1
(21)4324154/25-08
(22)02.11.87
(46) 23.07.90. Бюл № 27
(71)Одесский судоремонтный завод им. 50-летия Советской Украины
(72)А. В. Доценко, Л И. Губин, Л. П Передерни, П. Г Беседа, А. С. Войтов и А Ю Федин
(53)621.923.7(088.8)
(56)Авторское свидетельство СССР № 282007, кл. В 23 В 5/40, 1967
(54)ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ РОЛИКОВ РЕГУЛЯТОРОВ ОБОРОТОВ СУДОВЫХ ДИЗЕЛЕЙ
(57)Изобретение относится к механообработке и может быть использовано для последовательной обработки деталей со сферическими поверхностями, преимущественно сферических поверхностей роликов регуляторов судовых дизелей Целью изобретения является повышение производительности за счет обеспечения последова тельной обработки деталей за один уста нов К резцу 9 дополнительно устанавливают шлифовальный круг 10 Инструменты располагают на салазках 21 и 22. Приспособ ление имеет механизм установки равного радиуса обработки, включающий винтовой механизм 12 с разнонаправленными резьбовыми участками 14 и 15 Режущие кромки инструментов 9 и 10 расположены в одной плоскости, параллельной плоскости поворота стола 3 Приспособление крепится на направляющих станка 27 с помощью прижимов 28 Последовательная обработка сферической поверхности ролика 29 обеспечивается черновой обработкой сначала резцом 9, а затем шлифовальным кругом 10 2 з п ф-лы, 6 ил
to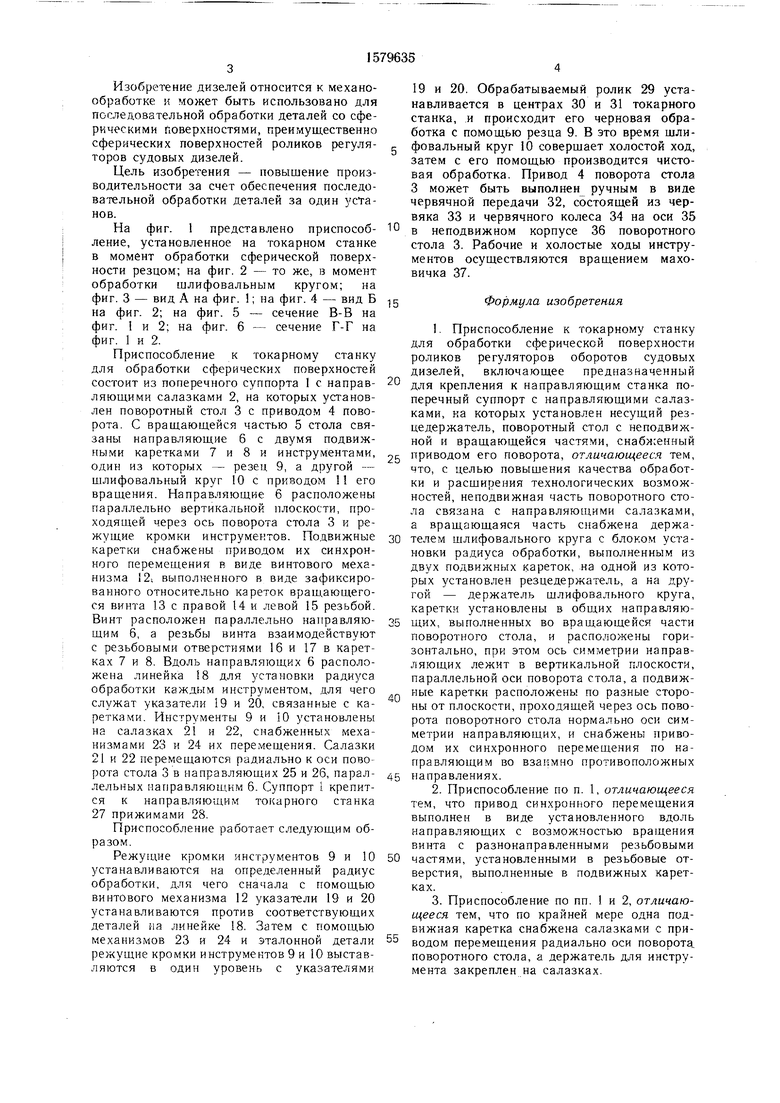
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |

Изобретение относится к механообработке и может быть использовано для последовательной обработки деталей со сферическими поверхностями, преимущественно сферических поверхностей роликов регуляторов судовых дизелей. Целью изобретения является повышение производительности за счет обеспечения последовательной обработки деталей за один установ. К резцу 9 дополнительно устанавливают шлифовальный круг 10. Инструменты располагают на салазках 21 и 22. Приспособление имеет механизм установки равного радиуса обработки, включающий винтовой механизм 12 с разнонаправленными резьбовыми участками 14 и 15. Режущие кромки инструментов 9 и 10 расположены в одной плоскости, параллельной плоскости поворота стола 3. Приспособление крепится на направляющих станка 27 с помощью прижимов 28. Последовательная обработка сферической поверхности ролика 29 обеспечивается черновой обработкой сначала резцом 9, а затем шлифовальным кругом 10. 2 з.п. ф-лы, 6 ил.
