Фие.1
Изобретение относится к устройст- вам для изготовления длинномерных-изделий с арматурой,типа электрических проводов, а также для изготовления трубчатых изделий.
Цель изобретения - повышение каче-г ства изделий, а также обеспечение возможности изготовления трубчатых изделий.
На фиг.1 показано устройство,разрез; на фиг.2 - то же, вариант для изготовления трубчатых изделий.
Устройство содержит корпус I с каналом 2 для подачи полимера и ка- либрующим, вращающимся средством, которое выполнено составным из соос- но расположенных сердечника 3 с радиальными 4 и осевым 5,сообщающимся с отверстием 6 для подачи длинномер- ной арматуры, каналами для полимера и связанной с ним втулкой 7, на которой установлено жестко связанное с сердечником 3 опорное кольцо 8 с антифрикционным элементом 9 для взаимо- действия с торцом корпуса 1. На сердечнике установлена шестерня JO для связи с приводом.
Для изготовления трубчатых изделий устройство снабжено связанным с втул- кой 7 резьбовым соединением калибрующим, с осевым 11 и соединенными с ним радиальными 12 каналами для полимера наконечником 13, заглушкой 14, отверстием 6 на сердечнике 3 для подачи длинномерной арматуры и расположенной на калибрующем наконечнике 13 и закрепленной на корпусе 1 профилирующей насадкой 15.
Такое конструктивное решение обес- печивает равноценность изделий и уплотнение полимерного материала.
Устройство работает следующим образом.
Металлический провод, прошедший обезжиривание, пропускается через устройство, закрепляется в тяговом органе -приемного барабана поточной механизированной линии, после чего производится предварительное натяже- ние. Затем, проводу сообщается поступ тельное движение в натянутом состоянии. Синхронно на поверхность провода через канал 4 подается под давле- нием расплав полимера, который покрывает провод и, постепенно снижая температуру, при движении через втулку 7 (последняя может охлаждаться, например, проточной водой) калибру
5
уплотняется поверхностью втулки. На поверхности провода получается пластмассовая облицовка, формируемая из расплава. При этом за счет вращения втулки 7 вокруг натянутого провода обеспечивается равностенность облицовки и уплотнение полимерного слоя материала.
При необходимости изготовления полимерных труб, оболочек, шлангов и т.п. производят переналадку устройства. Устанавливают заглушку 14 на прокладке закрывая отверстие для подачи арматуры. На втулке 7 соосно закрепляется наконечник 13 на прокладке, затем концентрично устанавливают профилирующую насадку 15 и скрепляют ее с корпусом 1 при помощи стакана. При подаче расплава полимера последний поступает по каналу втулки 7 и через каналы 11 и I2 наконечника 13 в формующую полость, образованную профилирующей насадкой 15. При продвижении через полость полимер механически калибруется и уплотняется наружной поверхностью,вращающегося наконечника 13. Используя сменные втулки-7, наконечники 13, профилирующие насадки 15, можно выпускать в широких пределах типоразмеров облицованные электрические провода и полимерные оболочки в виде труб и т.п.
Формула изобретения
1.Устройство для изготовления длинномерных полимерных изделий, содержащее корпус с каналом для подачи полимера и калибрующим, вращающимся средством, с отверстием для подачи длинномерной арматуры, отличающееся тем, что, с целью повышения качества изделий, калибрующее вращающееся средство выполнено составным из соосно расположенных сердечника с радиальными и осевым, сообщающимся с отверстием для подачи длинномерной арматуры, каналами для полимера и связанной с ним втулкой, на которой установлено жестко связанное с сердечником опорное кольцо с антифрикционным элементом для взаимодействия с торцом корпуса.
