Фиг1
В оболочку из диэлектрика помещают обрабатываемую деталь 1. Между деталью и оболочкой в специальный паз с натягом помещают токоподводящий электрод 3. При этом коэффициент ли ценного расширения материала детали превышает коэффициент линейного рас ширения оболочки. При повышении тем пературы устройства в рабочем режи157С2364
ме за счет разницы коэффициентов линейного расширения обрабатываемой детали и оболочки из диэлектрика сохраняется надежный контакт между то- копроводящим электродом и обрабатываемой деталью. По окончании процесса обработки-возможна быстрая смена об- рабатываемых деталей. 1 з.п. ф-лы,
to :
3 ил.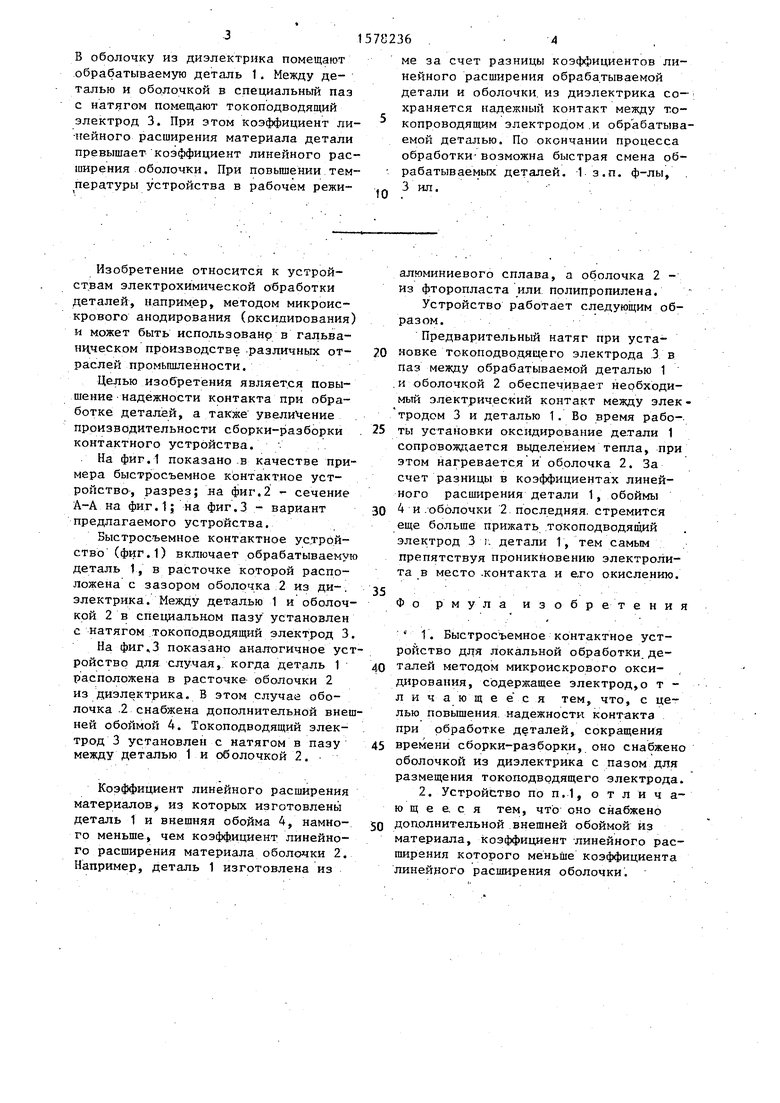
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособления для анодирования шайб | 1977 |
|
SU642384A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1996 |
|
RU2121913C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2017 |
|
RU2676380C1 |
| Устройство для электрохимическойОбРАбОТКи МЕлКиХ дЕТАлЕй | 1979 |
|
SU798197A1 |
| УСТАНОВКА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2007 |
|
RU2378420C2 |
| ПРИСПОСОБЛЕНИЕ К ЭЛЕКТРОЭРОЗИОННОМУ СТАНКУ | 1973 |
|
SU380419A1 |
| СПОСОБ ФОРМИРОВАНИЯ БАРЬЕРНОГО ПОКРЫТИЯ НА ПАЯНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОДАХ ГЕНЕРАТОРА ОЗОНА | 2016 |
|
RU2640586C1 |
| СПОСОБ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2008 |
|
RU2389830C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ МЕТАЛЛОВ И СПЛАВОВ | 2003 |
|
RU2263728C2 |
| Устройство для термосиловой обработки маложестких валов | 2016 |
|
RU2623972C1 |
Изобретение относится к устройствам для электрохимической обработки деталей, например, методом микроискрового анодирования (оксидирования) и может быть использовано в гальваническом производстве различных отраслей промышленности. Цель изобретения - повышение надежности контакта при обработке деталей, предохранение места контакта от окисления, а также обеспечение возможности быстрой сборки-разборки контактного устройства. С изменением температурного режима при работе устройства контакт между обрабатываемой деталью и токоподводящим электродом остается стабильным, что положительно влияет на качество обработки детали. Устройство содержит токоподводящий электрод 3, оболочку 2 из диэлектрика, в которой расположен специальный паз для установки токоподводящего электрода. При необходимости устройство может быть снабжено внешней обоймой 4 с коэффициентом линейного расширения меньшим, чем у оболочки 2. В оболочку из диэлектрика помещают обрабатываемую деталь 1. Между деталью и оболочкой в специальный паз с натягом помещают токоподводящий электрод 3. При этом коэффициент линейного расширения материала детали превышает коэффициент линейного расширения оболочки. При повышении температуры устройства в рабочем режиме за счет разницы коэффициентов линейного расширения обрабатываемой детали и оболочки из диэлектрика сохраняется надежный контакт между токоподводящим электродом и обрабатываемой деталью. По окончании процесса обработки возможна быстрая смена обрабатываемых деталей. 1 з.п. ф-лы, 3 ил.
