Изобретение относится к нанесению порошкообразных пластиковых и металлических материалов на внутренние поверхности труб и предназначено для нанесения покрытий в трубопроводах в процессе их эксплуатации и для ремонта обсадных труб.
Целью изобретения является упрощение процесса и исключение загрязнения покрытий примесями путем на- несения покрытий в процессе эксплуатации трубопровода.
С этой целью в способе нанесения покрытий в трубах, включающем ввод
сыпучего изолирующего материала текучим агентом в трубу, отделение материала, подачу его к стенке трубы и спекание оболочки, изолирующий материал вводят в трубы с транспортируемым продуктом,, создают зону разрежения, изолирующий материал уплотняют, при этом удаляют из него транспортируемый продукт в зону разрежения, спекание оболочки осуществляют воздействием ультразвукового и индукционного полей с прессованием, охлаждают ее, продолжая прессование, а газообразными продуктами спекания
от а
Ј
s
О
осушают уплотненный изолирующий материал.
Способ осуществляют устройством, содержащим корпус, индукционный нагреватель и отделитель, в котором индукционный нагреватель снабжен ультразвуковым излучателем и закреплен на корпусе, а снаружи заключен в
раЗДВИЖНУЮ обоЛОЧКУ, ВНУТРИ Корпуса
расположена обечайка, связанная с корпусом ребрами и образующая с ним накопительную емкость, выход которой сообщается со шнековым питателем связанным с гидравлическим винтом, размещенным внутри обечайки, с корпусом ребрами связано эжекторное сопло с перфорированным раструбом, составляющие с корпусом полость, плавно изогнутую от выхода шнекового пи- тателя к образующей раздвижной оболочки нагревателя, причем оболочка нагревателя снабжена дренажными окнами, связанными выходами с полостью в корпусе, против шнекового питате- ля расположены отжимные окна с выходами, выходящими впереди перфорированного паструба, на другом торце корпуса закреплена оправка с окнами, снаружи покрытая оболочкой, а отделитель выполнен в виде сетчатого конуса, закрепленного на торце обечайки, вершина которого приклеп- лена к оправкам ребрами.
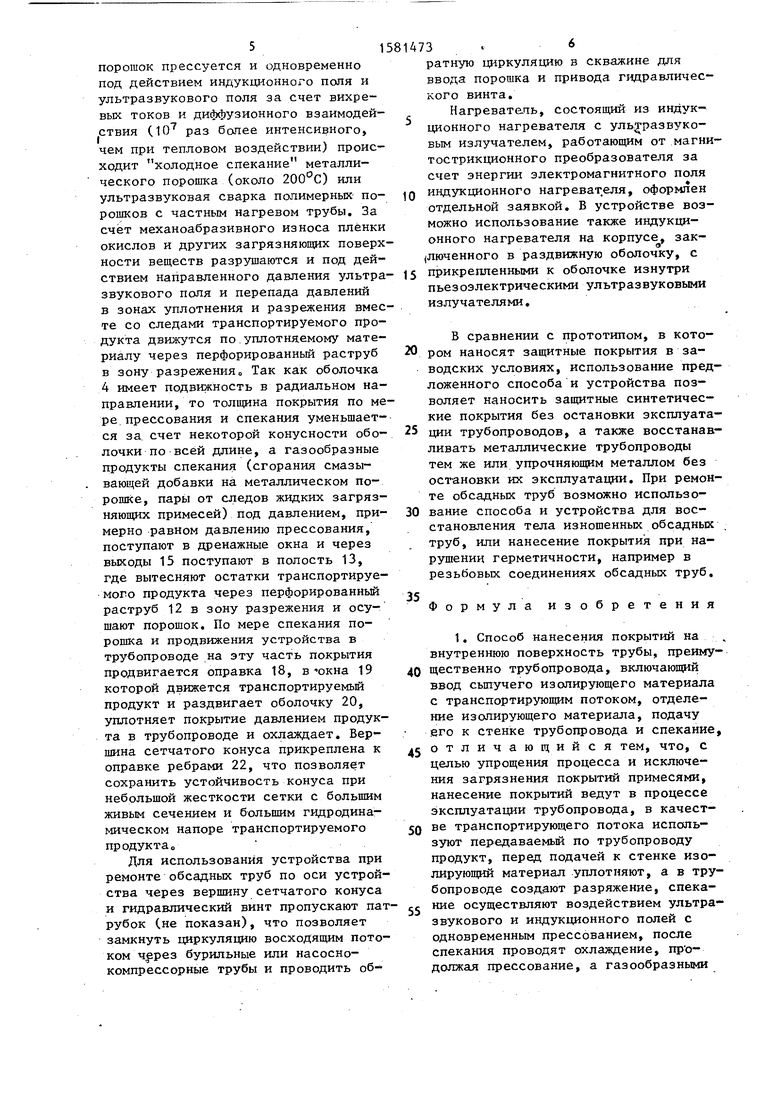
На чертеже изображено устройство для нанесения покрытий в трубах, общий вид.
