1
Изобретение отноеится к обработке металлов давлением и может быть иепользовано при изготовлении деталей е глубокими, узкими, глухими иолостями.
Известен способ изготовления деталей с глубокими, узкими, глухими полостями, содержащий оиерацин формообразования полости глухой прошивкой, а также оформления наружной поверхности детали 1.
Недостатком известного способа является то, что нри изготовлении полости последовательными внедрениями прошивня, последний работает в крайне тяжелых снловых и тепловых условиях, так как не всегда возможно создать эффективное охлаждение, при этом, чем больше глубина нолости и чем она должна быть уже, тем вероятнее возникновение отклонеиия прошивки от оси прошивки, следствием чего является низкое качество изделия с точки зрения точности изготовления.
Целью изобретения является повышение срока службы инструмента и точности изготовления.
Это достигается за счет того, что вначале производят предварительное формообразование наружной поверхности детали, нри глухой прошивке в заготовке изготавливают полость с диаметром и глубиной, большими диаметра и глубины нолости готового изделия, носле чего нроизводят осадку заготовки в торец со
стороны полости до получения ее диаметра и глубины, равными диаметру и глубине полости готового изделия, оформляя при этом окончательно наружную поверхность.
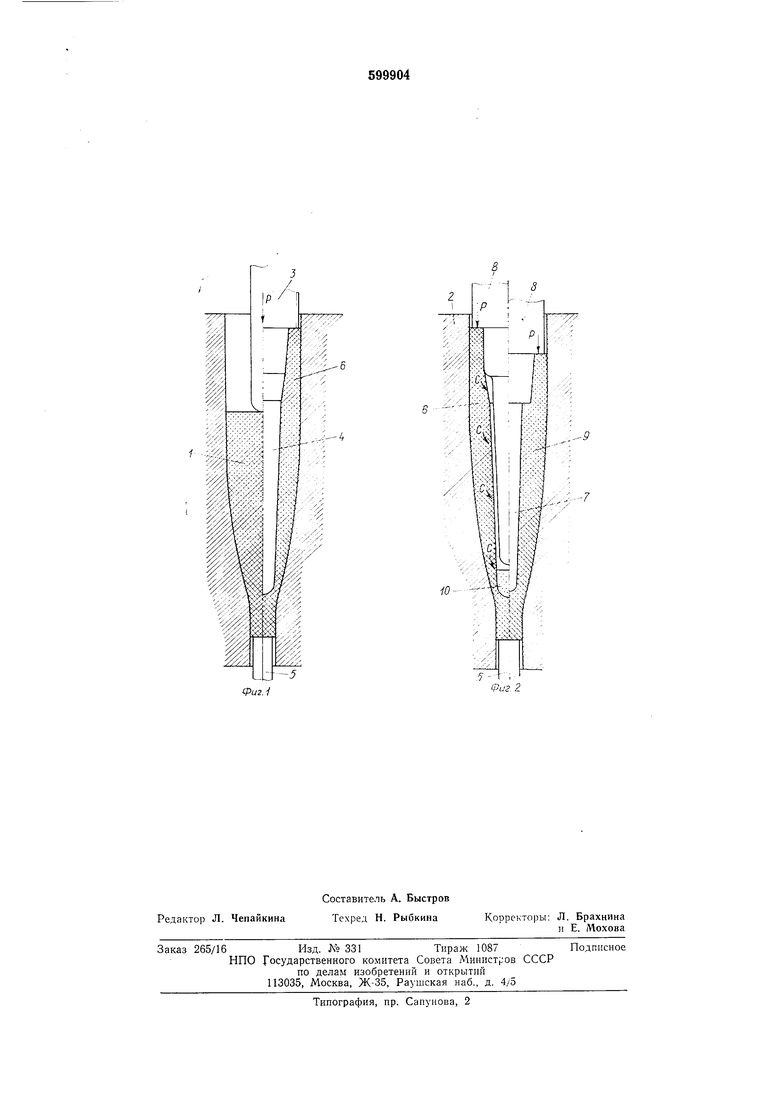
На фиг. 1 показан иачальный момент процесса; на фнг. 2 - конечный момент.
Заготовка I укладывается в матрицу 2, прошивается с усилием Р пуансоном 3 с прошивнем 4, причем заготовка подперта дном-выталкивателем 5.
