Изобретение относится к области машиностроения, в частности к тем его разделам, где с целью улучшения служебных качеств изделий на их поверхности наносят защитные покрытия и может быть использовано в газодобывающей, химической, авиационной промышленности, в автотранспортном строительстве, в точном машиностроении и других областях народного хозяйства, где необходима, оценка качества покрытие - деталь (пленка - подложка, адгезив - субстрат).
Целью изобретения является повышение производительности контроля путем создания в образце однородных растягивающих напряжений, не приводящих к разрушению покрытия, и увеличение диапазона регистрируемых значений адгезионной прочности путем получения интегральной ее оценки.
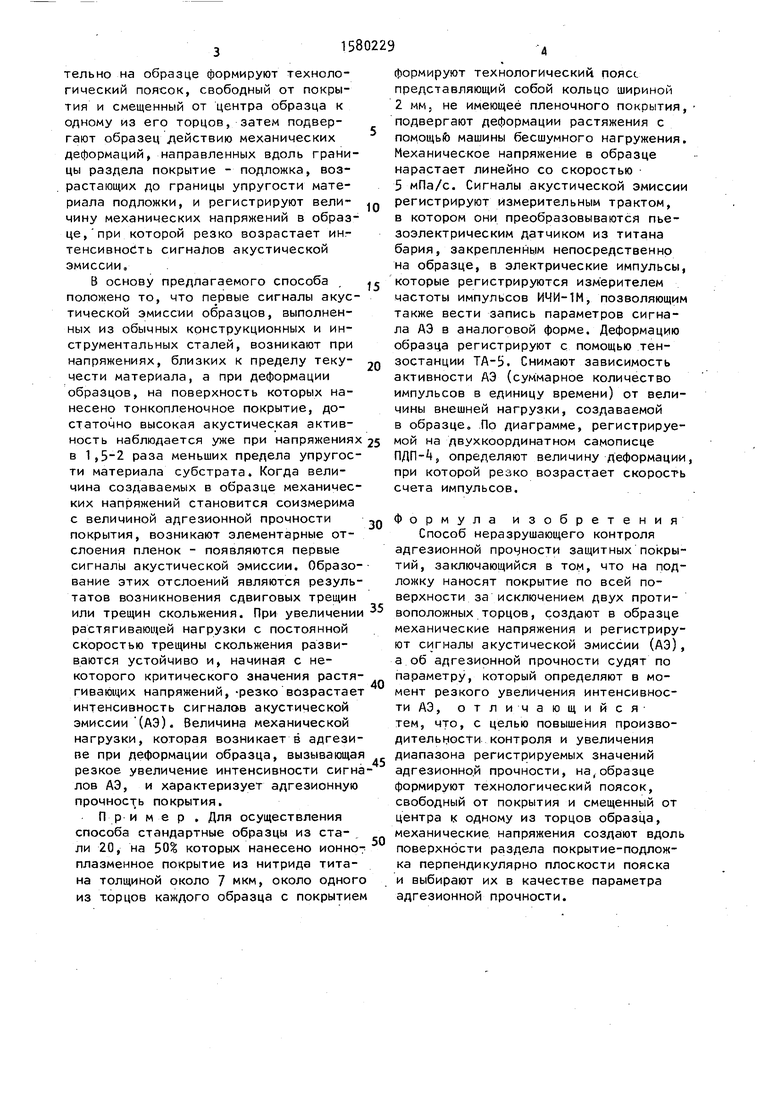
На фиг о 1 представлена диаграмма зависимости интенсивности акустической эмиссии от величины внешней нагрузки для образца без покрытия; на фиг. 2 - то же, для образца с покрытием.
Способ осуществляется следующим образом.
На подложку или на реальную деталь наносят защитное покрытие по всей поверхности за исключением двух противоположных торцов, причем предварисд
00
о to 1C
со
тельно на образце формируют технологический поясок, свободный от покрытия и смещенный от центра образца к одному из его торцов, затем подвергают образец действию механических деформаций, направленных вдоль границы раздела покрытие - подложка, возрастающих до границы упругости материала подложки, и регистрируют величину механических напряжений в образце, при которой резко возрастает интенсивность сигналов акустической эмиссии.