2.Устройство по п.отличающееся тем, что, с целью изготовления трубчатых изделий, оно снабжено связанным с втулкой резьбовым соединением калибрующим, с осевым и соединенными с ним радиальными
515797856
каналами для полимера наконечником, расположенной на калибрующем наконеч- заглушкой на отверстие на сердечнике нике и закрепленной на корпусе профи- для подачи длинномерной арматуры и лирующей насадкой.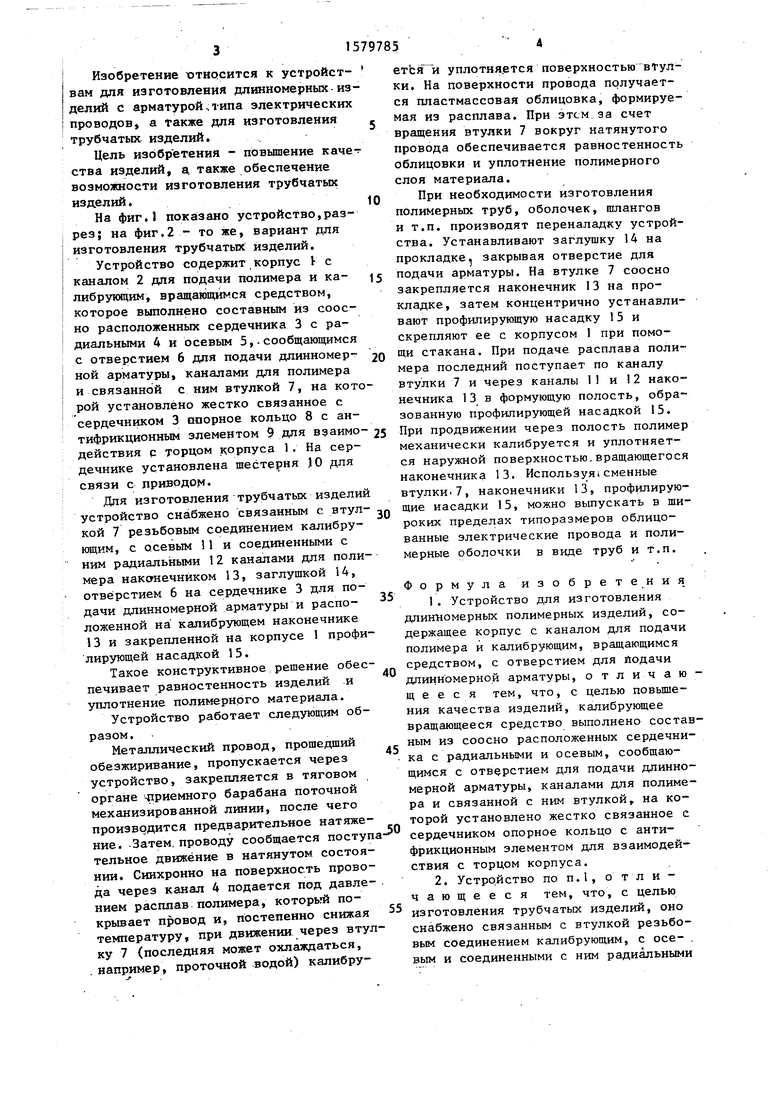
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для формования изделий из полимерных материалов | 1983 |
|
SU1126452A1 |
| Устройство для изготовления трубчатых изделий из полимерных материалов | 1988 |
|
SU1620318A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2502600C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153982C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| Установка для изготовления спиралеобразных изделий из пластмасс | 1979 |
|
SU1016187A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТЕРМОПЛАСТИЧНЫХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ТРУБ | 2009 |
|
RU2417884C2 |
| УНИТАРНЫЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2003 |
|
RU2235272C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088404C1 |
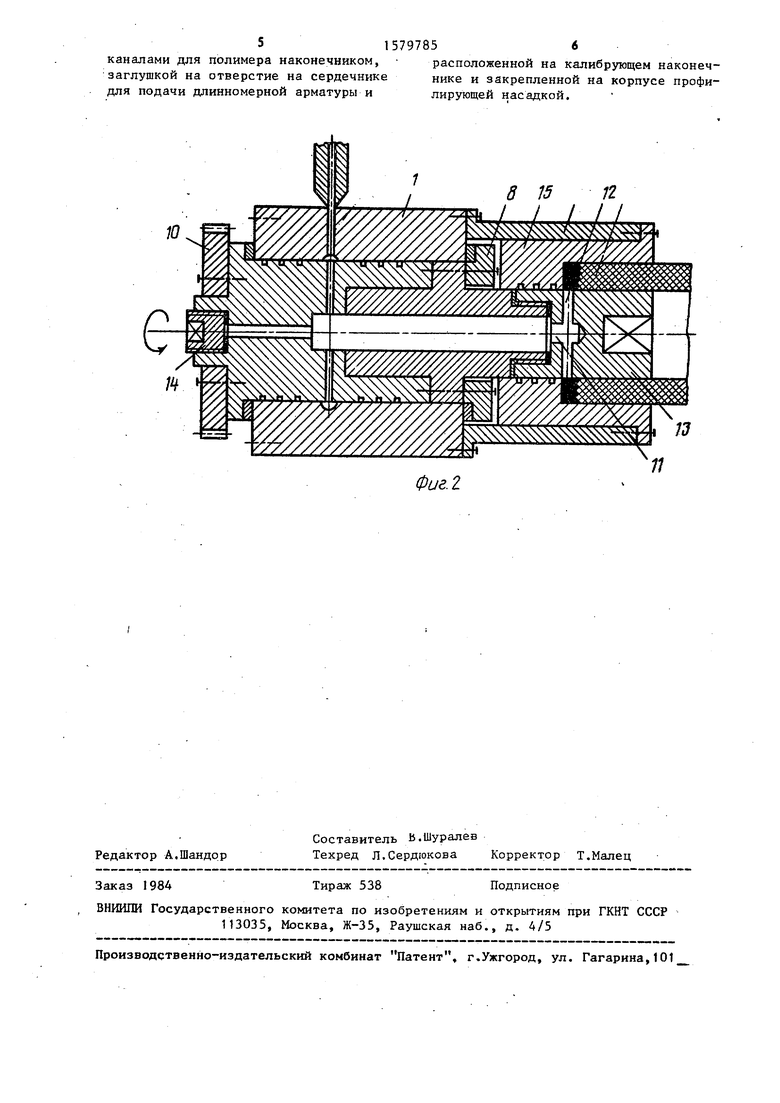
