитудами. Упругая система станка рассчитана на работу в режиме близком к резонансному, чем снижается потребляемая мощность привода станка.
Обработка деталей осуществляется следующим образом.
При снятом верхнем доводочном диске 1 на центральную трубу 7 устанавливается водило 10 с сепараторами 14 в гнездах которых размещаются детали 3 или сменные кассеты - спутники с нужной формой отверстий под обрабатываемые детали. Сепараторы имеют буртики для удержания их на поверхности водила, а их высота меньше толщины обрабатываемых деталей. На детали устанавливается верхний доводочг- ный диск 1 и закрепляется на ральной трубе 7. Нанесение абразивной доводочной пасты осуществляется предварительной намазкой дисков или не- прерывной подачей абразивной суспензии в процессе доводки.
Включением электромагнитного виб- ровозбудителя доводочным дискам сообщают антифазные -поступательные колв - бания по круговым траекториям,, параллельным плоскостям дисков с одинаковыми амплитудами, в результате чего возникающие на плоскопараллельных поверхностях обрабатываемых деталей усилия резания будут взаимно уравновешиваться.
Вращательное движение водила с сепараторами осуществляется следуюо ш образом.
Водило 10 сепаратора, связанное посредством внутреннего кольца 12с центральной трубой 7 верхнего доводочного диска 1, совершает совместно
ю
is 20
25
ЗО о
5 n
35
5
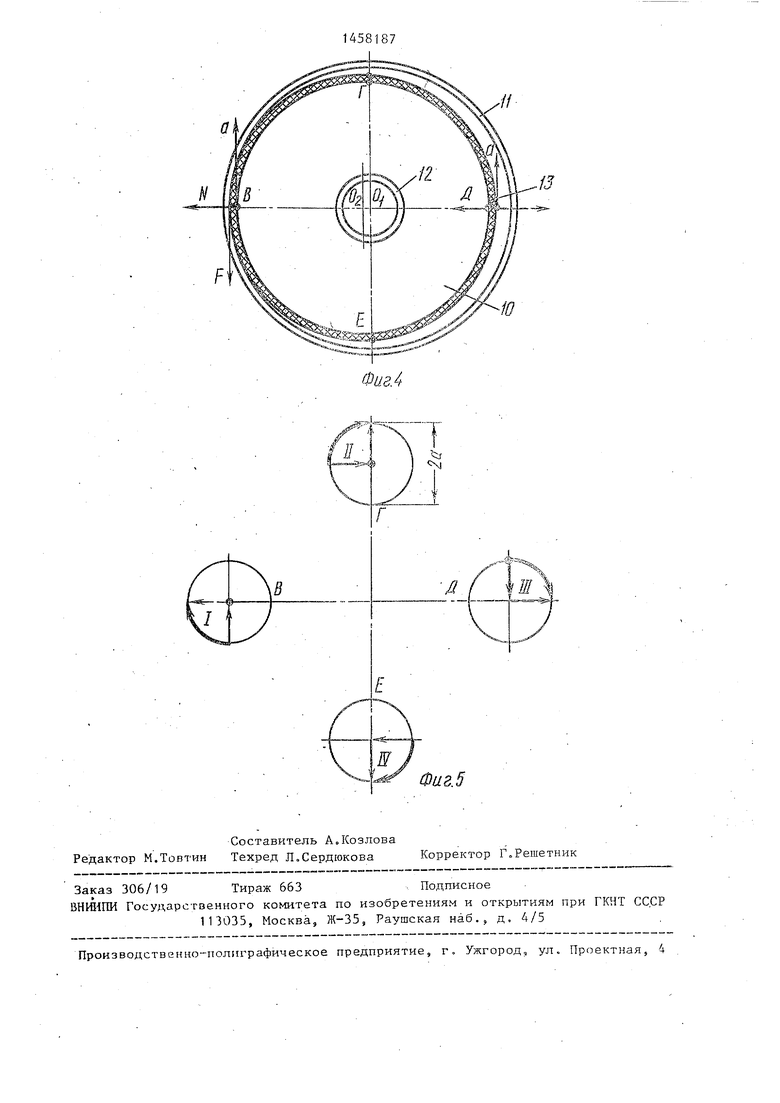
с ним радиальные антифазные колебания относительно нижнего доводочного диска 2, в процессе которых осуществляется контакт периферийного кольца 11 с нижним доводочным диском 2 и сжатие упругого фрикционного кольца 13 (фиг.4).
