Известны приспособления для заточкн инструмента с криволинейным профилем произвольной формы, на столе которых смонтирован суппорт, снабженный устройством для закрепления затачиваемого инструмента.
Предлагаемое приспособление позволяет упростить конструкцию и повысить точность работы. Достигается это тем, что подвижный стол связан с основанием двумя плоскими пружинами, образуя упругую раму. Корпус приспособления выполнен поворотным от копира вокруг оси, перпепдикулярной оси вращения копира, на которой укреплен поворотный столик, снабженный рукояткой для поворота салазок с установленным на них резцом относительно шлифовального круга.
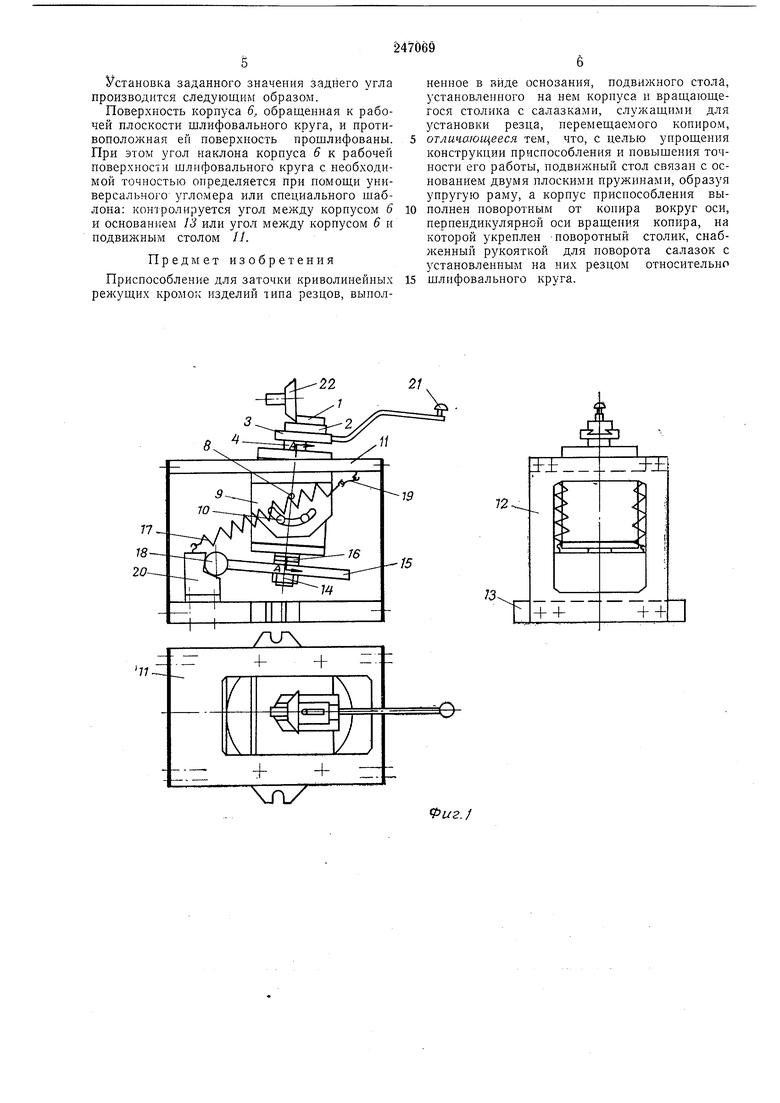
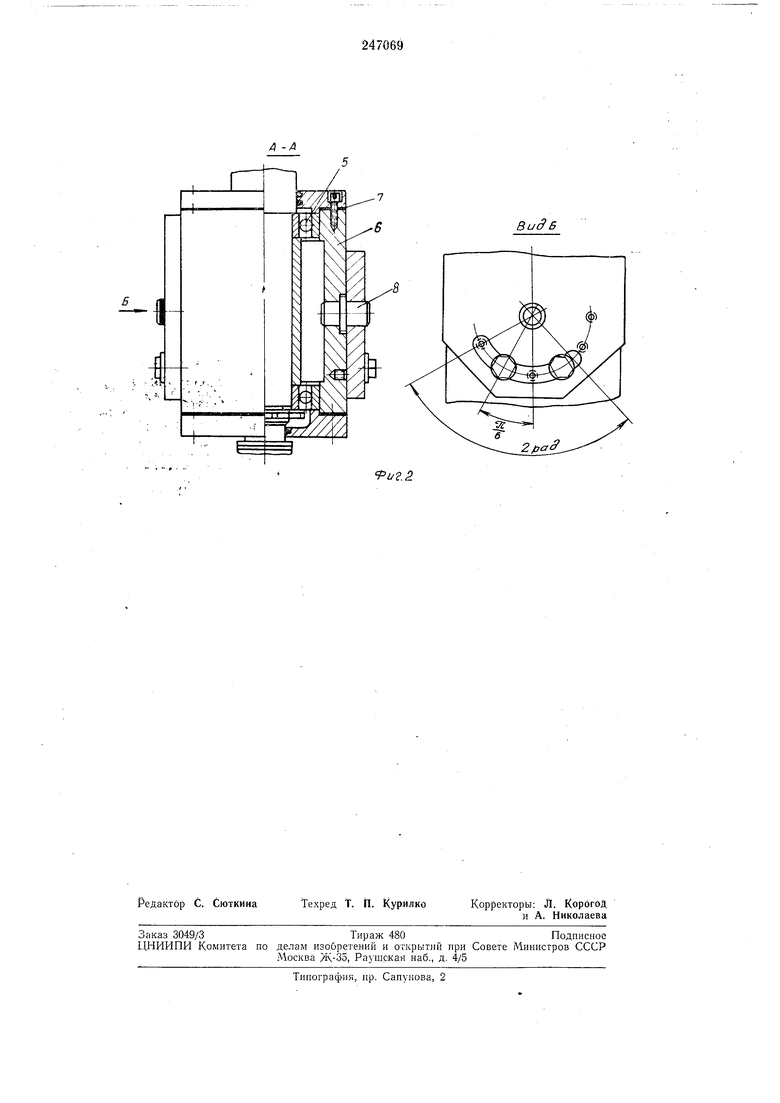
На фиг. 1 изображено иредложенное приспособление в трех проекциях; на фиг. 2 - разрез по А-А на фиг. 1.
Затачиваемый резец / приспособления установлен на поперечные салазки 2. Основание салазок жестко прикреплено к вращающемуся столу 3, который жестко связан с осью 4. Ось вращается в двух щарикоподщипниках 5, установленных «в распор в корпусе 6. Зазор между кольцами подщипника и крыщками корпуса регулируется при помощи компенсационных щайб 7.
верстиях УГОЛЬНИКОВ 9 (скользящая посадка). Корпус 6 прикреплен к угольникам 9 винтами 10. Угольники привинчены к подвилсиому столу 11, который при помощи двух плоских пружин 12 специальной формы соединен с основанием 13.
На нижнем конце оси 4 гайкой 14 закреплен копир J5. Положение копира по высоте вдоль оси регулируется компенсационными шайбами 16. Две цилиидрические пружины 17 прижимают копир 15 к упору 18. Усилие натяжения пружин регулируется при помощи скоб 19. Цилиндрический упор 18 установлен на призму 20. Последняя жестко связана с основанием 13, которое закреплено на столе универсальнозаточного станка. Для вращения резца служит рукоятка 21.
Работает приспособление следующим образом.
При вращении рукоятки 21 вращается ось 4, а следовательно, и резец /. Постоянный угол наклона оси к рабочей плоскости щлифовального круга 22 обеспечивает заточку постоянного заднего угла в различных точках криволинейной режущей кромки. При вращении оси 4 поворачивается копир 15, закрепленный на ее конце. Копир 15, воздействуя на неподвилсньп упор, заставляет резец 1 вместе с подвижным столом 11 соверщать поступательные перемебочей плоскости шлифовального круга 22. Таким образом, совмещение двух движений - вращательного вместе с осью и поступательного вместе с подвижным столом по закону, определяемому профилем копира, обеспечивает заточку криволинейной режущей кромки произвольной формы. Прул-сины 12 HMeiOT весьма высокую жесткость в направлении продольных подач заточного станка и в вертикальном направлении. В то же время жесткость пружин 12 в направлении, перпендикулярном рабочей плоскости шлифовального круга, невелика. Поэтому подвижный стол // (вместе с резцом) может свободно с небольшим усилием перемещаться «на круг при снятых пружинах 17. Плоские пружины 12 имеют форму прямоугольника с симметрично расположенным прямоугольным