/
Ю
со
00
со
СО
оо
Изобретение относится к станкостроению и может быть использовано для профильного шлифования.
Цель изобретения - расширение технологических возможностей и повышение точности обработки при профильном шлифовании за счет шлифования цилиндрических и конических отверстий как с прямолинейным профилем, так и с криволинейным и жесткой связи между копирной линейкой и шлифовальным кругом.
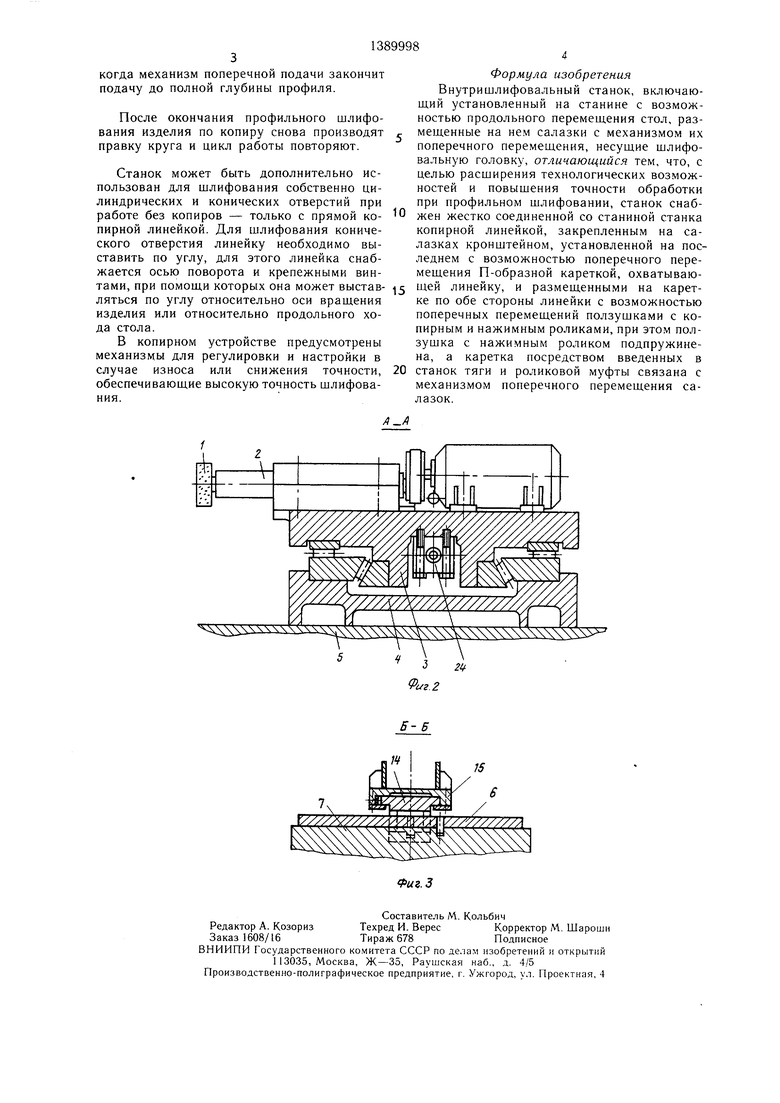
На фиг. 1 представлен станок, общий вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Станок содержит шлифовальный круг 1, установленный на головке 2 и приводяш,ий- ся во враш,ение при помощи ременной передачи от электродвигателя, закрепленного на подвижных салазках 3, которые установлены на неподвижном мосту 4, прикрепленном к столу 5 станка.
Копирная линейка 6 с копирами для правки круга и для профильного шлифования изделия закреплена по всей длине на кронштейнах 7 и 8 станины 9 станка и снабжена осью для поворота линейки при наладке на цилиндрическое или коническое отверстие. Привалочная площадь линейки снабжена продольными пазами для повышения сцепляемости с опорным кронштейном 7.
От копиров поперечные перемещения передаются на шлифовальный круг при помощи копирного устройства, связывающего копирную линейку с салазками в направлении поперечной подачи.
Копирное устройство содержит копирный 10 и нажимной 11 ролики, которые установлены с возможностью вращения в ползуш- ках 12 и 13, размещенных в направляющих внутри П-образной каретки 14, которая, в свою очередь, установлена в направляющих кронштейна 15, прикрепленного сзади к салазкам.