В результате нолучается предварительно прошитая заготовка 6. Относнтельно большая ширина предварительной полости позволяет обесиечнть рациональную конструкцию и долговечность пуансона предварительной прошивки.
Нредварительная заготовка 6 укладывается в матрицу 2, и в ее полость вводят прошивеньоправку 7 окончательно пуансона 8, который
располагается в предварительной полости с зазором по всей поверхности. Из-за увеличенных размеров полости высота предварительной заготовки 6 больше, чем готовой детали 9, поэтому деформация заготовки идет путем
ее осадки в торец между торцом пуансона 8
и дном-выталкивателем 5. Ири этом течение
металла заготовки иаправлено радиально к
центру, т. е. к прошивню-оправке 7 и под него.
Благодаря этому прошивень-оправка 7 практически во все время штамновки не находится в контакте с металлом заготовки и вступает в контакт лишь в самом конце рабочего хода. Поэтому элемент 7 играет роль не прошивня, а онравки. Схема его механического погружения благоприятна - в основном радиальное двухосное сжатие. Его нагрев обусловлен только радиационной составляюш,ин (нет нрямой теплопередачи), а это обеспечивает ему хорошие тепловые условия. Для умепьшения радиационного нагрева нредлагается засыпать в нолость заготовки 6 перед вводом в нее прошивпя-оправки 7 некоторое количество теплоизоляционного материала 10 в виде порошка, папример чешуйчатого графита, огнеупорной глины, нитрида бора и т. п.
В момент штамновки теплопзоляциопный матерпал сплошным п достаточно толстым слоем расноложится в зазоре между заготовкой 6 п прошивнем-оправкой 7 и экранирует последний от тепловой радиации, а в дальнейшем и от непосредствепного контакта.
Пример осуш,ествления способа.
При штамновке оправки прошпвного стана с наружным диаметром 77 мм и длиной 205 мм, имеющей форму по фиг. 2, необходимо обеспечить получение глухой полости (конической формы) с диаметром у основания 062, у вершины 0 10 при глубине 176 мм.
Формообразование этой детали ведут из сплошной цилиндрической заготовки 075 мм, длиной 108 мм.
Вначале нагретую заготовку «задавливают (запрессовывают) в матрице с образованием носика на глухом торце.
Потом заготовку прошивают предварительным нрошивнем с образованием коннческой полости с диаметром у основания 063, у вершины 0 15 и глубиной 181 мм.
После чего в нолость промежуточной заготовки засыпают 30-50 г чешуйчатого графита, вводят в полость окончательный прошивень-оправку до упора пуансона в торец заготонки, и торцом пуансона воздействуют на торец заготовки, обжимая последнюю со всех сторон вокруг нрошивня-оправки, выбирая имеюш,ийся зазор между пим и полостью и образуя окончательно как полость, так и паружпый коптур изделия.
Предложенный способ позволяет значительно повысить стойкость инструмента и точность изготовления деталей.
Формула изобретения
Способ изготовления деталей с глубокими, З зкими и глухими полостями, содержащий операции формообразования полости глухой
прошивкой, а также оформления наружной новерхности детали, отличающийся тем, что, с целью повышения срока службы инструмента и точности изготовления, вначале производят предварительное формообразование наружной поверхности детали, при глухой прошивке в заготовке изготовляют полость с диаметром и глубиной, большими диаметра и глубины полости готового изделия, после чего производят осадку заготовки в торец со стоРОНЫ полости до получения ее диаметра и глубины, равными диаметру и глубине полости готового изделия, оформляя при этом окончательно наружную новерхность.
Источники информации,
принятые во внимание при экспертизе
1. Снравочник по ковке и объемной штамповке. Под ред. Сторожева Л. В. М., «Машиностроение, т. 2, 1968, с. 42.
Фuг.i
iO- -
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оправок прошивного стана | 1980 |
|
SU1129009A1 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления изделий типа колец с массивным ободом | 1981 |
|
SU1000151A1 |
| Способ изготовления цилиндрических шестерен | 1980 |
|
SU946781A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБКАТЫВАНИЕМ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2085321C1 |
| Штамп для изготовления изделий типа колец с массивным ободом | 1989 |
|
SU1731390A2 |