окном со скругленными краями. Это поволяет сохранить достаточно высокую жесткость в вертикальном направлении и в направлении продольных подач заточного станка, а также максимально уменьшить жесткость в нанравлении поперечных подач заточного станка. Пружины 12 прикреплеиы к подвижному столу и основанию восемью винтами с пружинными шайбами, что повышай г точность работы приспособления и надёжность крепления. Винты (на чертеже не показаны) расположены в углах плоских пружин. Винты 10 ослабляются, и корпус 6 поворачивается вокруг оси, совпадающей с осью пальцев 8, что обеспечивает изменение величины затачиваемого заднего угла в широких пределах. При этом винты неремещаются в радиусном пазу угольни1сов 9. Центр дуги окружности радиусного паза совпалтает с осью пальцев 8. Крепление корпуса 6 дает возможность затачивать на приспособлении резцы с заднии более. ми углами от Указанный диапазон изменения задиих углов обеспечивается следующим. Радиусный паз угольника 9 имеет угловой размер 2 рад, а резьбовые отверстия (шесть штук) в корпусе 6 распо.чожены п.а угловом расстоянии друг от друга, равном значительных наклонах корнуса 6 винты 10 завинчиваются в новые отверстия корпуса. Для повышения точности работы приспособления боковые поверхности корпуса 6 и угольников 9 шлифуют. Поэтому при затягивании винтов /(9 образуется весьма жесткая замкнутая система: подвижный стол - угольник- корпус. Прецизионные радиальные шарикоподщипники 5 устанавливают «в распор в корпусе 6. Отсутствие зазора при вращении оси 4 обеспечивается при помощи компенсационных шайб 7. В крышках корпуса 6 устанавливают войлочные уплотнения (на чертеже не обозначены), а его внутреннне нолости нолностью заполняются консистентной смазкой, вследствие чего грязь и абразивная ныль не попадаютв полости. Надежность прижима копира 15 к упору IS обеспечивается тем, что иружины /7 работаюг на растяжение, а не на сжатие. Для натял ения пружин П (регулирование усилия прижима копира 15 к упору 18 на их концах устанавливают скобы 19. В комплект приспособления входит несколько пар таких скоб разной длины, применение которых упрощает наладку приспособления и регулирование натяжения пружин 17. Высота плоских пружин 12 является максимальной при заданной высоте приспособления. Чем больше высота этих пружин, тем меньше изменение усилия прижима копира 15 к упору 18 при повороте резца, а следовательно, вьаие точность затачиваемого профиля. При повороте корпуса 6 (изменении величины затачиваемого заднего угла) изменяется взаимное расположение копира 15 и упора 18. Для обеспечения необходимой точности упор 18 выполнен в виде точного валика, закрепленного в специальной призме 20. Ось упора 18 строго параллельна рабочей плоскости щлифовального круга 22. Контакт плоского копира 15 с цилиндрическим упором 18 всегда осуществляется по линии, параллельной рабочей плоскости шлифовального круга 22. Это обеспечивает необходимую точность заточки при любом угле наклона корпуса 6. Точность установки призмы 20 контролируется при