Ролики прижаты к рабочим граням линейки пружиной 16, которая упирается одним концом в ползушку с нажимным роликом, а другим концом - в левую вертикальную полку 17 каретки (через резьбовую втулку 18), прижимая регулировочным винтом 19, ввернутым в правую вертикальную полку 20 каретки, вторую ползушку с рабочим роликом к копирной линейке. Таким образом, усилие пружины воздействует только на ползушки с роликами, каретку и копирную линейку и, замыкаясь на линейке, не передает свою нагрузку на другие элементы станка. Причем эта пружина находится между копирной линейкой и шлифовальной головкой, поэтому радиальные усилия резания не передаются на пружину, так как они воспринимаются только рабочим роликом, расположенным от пружины по другую сторону копиной линейки.
Каретка при помощи тяги 21 и роликовой муфты 22 качения соединяет беззазорно невращающуюся тягу с вращающимся консольным винтом 23, связанным с гайкой 24,
которая закреплена на салазках станка. На винте закреплена еще ведомая зубчатая шестерня 25, которая постоянно зацеплена с ведущей щестерней 26 механизма 27 поперечной подачи салазок, от которого щли фовальный круг получает поперечные перемещения для отвода-подвода к изделию и для врезания на глубину резания при каждом двойном ходе стола станка. Ведущая шестерня 26 по длине больше ведомой шестерни 25, благодаря чему при осевых
s перемещениях винта 23 ведомая шестерня не выходит из зацепления с ведущей.
Станок работает методом продольных ходов шлифовального круга относительно изделия следующим образом.
0 Перед шлифованием производят правку круга 1 по копиру для правки во время продольных ходов стола 5 копирным уст- роством, двигающимся вдоль копирной линейки 6. При этом копирный ролик 10 взаимо5 действует с копиром правки и от него получает поперечные перемещения, которые затем передаются на круг через ползущку 13, винт 19, каретку 14, тягу 21, роликовую муфту 22, винт 23, гайку 24 и салазки. При этом профиль копира в поперечном направ0 лении передается на круг без изменения. Подвод круга к алмазу осуществляет механизм 27 поперечной подачи, ведущая шестерня,.26 которого поворачивает винт 23. При этом гайка 24 с салазками получает перемещение вдоль винта, так как винт
5 в осевом направлении сам не может перемещаться (пружина 16 поджимает каретку 14 с рабочим роликом 10 к копирной линейке 6, а винт связан с кареткой при помощи роликовой муфты 22 и тяги 21). За- тем круг вводят в изделие и подводят до касания при помощи механизма поперечной подачи во время продольных ходов стола с кругом, так как поперечная подачи от механизма поперечной подачи суммируется с поперечной подачей от копира на профиль
5 изделия.
После касания круга с изделием включают автоматическую поперечную подачу от механизма поперечной подачи на заданную глубину щлифования.
0 Профильное шлифование изделия происходит постепенно, так как при каждом двойном ходе стола круг подается в изделие на величину подачи, определяемой настройкой механизма поперечной подачи.
От копира круг при каждом ходе стола получает поперечные перемещения сразу на всю глубину профиля. Но в изделии полный профиль будет получен лишь тогда.
когда механизм поперечной подачи закончит подачу до полной глубины профиля.
После окончания профильного шлифования изделия по копиру снова производят правку круга и цикл работы повторяют.
Станок может быть дополнительно использован для шлифования собственно цилиндрических и конических отверстий при работе без копиров - только с прямой ко- пирной линейкой. Для шлифования конического отверстия линейку необходимо выставить по углу, для этого линейка снабжается осью поворота и крепежными винФормула изобретения Внутришлифовальный станок, включающий установленный на станине с возможностью продольного перемеш.ения стол, размещенные на нем салазки с механизмом их поперечного перемеш,ения, несушие шлифовальную головку, отличающийся тем, что, с целью расширения технологических возможностей и повышения точности обработки при профильном шлифовании, станок снаб- 10 жен жестко соединенной со станиной станка копирной линейкой, закрепленным на салазках кронштейном, установленной на последнем с возможностью поперечного перемещения П-образной кареткой, охватываютами, при помощи которых она может выстав- линейку, и размещенными на каретляться по углу относительно оси вращения изделия или относительно продольного хода стола.
