Изобретение относится к обработке металлов без снятия стружки, конкретно к прошивке отверстий профильных и фасонных полостей (гнезд) на торцах сплошных и полых деталей. Известен способ формообразования торцовых полостеП (гнезд) сложного профиля холодным выдавливанием, при котором цилиндрическая заготовка устанавливается в контейнер, а пуансон заданной конфигурации, внедряется в ее торец на определенную глубину, образуя гнездо соответствующего профиля I . Этот способ эффективен для качест венного получения торцовых полостей в сплошных заготовках. В этом случае наружный диаметр детали на длине внедрения пуансона увеличивается До контакта с отверстием контейнера. Однако при формообразовании торцовых полостей в полых деталях (труб ках) часть металла затекает в отверстие заготовки. После выдавливания полостей необходима выпрессовка детали из контейнера, что ведет к образованию рисок на HapyikHoR поверхности. Таким образом, после формообра§бвания этим способом требуется дополнительная обработка наружной, а для полых заготовок и внутренней поверхности, что увеличивает расход металла и трудоемкость изготовления этих деталей. Недостатком этого процесса также являются большие усилия выдавливания, которые определяются сечением пуансона и резко возрастают с увеличением глубины его внедрения; на торцах пуансона и кромках возникают большие .удельные давления, что снижает их стойкость. Наиболее близким к предложенному является способ формообразования заготовок путем редуцирования наружных поверхностей через конические матрицы 2. Недостатком ятого способа является то, что. способ не позволяет совместить вылавливание торцовой полост ти с калибровкой точного наружного диаметра изделия. Целью изобретения является возможность фop юoбpaзoвaнV(я торцовых полостей на заготовках, повьлиение качества изделий н стойкости инструмента-. Поставленная цель достигается тем, что согласно способу формообразова-г.