помощи индикатора, устанавливаемого на корпусе шлифовальной бабки заточного станка. По показаниям индикатора при перемещении стола заточного станка в нродольном направлении судят о параллельности оси упора продольной подаче заточного станка. Для нормальной работы приспособления рабочая плоскость шлифовального круга 22 устанавливается строго иараллельно направлению продольных подач заточного станка. После предварительной установки круга производится его иравка для уменьшения биения и точного расположения его рабочей плоскости относительно продольных подач заточного станка. Изменение угла наклона корпуса 6 сопровождается изменением взаимного расположения копира 15 и уиора 18. Компенсационные щайбы 16 обеспечивают нормальный контакт копира 15 с упором 18. Изменяя количество и толщину щайб, смещают копир 15 вдоль оси 4. При этом добиваются оптимального взаимного расиоложения копира 15 и уиора 18. Предложенное приспособление предназначено для установки на универсальнозаточном станке при работе шлифовальным кругом. Поэтому в отличие от других приспособлений достаточно иметь лишь одни поперечные салазки 2. Продольные установочные перемещения осуществляются при помощи стола заточного станка. Паличие лишь поперечных салазок значительно упрощает конструкцию приспособУстановка заданного значения заднего угла производится следующим образом.
Поверхность корпуса 6, обращенная к рабочей плоскости шлифовального круга, и противоположная ей поверхность прошлифованы. При этом угол наклона корпуса 6 к рабочей поверхности щлифовального круга с необходимой точностью определяется при помощи универсального угломера или специального шаблона: контролируется угол между корпусом 6 и основанием 13 или угол между корпусом 6 к подвижным столом 11.
Предмет изобретения
Приспособление для заточки криволинейных режущих кромок изделий типа резцов, выполненное в виде основания, подвижного стола, установленного на нем корпуса и вращающегося столика с салазками, служащими для установки резца, перемещаемого копиром, отличающееся тем, что, с целью унрощения конструкции нриспособлепия и повыщения точности его работы, подвижный стол связан с основанием двумя плоскими пружинами, образуя упругую раму, а корпус приспособления выполнен поворотным от конира вокруг оси, перпендикулярной оси вращения копира, на которой укреплен поворотный столик, снабженный рукояткой для новорота салазок с установленным на них резцом относительно
щлифовального круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ АБРАЗИВНОЙ ЗАТОЧКИ РЕЗЦОВ | 1970 |
|
SU282080A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| Заточной станок | 1980 |
|
SU929404A1 |
| Устройство для фасонной заточки режущего инструмента | 1984 |
|
SU1237385A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 1969 |
|
SU253611A1 |
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Полуавтомат для заточки резцов по задней грани | 1969 |
|
SU297251A1 |
| Устройство для заточки режущего инструмента | 1986 |
|
SU1351754A1 |
22
/УХ
21
15
- /
XTLZ
Фиг./