Изобретение относится к устройствам электрохимической обработки деталей, например, методом микроискрового анодирования (оксидирования) и может быть использовано в гальва- нцческом производстве различных отраслей промышленности.
Целью изобретения является повышение надежности контакта при обработке деталей, а также увеличение производительности сборки-разборки контактного устройства.
На фиг.1 показано в качестве примера быстросъемное контактное устройство, разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вариант предлагаемого устройства.
Быстросъемное контактное устройство (фиг.1) включает обрабатываемую деталь 1, в расточке которой расположена с зазором оболочка 2 из ди-. электрика. Между деталью 1 и оболочкой 2 в специальном пазу установлен с натягом токоподводящий электрод 3.
На фиг,3 показано аналогичное устройство для случая, когда деталь 1 расположена в расточке оболочки 2 из диэлектрика. В этом случае оболочка 2 снабжена дополнительной внешней обоймой 4. Токоподводящий электрод 3 установлен с натягом в пазу между деталью 1 и оболочкой 2.
Коэффициент линейного расширения материалов, из которых изготовлены деталь 1 и внешняя обойма 4, намного меньше, чем коэффициент линейного расширения материала оболочки 2. Например, деталь 1 изготовлена из
алюминиевого сплава, а оболочка 2 - из фторопласта или полипропилена.
Устройство работает следующим образом.
Предварительный натяг при установке токоподводяцего электрода 3 в паз между обрабатываемой деталью 1 и оболочкой 2 обеспечивает необходимый электрический контакт между элек - тродом 3 и деталью 1. Во время работы установки оксидирование детали 1 сопровождается выделением тепла, при этом нагревается и оболочка 2. За счет разницы в коэффициентах линейного расширения детали 1, обоймы
4 и оболочки 2 последняя стремится еще больше прижать токоподводящий электрод 3 i детали 1, тем самым препятствуя проникновению электролита в место .контакта и его окислению.
Фо рмула изобретения
времени сборки-разборки, оно снабжено оболочкой из диэлектрика с пазом для размещения токоподводящего электрода. 2. Устройство поп.1,отлича- ю щ е е с я тем, что оно снабжено
дополнительной внешней обоймой из
материала, коэффициент линейного расширения которого меньше коэффициента линейного расширения оболочки.
А-А
Фиг. I
Редактор А.Маковская
Составитель В.Обухов
Техред Л.Олийкык Корректор И.Муска
Заказ 1894
Тираж 550
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг.З
Подписное
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Батишев А.Н | |||
| Пособие гальваника- ремонтника | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| переработ | |||
| Агро- промиздат, 1986, с.192. | |||