ния заготовок редуцированием наружной поверхности при проталкивании ее через конические матрицы пуансоном часть металла заготовки усилием редуцирования перемецают в осевом направлении на пуансон, имеющий форму, соответствующую форме торцовой полости, при этом размеры полости определены натягом и волной, образуемо на заготовке перед матрицей, полые детали предварительно устанавливаютс на оправку, выполненную отдельно или заодно с фасрнньм толкателем.и редуцируются в сборе .
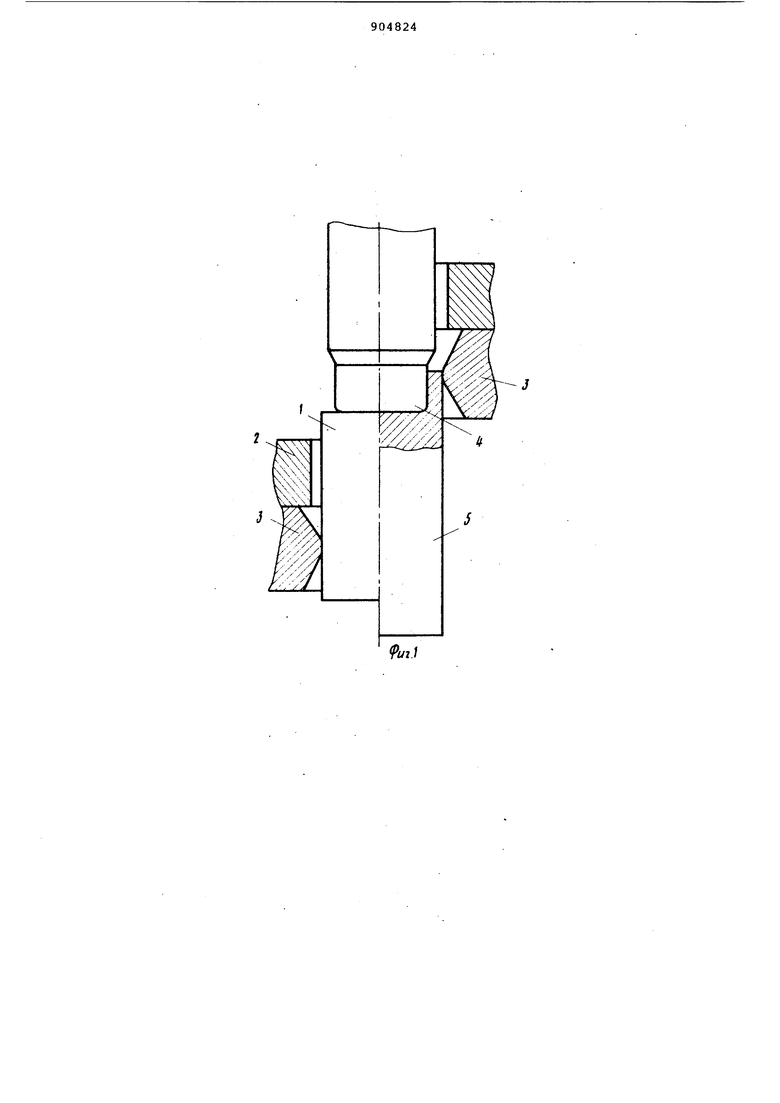
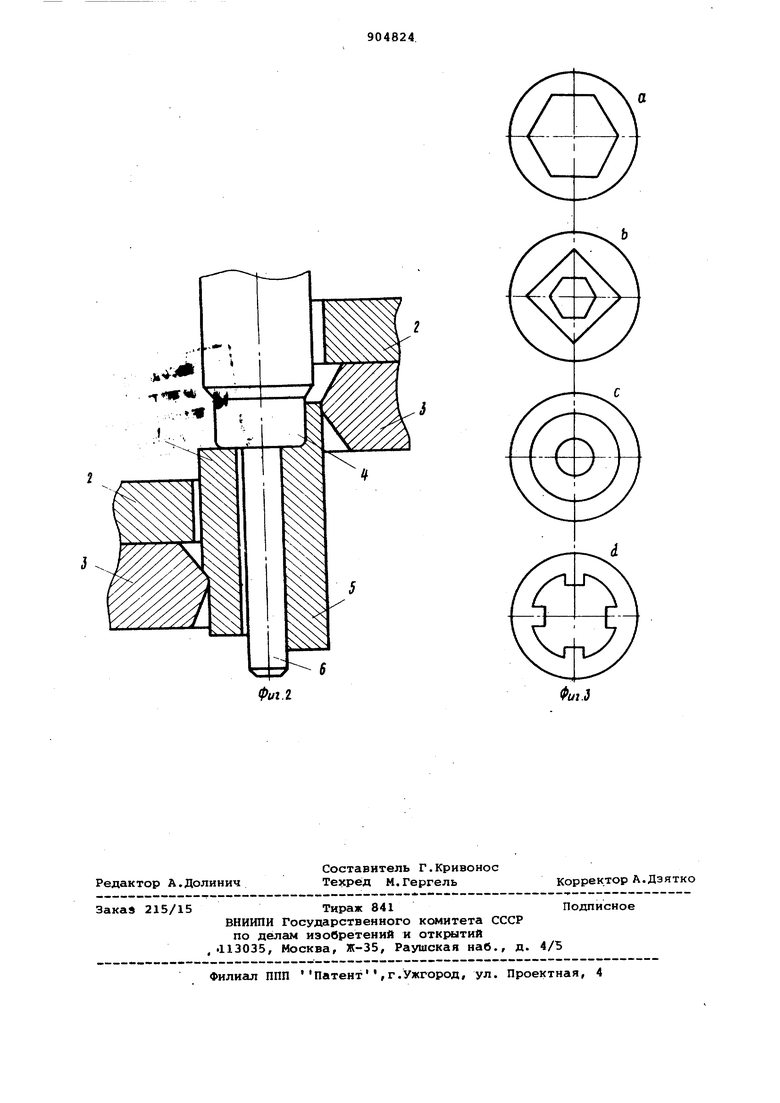
На фиг. 1 представлена схема изготовления сплошных деталей ;на фиг.2 схема изготовления -полых деталей;на фиг. 3 - примеры торцовых полостей различной конфигурации, где а - деталь с внутренним шестигранником; в полая деталь с шестигранным сквозным отверстием и квадратнь. отверстием на торце детали; с - деталь с круглым cквoзны 1 отверстием и круглым отверстием на торце, d - деталь со ишицевым отверстием.
Способ формооб|шзованйя заготовок осуществляют следующим образом.
Заготовка 1 {см, физ:.) диаметр которой выбирается из условия формообразования торцовой полости детали, устанавливается через направляющий контейнер 2 в коническую матрицу 3. Токатель (пуансон) 4, имеющий заданную конфигурацию торца, продавливает заготовку через очко матрицы, редуцируя ее наружный диаметр. Часть металла заготовки под действием сдвиговых деформаций перемев1ает(ря в осевом направлении в зазор между матрицей и токателем, образуя наволакиванием полость (А) на торце детали 5.
При образовании этим способом полостей на торцах полых заготовок (труб) в их отверстия вставляется оправка б, заданной конфигурации (см. фиг. 2), которая может быть выполнена отдельно или как одно целое с толкателем 4.
После редуцирования полых деталей отверстия принимают конфигурацию и размеры оправок, конструкция которых обеспечивает возможность их распрес совки без искажения формы и разрушег ния деталей.
