Изобретение относится к обработке металлов давлением и может быть использовано для изготовления с глухими полостями, в том числе матриц, пресс-форм и штампово
Целью изобретения является расширение технологических возможностей процесса выдавливания и повышение стойкости пуансона за счет снижения усилия деформирования0
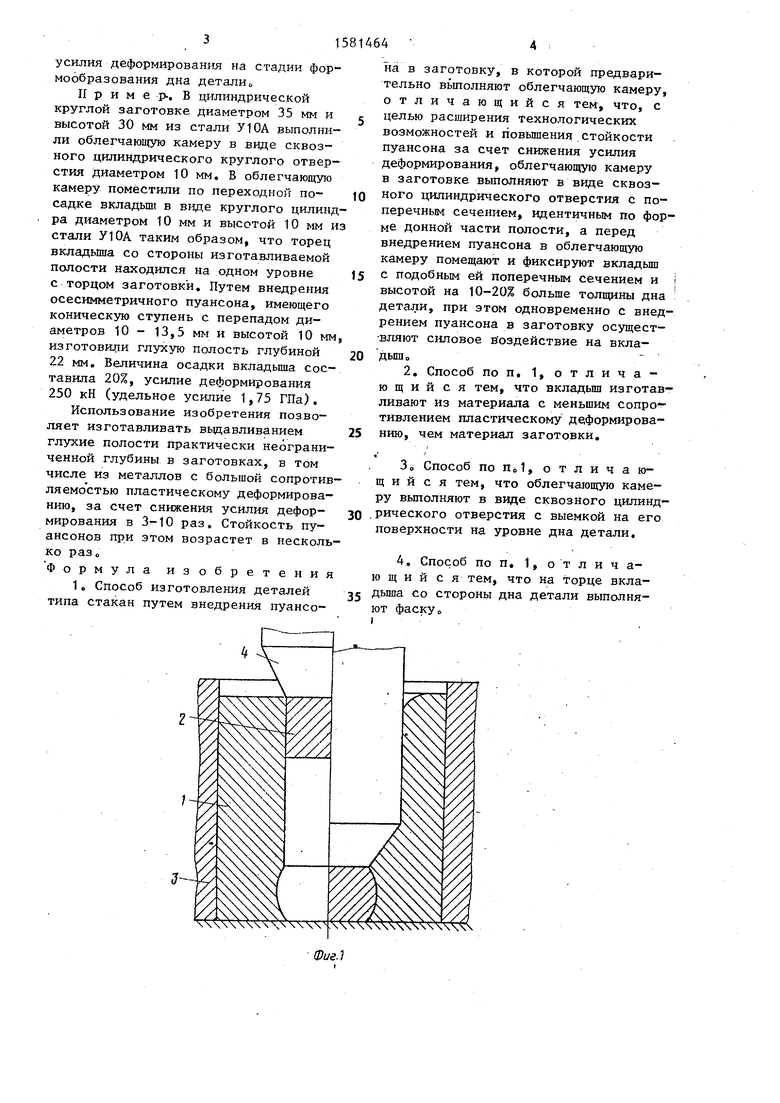
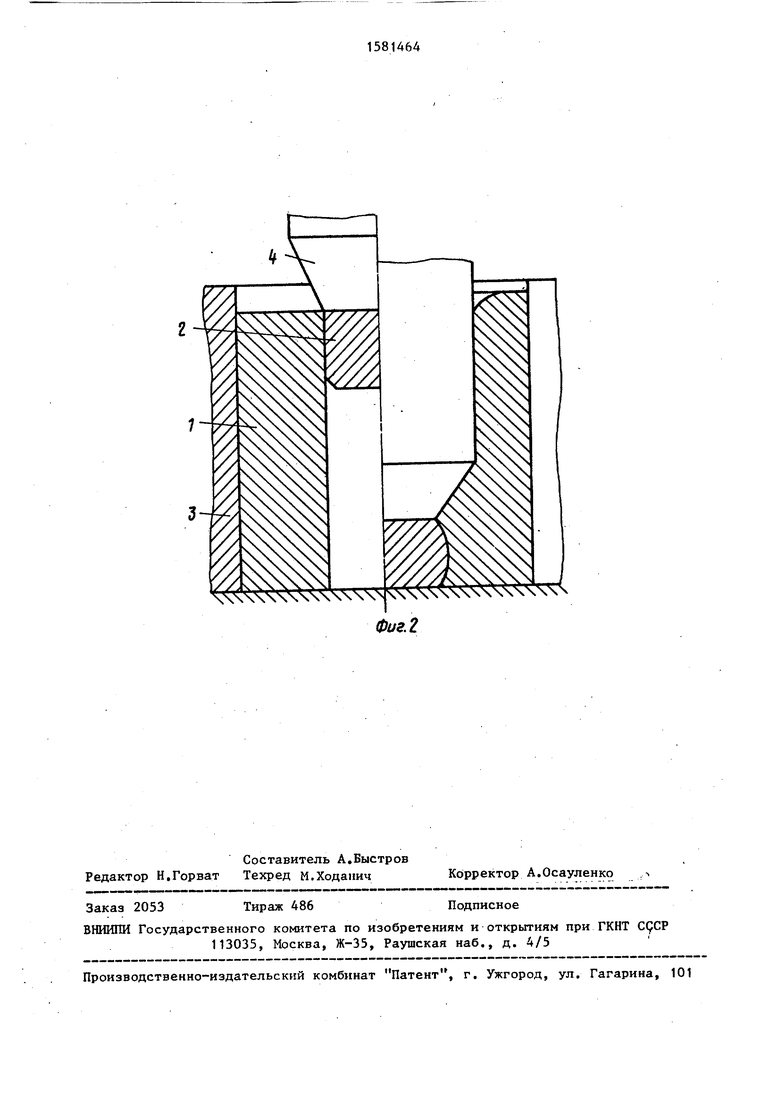
На фиг. 1 показана схема процесса; на фиг. 2 - то же, с уточнением формы вкладыша.