В основу предлагаемого способа , положено то, что первые сигналы акустической эмиссии образцов, выполненных из обычных конструкционных и инструментальных сталей, возникают при напряжениях, близких к пределу текучести материала, а при деформации образцов, на поверхность которых нанесено тонкопленочное покрытие, достаточно высокая акустическая актив
5
0
формируют технологический поясе представляющий собой кольцо шириной 2 мм, не имеющее пленочного покрытия, подвергают деформации растяжения с помощью машины бесшумного нагружения. Механическое напряжение в образце нарастает линейно со скоростью 5 мПа/с. Сигналы акустической эмиссии регистрируют измерительным трактом, в котором они преобразовываются пьезоэлектрическим датчиком из титана бария, закрепленным непосредственно на образце, в электрические импульсы, которые регистрируются измерителем частоты импульсов ИЧИ-1М, позволяющим также вести запись параметров сигнала A3 в аналоговой форме. Деформацию образца регистрируют с помощью тен- зостанции ТА-5. Снимают зависимость активности АЭ (суммарное количество импульсов в единицу времени) от величины внешней нагрузки, создаваемой в образце. По диаграмме, регистрируе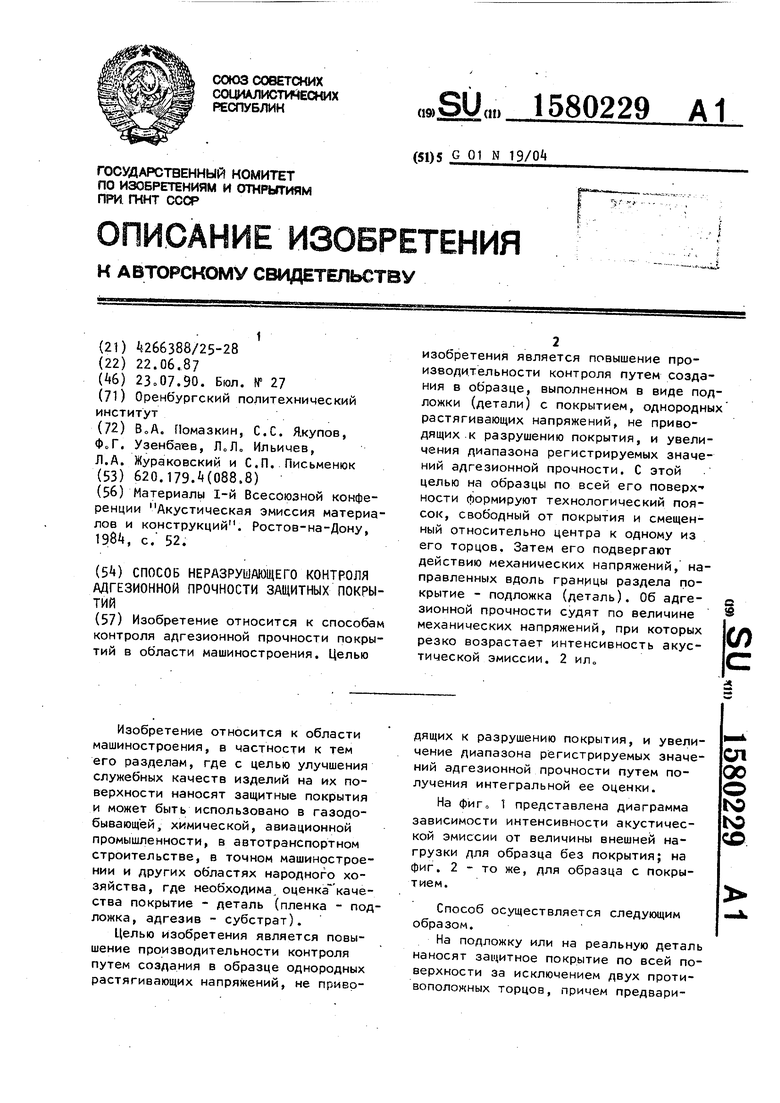
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСПОЗНАВАНИЯ ИСТОЧНИКОВ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ, ВОЗНИКАЮЩИХ ПРИ ДЕГРАДАЦИИ МАТЕРИАЛА, ОБРАЗОВАНИИ ТРЕЩИН И РАЗРУШЕНИИ КОНСТРУКЦИИ | 2014 |
|
RU2569078C1 |
| Способ оценки прочности сцепления дисперсного наполнителя со связующим в композиционном полимерном материале | 1990 |
|
SU1739264A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ПРЕДЕЛЬНОГО СОСТОЯНИЯ И РАННЕГО ПРЕДУПРЕЖДЕНИЯ ОБ ОПАСНОСТИ РАЗРУШЕНИЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2009 |
|
RU2403564C2 |
| СПОСОБ КОНТРОЛЯ СВОЙСТВ И ДИАГНОСТИКИ РАЗРУШЕНИЯ ИЗДЕЛИЙ | 1998 |
|
RU2138039C1 |
| Способ контроля прочности керамического изделия на изгиб | 1990 |
|
SU1758540A1 |
| СПОСОБ КОНТРОЛЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ИЗДЕЛИЙ | 1998 |
|
RU2138038C1 |
| Способ обнаружения усталостных трещин образца материала | 1989 |
|
SU1741012A1 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ТРЕЩИНОСТОЙКОСТИ ИЗДЕЛИЙ | 1998 |
|
RU2140076C1 |
| Акустико-эмиссионный способ контроля прочности | 1989 |
|
SU1735761A1 |
| Способ контроля водонепроницаемости образца бетона и устройство для его осуществления | 1989 |
|
SU1619157A1 |