ЖА
СП
со
OS
оэ ел
Изобретение дизелей относится к механообработке и может быть использовано для последовательной обработки деталей со сферическими поверхностями, преимущественно сферических поверхностей роликов регуляторов судовых дизелей.
Цель изобретения - повышение производительности за счет обеспечения последовательной обработки деталей за один установ.
19 и 20. Обрабатываемый ролик 29 устанавливается в центрах 30 и 31 токарного станка, и происходит его черновая обработка с помощью резца 9. В это время шли- 5 фовальный круг 10 совершает холостой ход, затем с его помощью производится чистовая обработка. Привод 4 поворота стола 3 может быть выполнен ручным в виде червячной передачи 32, состоящей из червяка 33 и червячного колеса 34 на оси 35
ментов осуществляются вращением маховичка 37.
Формула изобретения
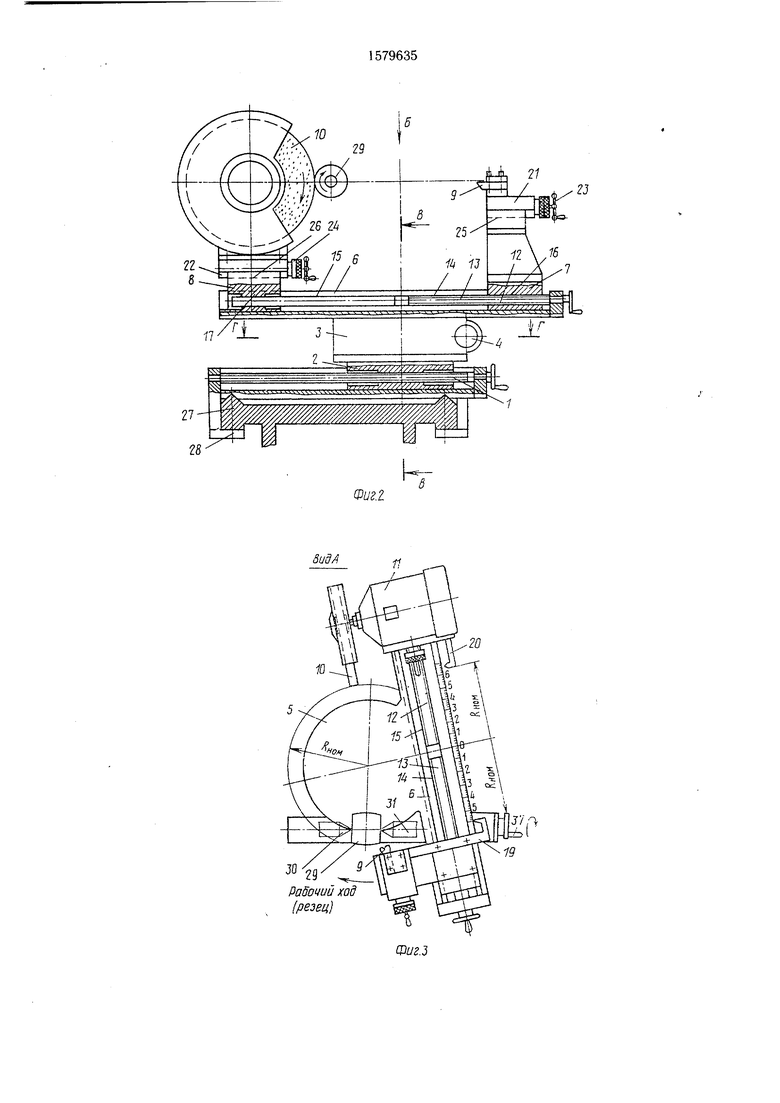
На фиг. 1 представлено приспособ- Ю в неподвижном корпусе 36 поворотного ление, установленное на токарном станке стола 3. Рабочие и холостые ходы инстру- в момент обработки сферической поверхности резцом; на фиг. 2 - то же, в момент обработки шлифовальным кругом; на фиг. 3 - вид А на фиг. i; на фиг. 4 - вид Б 15 на фиг. 2; на фиг. 5 - сечение В-В на
Приспособление к токарному станку для обработки сферической поверхности роликов регуляторов оборотов судовых дизелей, включающее предназначенный для крепления к направляющим станка поперечный суппорт с направляющими салазками, ка которых установлен несущий резцедержатель, поворотный стол с неподвижной и вращающейся частями, снабженный ными каретками 7 и 8 и инструментами, 2& приводом его поворота, отличающееся тем, один из которых - резец 9, а другой --что, c целью повышения качества обработки и расширения технологических возможностей, неподвижная часть поворотного стола связана с направляющими салазками, а вращающаяся часть снабжена держафиг. 1 и 2: на фиг. 6 - сечение Г-Г на фиг. 1 и 2.