Изобретение относится к устройствам для изготовления длинномерных, в том числе армированных полимерных изделий. Цель изобретения - повышение качества изделий, а также обеспечение возможности изготовления трубчатых изделий. Для этого калибрующее вращающееся средство выполнено составным из соосно расположенных сердечника 3 с радиальными 4 и осевым 5 сообщающимся с отверстием 6 для подачи арматуры каналами для полимера и связанной с ним втулкой 7, на которой установлено жестко связанное с сердечником опорное кольцо 8 с антифрикционным элементом для взаимодействия с торцом корпуса устройства. Для изготовления трубчатых изделий устройство комплектуется с калибрующим наконечником, связанным с втулкой 7 и расположенной на нем профилирующей насадкой, при этом отверстие 6 для подачи длинномерной арматуры закрывается заглушкой. Во время подачи расплава полимера сердечник и связанные с ним соответственно элементы приводятся во вращение, что обеспечивает равностенность покрытия или трубчатого изделия и уплотнение полимера. 1 з.п. ф-лы, 2 ил.
10
Редактор А.Шандор
Составитель Ь.Шуралев
Техред Л.Сердюкова Корректор Т.Малец
Заказ 1984
Тираж 538
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Фиг. 2
Подписное
| Экструзионная головка для полимерных покрытий на трубы | 1976 |
|
SU545485A1 |
| Солесос | 1922 |
|
SU29A1 |