В процессе формообразования торцовых полостей наволакиванием металла на толкатель форма торцовой полости зависит от формы толкателя, а
ее глубина h растет пропорционально величине йатяга U Од-о | и волне, образуемой на заготовке перед матрицей. Величина сдвиговых деформаций в редуцируемом слое металла заготовки
-зависит от контактного трения и за борногс корпуса матрицы.
Способ формообразования торцовых гнезд на сплошных и полых стержневых деталях позволяет пластическим деформированием обработать за один проход наружную поверхность и формообрачовать торцовую полость различной конфигурации и сечения ( см. фиг. 3).
Способ эффективен при изготовлении пальцев, осей, втулок, имеющих
5 ступенчатые глухие отверстия, профильные полости, и т.п., так как он позволяет уменьшить трудоемкость изготовления, отходы металла и производить обработку на маломощном прессовом оборудовании.
Применение предложенного способа формообразования дает экономический
эффект 40 тыс.руб. в год.
Формула изобретения
1.Способ формообразования заготовок редуцированием наружной поверхности при проталкивании ее через конические матрицы пуансоном, о т л и ч а ю щ и и с я тем, что, с целью формообразования торцовых полостей на заготовках, повышения качества изделий и стойкости инструмента, часть металла заготовки усилием редуцирования перемещают в осевом направлении на пуансон,имеющий форму, соответствующую форме торцовой полости, при этом размеры полости определены натягом и волной, образуемой на заготовке перед матрицей.
2.Способ по п. 1, отличающийся тем, что, с целью формообразования полых заготовок, имеющих торцовую полость, в заготовке перед редуцированием размещают оправку соответствующей конфигурации.
Источники информации, принятые во внимание при экспертизе 1.Эверхарт Д. Холодное прессоваМашиностроение,
ние металлов. 1968, с. 40.
2. Авторское свидетельство СССР 55 326997, кл. в 11 J.5/00,1969.
Фиг.1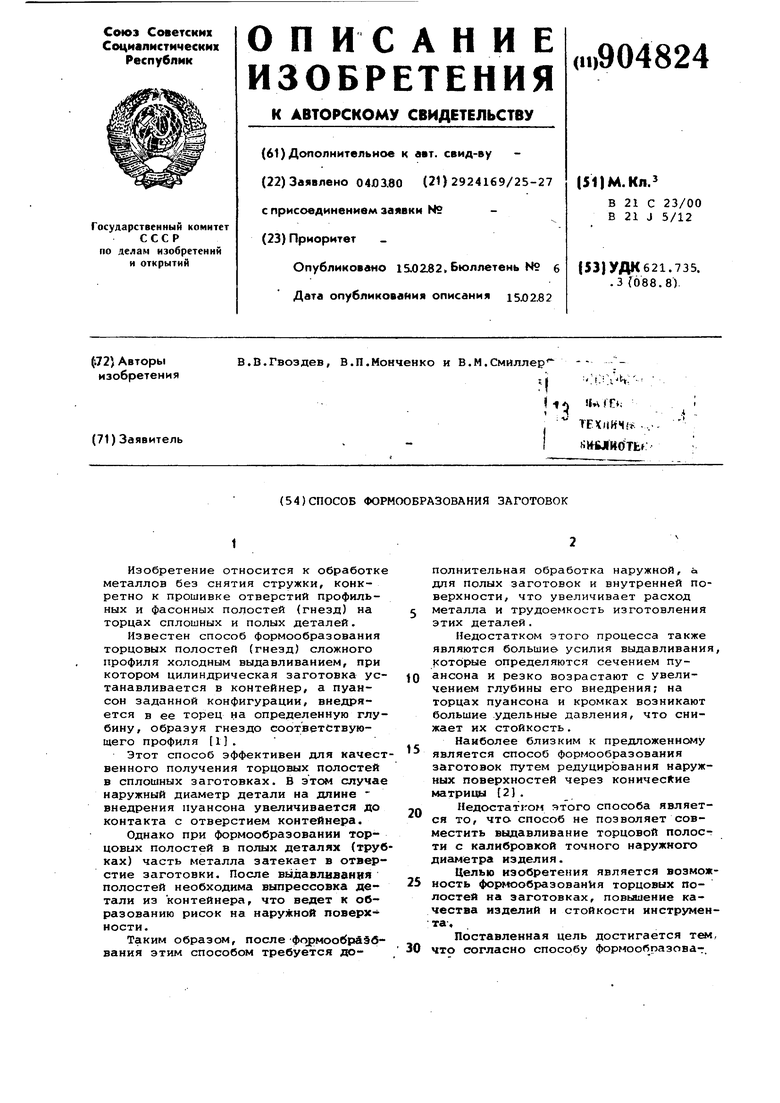
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2020 |
|
RU2759281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| Способ выдавливания полых изделий | 1989 |
|
SU1792784A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ | 1996 |
|
RU2092267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |