1Т
О
3
Изобретение относится к абразивной обработке и может быть использовано для изготовления линз с двумя сферическими или асферическими и всмогательными поверхностями
Цель изобретения - повышение производительности и снижение трудоемкости обработки за счет исключения операции центрирования
На чертеже дана схема закреплени и обработки детали, обеспечивающая последовательность операций
Для изготовления оптических линз предлагаемым способом в начале обрабатывают первую исполнительную поверхность, например, способом для жесткого метода блокирования0 Затем обработку исполнительной и вспомогательной поверхностей осуществляют по новой схеме„ Производится блокирование на оправку путем приклеивния детали к специальной оправке-спунику, обеспечивающей установку ее п обработке в зажимные устройства стаков для грубого шлифованияf тонкого шлифования, кругления и фасетирова- ния, полирования„ Грубое шлифование проводят всегда только для единичной поверхности. Тонкое шлифование всегда на единичной поверхности ал
мазным инструментом, жестко связанным с осью вращения шпинделя инструмента, причем эта ось вращения имеет, напримерр для обработки сферы фиксированное положение, для несферической поверхности изменяет свое положение при обработке по заданной программе Операция ведется на специальных высокоточных станках.
Обработку вспомогательных поверхностей проводят, закрепляя не деталь непосредственно, а фиксируя оправку в зажимных приспособлениях станков, исключая таким образом трудоемкий поиск оптической оси, необходимый при центрировании Затем алмаз-- ным инструментом обрабатывают цилиндрические (круглят), торцовые поверхности, которыми линза базируется в изделии, снимают необходимые фаски Полирование - аналогично существующему,, После чего производят снятие детали с оправки Окончательная промывка, контроль детали в проходящем свете производятся аналогично существующим способом. На этом обработка детали завершаетсяо Предлагаемым способом можно обрабатывать и перрую ис
5
0
5
полнительную поверхность и осуществлять операцию полирования
Заготовку линзы 1 с предварительно обработанной первой исполнительной поверхностью приклеивают к оправке 2 с осевой 3 и торцовой 4 базами, определяющими положение оси 5 оправ- кИо Базами 3 и 4 оправку устанавливают на шпиндель 6 станка для обработки второй исполнительной поверхности 7 и вспомогательной поверхности 80 Затем подводят инструмент 9, жестко связанный с осью 10 вращения шпинделя инструмента0 Положение оси 10 относительно оси 11 шпинделя изделия задается формой обрабатываемой поверхностно Например, для обработки сферы ось 0 фиксируется под углом оЈ , определяемым радиусом сферы и диаметром инструмента, Для несферической поверхности положение инструмента и его оси изменяется при обработке по программе, определяемой формой поверхности При такой схеме обработки оптическая ось исполнительной поверхности 7,ось 11 и ось 5 совмещены, а для случая
5
0
0
5
5