В заготовке 1 выполняют облегчающую камеру в виде сквозного цилиндрического отверстия с поперечным сечением, идентичным по форме дну глухой полости, В облегчающую камеру помещают и фиксируют вкладыш 2 с
подобным ей поперечным сечением и высотой h на 10-20% больше толщины дна детали t. Торец вкладыша со стороны изготавливаемой полости находится на одном уровне с торцом заготовки о Заготовку в вкладышем помещают в обойму 3 и изготавливают глухую полость путем внедрения пуансона 4. Вкладыш 2, перемещаясь в сквозном цилиндрическом отверстии при внедрении пуансона, предотвращает затекание материала заготовки под торец пуансона. При формообразовании дна полости осаживают пуансоном 4 вкладыш 2 до высоты, равной толщине дна детали. Осадка вкладыша 2 на 10- 20% обеспечивает крепкое и герметичное его соединение с заготовкой 1 и не приводит к значительному росту
&
а
3
а Ј
усилия деформирования на стадии формообразования дна деталИо
Пример-. В цилиндрической круглой заготовке диаметром 35 мм и высотой 30 мм из стали УЮА выполнили облегчающую камеру в виде сквозного цилиндрического круглого отверстия диаметром 10 мм. В облегчающую камеру поместили по переходной посадке вкладыш в виде круглого цилиндра диаметром 10 мм и высотой 10 мм и стали УЮА таким образом, что торец вкладыша со стороны изготавливаемой полости находился на одном уровне с торцом заготовки. Путем внедрения осесимметричного пуансона, имеющего коническую ступень с перепадом диаметров Ю - 13,5 мм и высотой 10 мм изготовили глухую полость глубиной 22 мм. Величина осадки вкладыша составила 20%, усилие деформирования 250 кН (удельное усилие 1,75 ГПа).
Использование изобретения позволяет изготавливать выдавливанием глухие полости практически неограниченной глубины в заготовках, в том числе из металлов с большой сопротивляемостью пластическому деформированию, за счет снижения усилия деформирования в 3-10 раз. Стойкость пуансонов при этом возрастет в несколько раз с Формула изобретения
1. Способ изготовления деталей типа стакан путем внедрения пуансона в заготовку, в которой предварительно выполняют облегчающую камеру, отличающийся тем, что, с
целью расширения технологических возможностей и повышения стойкости пуансона за счет снижения усилия деформирования, облегчающую камеру в заготовке выполняют в виде сквозкого цилиндрического отверстия с поперечным сечением, идентичным по форме донной части полости, а перед внедрением пуансона в облегчающую камеру помещают и фиксируют вкладыш
с подобным ей поперечным сечением и высотой на 10-20% больше толщины дна детали, при этом одновременно с внедрением пуансона в заготовку осуществляют силовое воздействие на вкладышо
2. Способ по п. 1, отличающийся тем, что вкладыш изготавливают из материала с меньшим сопротивлением пластическому деформированию, чем материал заготовки.
30 Способ по п„1, отличающийся тем, что облегчающую камеру выполняют в виде сквозного цилиндрического отверстия с выемкой на его поверхности на уровне дна детали.
4. Способ по п. 1, отличающийся тем, что на торце вкла- эе дыша со стороны дна детали выполняют фаскуо
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ формообразования заготовок | 1980 |
|
SU904824A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ И СИЛОВАЯ ТОЧКА СОЕДИНЕНИЯ | 2005 |
|
RU2308345C2 |
| Способ изготовления деталей с глубокими,узкими глухими полостями | 1975 |
|
SU599904A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления глухих полостей в деталях, в том числе полостей матриц пресс-форм и штампов. Цель изобретения - расширение технологических возможностей и повышение стойкости пуансона за счет снижения усилия деформирования. В заготовке изготавливают облегчающую камеру в виде сквозного цилиндрического отверстия. В облегчающую камеру помещают вкладыш и фиксируют. При внедрении пуансона в заготовку осуществляют силовое воздействие на вкладыш. В конце процесса вкладыш деформируют, в результате чего он образует дно изделия. 3 з.п.ф-лы, 2 ил.
Составитель А.Быстрое Редактор Н.Горват Техред м.Ходанич
Заказ 2053
Тираж 486
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СрСР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Корректор А.Осауленко
Подписное
| Хыбемяги АоИ и др | |||
| Выдавлива- ние точных заготовок деталей штампов и пресс-форм М0: Машиностроение, 1986, с.38-39 |