В копирном устройстве предусмотрены механизмы для регулировки и настройки в
ке по обе стороны линейки с возможностью поперечных перемещений ползушками с ко- пирным и нажимным роликами, при этом пол- зушка с нажимным роликом подпружинена, а каретка посредством введенных в
случае износа или снижения точности, 20 станок тяги и роликовой муфты связана с обеспечивающие высокую точность шлифова-механизмом поперечного перемещения саФормула изобретения Внутришлифовальный станок, включающий установленный на станине с возможностью продольного перемеш.ения стол, размещенные на нем салазки с механизмом их поперечного перемеш,ения, несушие шлифовальную головку, отличающийся тем, что, с целью расширения технологических возможностей и повышения точности обработки при профильном шлифовании, станок снаб- жен жестко соединенной со станиной станка копирной линейкой, закрепленным на салазках кронштейном, установленной на последнем с возможностью поперечного перемещения П-образной кареткой, охватываю линейку, и размещенными на каретке по обе стороны линейки с возможностью поперечных перемещений ползушками с ко- пирным и нажимным роликами, при этом пол- зушка с нажимным роликом подпружинена, а каретка посредством введенных в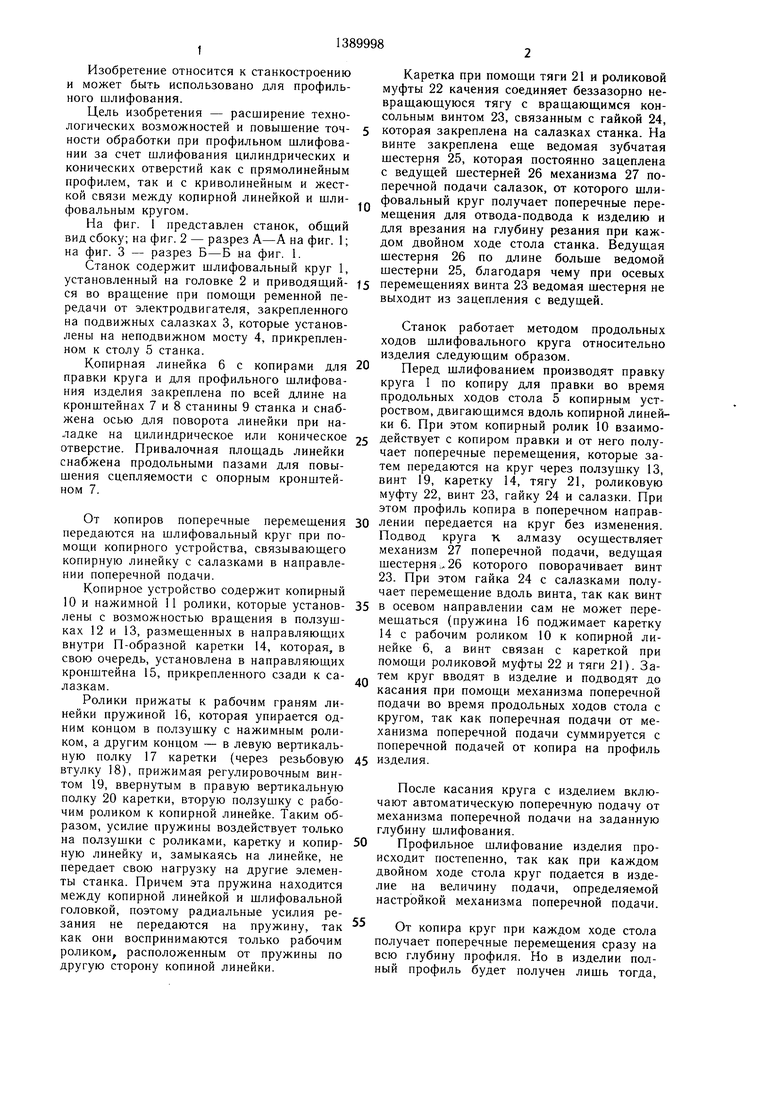
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| Станок для шлифования криволинейных образующих тел вращения | 1967 |
|
SU512029A2 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
Изобретение относится к станкостроению и может быть использовано для профильного шлифования. Цель изобретения - расширение технологических возможностей и повышение точности обработки при профильном шлифовании. Станок включает продольно перемеш,аюшийся стол 5, поперечно перемешаюш,иеся салазки 3с механизмом их перемещений в виде передачи винт-гайка. Со станиной станка жестко соединена ко- пирная линейка 6. На салазках закреплен кронштейн 15, на котором с возможностью поперечного перемешения установлена выполненная П-образной каретка 14. Каретка 14 беззазорно соединена посредством тяги 21 и роликовой муфты 22 с винтом 23. На каретке установлены с возможностью поперечного перемешения ползушки 12 и 13. Ползушка 12 несет нажимной ролик 11 и выполнена подпружиненной, а ползушка 13 несет копирный ролик 10. Линейка 6 может разворачиваться для обработки конических отверстий. Пружина 16, расположенная между ползушкой 12 и боковой полкой 17 каретки, воздействует на ползушку 13 с ко- пирным роликом 10, при этом усилие пружины замыкается на линейке. 3 ил. S (Л
ния.
лазок.
J 2if
IS
| Терган В | |||
| С., Доктор Л | |||
| Ш | |||
| Шлифо- зание на круглошлифовальных станках | |||
| М.: Высшая ш кола, 1972, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