обработки поверхности 7 в виде сферы радиусом Н, центр 0 ее лежит на общей оси 5-11. Обработку вспомогательных поверхностей, а также фасети- рование линзы проводят инструментом 12 без отделения линзы от оправки, т.с относительно той же оси 5 Таким образом оптическая ось поверхности 7 и геометрическая ось линзы совпадают. Обработка вспомогательных поверхностей может быть совмещена с обработкой исполнительной поверхности 7. Обработка вспомогательных поверхностей возможна при условии, что диаметр посадочной поверхности оправки d0 будет меньше d диаметра окончательно обработанной линзы
Выбор первой 13 и второй 7 исполнительных поверхностей проводят, исходя из соотношения Кг Ј R, где R - радиус первой исполнительней поверхности 13; Rz - радиус второй исполнительной поверхности 7„ Ошибки совмещения оптической и геометрической осей линзы при таком выборе уменьшаются на величину отношения радиусов
Предлагаемый способ позволяет исключить из технологических процессов сложные трудоемкие операции центрирования и промывкио
515797366
Формула изобретения отличающийся тем, что, с
целью повышения производительности и
Способ изготовления оптических снижения трудоемкости, в процессе бло- линз, включающий последовательно об- кирования и окончательного шлифования работку первой исполнительной поверх- второй исполнительной поверхности сов- ности, блокирование линзы на оправку, мещают оптическую ось линзы с осью оп- предварительное и окончательное шли- равки и производят обработку Яспомога- фование второй исполнительной поверх- тел-ьных поверхностей относительно ности и вспомогательных поверхностей, .« этой оси0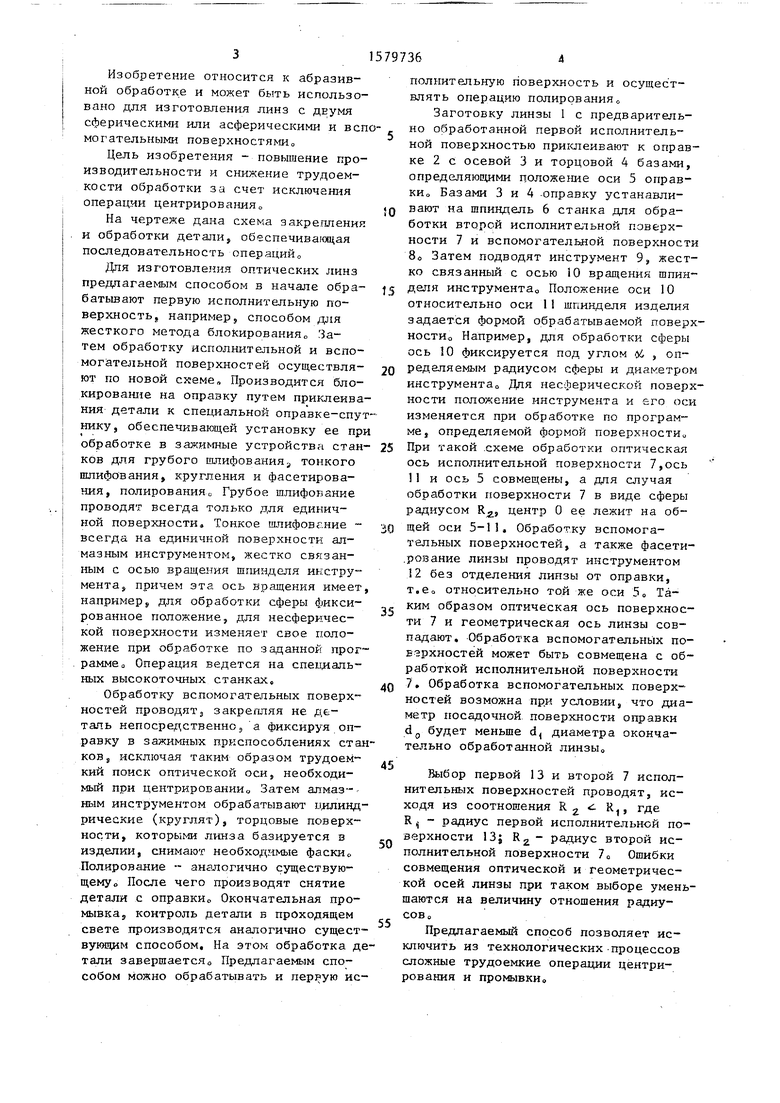
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ПОВЫШЕННОЙ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2817096C1 |
| Способ центрирования оптической детали | 1990 |
|
SU1771925A1 |
| СПОСОБ ПОЛИРОВАНИЯ ВОЛОКОННО-ОПТИЧЕСКИХ НАКОНЕЧНИКОВ | 1994 |
|
RU2133050C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Станок для шлифования и полирования оптических деталей | 1987 |
|
SU1449327A1 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2202461C1 |
| Станок для обработки сферических поверхностей | 1982 |
|
SU1047665A1 |
Изобретение относится к оптическому приборостроению и может быть использовано для обработки оптических линз. Цель изобретения - повышение производительности и снижение трудоемкости обработки за счет исключения операции центрирования. При осуществлении способа изготавливают первую исполнительную поверхность 13. Переблокируют на оправку 2 для обработки второй исполнительной поверхности 7 и вспомогательных поверхностей 8. В процессе обработки второй исполнительной поверхности при окончательном шлифовании совмещают ось линзы 1 с осью 5 оправки 2. Обработку второй исполнительной поверхности 7 и вспомогательных поверхностей 8 ведут за один установ заготовки линзы 1. Обработку поверхности 7 ведут инструментом 9. Инструмент 9 связан с осью вращения 10. Ось вращения 10 имеет положение, заданное формой поверхности изделия. Обработку вспомогательных поверхностей производят перед полированием. Диаметр посадочной поверхности оправки меньше диаметра окончательно обработанной линзы. 1 ил.
| Зубаков В.Г | |||
| и др0 Технология оптических деталей | |||
| - М.: Машиностроение, 1985, с.207, I |