В точке контакта возникает нормальное давление N и сила F is C f, где Л - величина сжатия фрикционного кольца 13; с -жесткость кольца 13; f - коэффициент трения.
В диаметрально противоположной точке в этот момент образуется зазор между периферийным кольцом 11 и фрикционным кольцом 13.
Доводочные диски совершают антифазные круговые поступательные колебания, при которых каждая точка круга описывает окружность диаметром 2а, где а - амплитуда колебаний.
Круговые колебания точек доводочного диска можно рассматривать как кривые Лиссажу, полученные в результате сложения двух взаимно перпендикулярных гармонических радиальных и тангенциальных колебаний с одинаковыми амплитудами а, сдвинутых по фазе на 90 ,
Радиальные перемещения приводят к возникновению точек контакта и сил трения в них, а тангенциальные - к перемещению точки контакта относительно верхнего диска, в результате которого водило осуществляет поворот- относительно оси.
Проанализируем процесс вращения водила, разбив весь цикл на четыре периода - зоны контакта В, Г, Д, Е (фиг.5), расположенные на диаметрально противоположных концах двух взаимно перпендикулярных направлений. Обоз- начга радиальные перемещения, приводящие к возникновению точек контактов, штриховыми стрелками, а тангенциальные, обеспечивающие поворот водила сепаратора, - сплошными стрелками.
На протяжении 1-го периода, заканчивающегося в т. А, в результате тангенциального перемещения точка на периферийном кольце 11 водила переместится на величину а по часовой стрелке, а точка поверхности доводочного диска опишет дугу в четверть окружности радиусом а.
На протяжении 2-го периода от точки А до точки Б точка на кольце 11
водила переместится по часовой стрелке также на величину а, при этом точки на поверхности доводочного диска опишут дугу в следующую четверть окружности.
Таким образом, в течение периода колебания, при обеспечении отсутствия проскальзывания, точка на наружном, периферийном.кольце пройдет путь, равный 4а, а все точки доводочного диска опишут окружности радиусом а.
Время одного оборота Т водила определяется из следзтощего-выражения
, 2 . R
т р
А-а.
где 3 - частота колебаний, Гц.
Колебания водила 10, в отверстиях которого с зазором установлены сепараторы 14, наряду с колебаниями вызовут их вращательное движение вокруг собственных осей. Круговые колебания гнезд сепараторов вызовут вращение кассет - спутников, расположенных в гнездах с соответствующим зазором и несущих в себе обрабатываемые детали. В результате, детали получа- ют в процессе обработки сложное планетарное движение по поверхности вибрирующих дисков. Формула изо б р е т е н и я
№ 1371885, о т ли чающееся тем, что, с целью повышения качества обработки путем сообщения обрабатываемым деталям принудительного движения, по сложным траекториям, устройство снабжено расположенным между дисками водилом с отверстиями для деталей и периферийным и центральным кольцами, жестко связанными с води- лом, при этом центральное кольцо смонтировано на центральной трубе с возможностью вращения, а периферийное кольцо установлено с зазором относительно нижнего диска с возможностью вза1Шодействия с введенным фрик- |Ционным упругим кольцом, закрепленным на периферии нижнего диска.
фрикционными упругими кольцами на периферии,
А-А
Ю
16
13
Фиг.З
11
10
Фив. 5
| Устройство для доводки плоских поверхностей деталей | 1982 |
|
SU1371885A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