Изобретение относится к способам контроля адгезионной прочности покрытий в области машиностроения. Целью изобретения является повышение производительности контроля путем создания в образце, выполненном в виде подложки (детали) с покрытием, однородных растягивающих напряжений, не приводящих к разрушению покрытия, и увеличения диапазона регистрируемых значений адгезионной прочности. С этой целью на образцы по всей его поверхности формируют технологический поясок, свободный от покрытия и смещенный относительно центра к одному из его торцов. Затем его подвергают действию механических напряжений, направленных вдоль границы раздела покрытие - подложка (деталь). Об адгезионной прочности судят по величине механических напряжений, при которых резко возрастает интенсивность акустической эмиссии. 2 ил.
ность наблюдается уже при напряжениях 25 мой на двухкоординатном самописце
в 1, раза меньших предела упругости материала субстрата. Когда величина создаваемых в образце механических напряжений становится соизмерима с величиной адгезионной прочности покрытия, возникают элементарные отслоения пленок - появляются первые сигналы акустической эмиссии. Образование этих отслоений являются результатов возникновения сдвиговых трещин или трещин скольжения. При увеличении растягивающей нагрузки с постоянной скоростью трещины скольжения развиваются устойчиво и, начиная с некоторого критического значения растягивающих напряжений, -резко возрастает интенсивность сигналов акустической эмиссии (АЭ). Величина механической нагрузки, которая возникает в адгези- ве при деформации образца, вызывающая резкое увеличение интенсивности сигналов АЭ, и характеризует адгезионную прочность покрытия.
Пример . Для осуществления способа стандартные образцы из стали 20, на 50% которых нанесено ионно- плазменное покрытие из нитрида титана толщиной около 7 мкм, около одного из торцов каждого образца с покрытием
ПДП-, определяют величину деформации, при которой возрастает скорость счета импульсов.
Формула изобретения
Способ неразрушающего контроля адгезионной прочности защитных покрытий, заключающийся в том, что на подложку наносят покрытие по всей поверхности за исключением двух проти- воположных торцов, создают в образце механические напряжения и регистрируют сигналы акустической эмиссии (A3), а об адгезионной прочности судят по параметру, который определяют в момент резкого увеличения интенсивности A3, отличающийся
тем, что, с целью повышения производительности контроля и увеличения диапазона регистрируемых значений адгезионной прочности, на образце формируют технологический поясок, свободный от покрытия и смещенный от центра к одному из торцов образца, механические напряжения создают вдоль поверхности раздела покрытие-подложка перпендикулярно плоскости пояска и выбирают их в качестве параметра адгезионной прочности.
&МПа№XO200100
Фиг.1
d,Wa
WO300200100
Фиг. Z
N.unn/c 80
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ростов-на-Дону, 1984, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