Приспособление к токарному станку для обработки сферических поверхностей состоит из поперечного суппорта 1 с направ- 20 ляющими салазками 2, на которых установлен поворотный стол 3 с приводом 4 поворота. С вращающейся частью 5 стола связаны направляющие 6 с двумя подвижшлифовальный круг 10 с приводом 11 его вращения. Направляющие 6 расположены параллельно вертикальной плоскости, проходящей через ось поворота стола 3 в режущие кромки инструментов. Подвижные 30 телем шлифовального круга с блоком устакаретки снабжены приводом их синхронного перемещения в виде винтового механизма 12, выполненного в виде зафиксированного относительно кареток вращающегося винта 13 с правой 14 и левой 15 резьбой.
иовки радиуса обработки, выполненным из двух подвижных кареток, на одной из которых установлен резцедержатель, а на другой - держатель шлифовального круга, каретки установлены в общих направляюВинт расположен параллельно направляю- 35 щих, выполненных во вращающейся- части
щим 6, а резьбы винта взаимодействуют с резьбовыми отверстиями 16 и 17 в каретках 7 и 8. Вдоль направляющих 6 расположена линейка 18 для установки радиуса обработки каждым инструментом, для чего служат указатели 19 и 20, связанные с каретками. Инструменты 9 и 10 установлены на салазках 21 и 22, снабженных механизмами 23 и 24 их перемещения. Салазки и 22 перемещаются радиально к оси пово
рота стола 3 в направляющих 25 и 26, парал- 45 направлениях
поворотного стола, и расположены горизонтально, при этом ось симметрии направляющих лежит в вертикальной плоскости, параллельной оси поворота стола, а подвиж- 0 ные каретки расположены по разные стороны от плоскости, проходящей через ось поворота поворотного стола нормально оси симметрии направляющих, и снабжены приводом их синхронного перемещения по направляющим во взаимно противоположных
лельных направляющим 6. Суппорт 1 крепится к направляющим токарного станка 27 прижимами 28.
Приспособление работает следующим образом.
Режущие кромки инструментов 9 и 10 50 устанавливаются на определенный радиус обработки, для чего сначала с помощью винтового механизма 12 указатели 19 и 20 устанавливаются против соответствующих деталей па линейке 18. Затем с помощью механизмов 23 и 24 и эталонной детали 55 режущие кромки инструментов 9 и 10 выставляются в один уровень с указателями
19 и 20. Обрабатываемый ролик 29 устанавливается в центрах 30 и 31 токарного станка, и происходит его черновая обработка с помощью резца 9. В это время шли- фовальный круг 10 совершает холостой ход, затем с его помощью производится чистовая обработка. Привод 4 поворота стола 3 может быть выполнен ручным в виде червячной передачи 32, состоящей из червяка 33 и червячного колеса 34 на оси 35
в неподвижном корпусе 36 поворотного стола 3. Рабочие и холостые ходы инстру-
ментов осуществляются вращением маховичка 37.
Формула изобретения
в неподвижном корпусе 36 поворотного стола 3. Рабочие и холостые ходы инстру-
иовки радиуса обработки, выполненным из двух подвижных кареток, на одной из которых установлен резцедержатель, а на другой - держатель шлифовального круга, каретки установлены в общих направляющих, выполненных во вращающейся- части
направлениях
поворотного стола, и расположены горизонтально, при этом ось симметрии направляющих лежит в вертикальной плоскости, параллельной оси поворота стола, а подвиж- ные каретки расположены по разные стороны от плоскости, проходящей через ось поворота поворотного стола нормально оси симметрии направляющих, и снабжены приводом их синхронного перемещения по направляющим во взаимно противоположных
направлениях
ЫА
JO
29
PaBowu ход (резец)
L
Фиг.г
20
Вид Б
PaSouuu ход (шли®, круг)
29 30
Ч
Фиг. 5
г- г
36
Фиг. В