Устройство содержит корпус 1, на котором закреплен индукционный нагреватель 2, снабженный ультразвуке- вым излучателем 3 и заключенный в раздвижную оболочку 4. Внутри корпуса ребрами 5 к нему прикреплена обечайка 6, образующая с корпусом -накопительную емкость 7, выход которой сообщается со шнековым питателем 8. Питатель расположен на наружной части гидравлического винта 9. Впереди винта к корпусу ребрами 10 прикреплено эжекторное сопло 11с перфорированным раструбом 12, составля- ющие с корпусом полость 13, плавно изогнутую от выхода шнекового питателя к образующей раздвижной оболочки. Оболочка нагревателя снабжена дренажными окнами 14, связанными с . полостью 13 выходами 15. В корпусе против шнекового питателя расположены отжимные окна 16 с выводами 17,
Q
j п 5 0
0 5
5
5
.выходящими впереди перфорированного раструба. К торцу корпуса прикреплена оправка 18 с окнами 19, покрытая оболочкой 20. Отделитель выполнен в виде сетчатого конуса 21, закрепленного на торце обечайки. Вершина конуса прикреплена к оправке ребрами 22.
Нанесение покрытий в трубах указанным способом и устройством осуществляют следующим образом.
После введения устройства в трубу, например, через байпас в действующий трубопровод вводят изолирующий материал, например, металлический порошок потоком транспортируемого продукта. При этом продвижение устройства в трубопроводе регулируют тросом (не показан). Порошок потоком подают к устройству, где он по сетчатому конусу 21 движется в накопительную емкость 7 между корпусом 1 и обечайкой 6, а поток на сетчатом конусе отделяется от порошка и движется внутри обечайки, вращает гидравлический винт 9 с шнековым питателем 8, а при прохождении эжектор- ного сопла 11, закрепленного на кор-, пусе ребрами 10, создает разрежение с наружной стороны выхода сопла. Вращающийся шнековый питатель захватывает порошок из накопительной емкости, уплотняет его и проталкивает с некоторым давлением через полость 13, образованную перфорированным раструбом 12 с эжекторным соплом и корпусом. При уплотнении порошка в шнековом питателе избыточный транспортируемый продукт поступает в отжимные окна 16 и по выводам 17 удаляется в зону разрежения. Остатки избыточного продукта через отверстия перфорированного раструба отсасываются в зону разрежения. Для работы устройства в область индукционного нагревателя 2 с ультразвуковым излучателем 3, закрепленных на корпусе 1 и заключенных в оболочку 4, подают давление, например, продукта в трубопроводе, под действием которого оболочка раздвигается, и включают индукционный нагреватель с ультразвуковым излучателем. При движении устройства уплотненный порошок из полости 13 продавливается вдоль стенки трубопровода, где оболочка 4 конусной передней частью формирует из него покрытие цилиндрической, формы Но мере продвижения устройства
порошок прессуется и одновременно под действием индукционного поля и ультразвукового поля за счет вихревых токов и диффузионного взаимодействия СЮ раз более интенсивного, чем при тепловом воздействии) происходит холодное спекание металлического порошка (около 200°С) или ультразвуковая сварка полимерных порошков с частным нагревом трубы. За счет механоабразивного износа пленки окислов и других загрязняющих поверхности веществ разрушаются и под действием направленного давления ультразвукового поля и перепада давлений в зонах уплотнения и разрежения вместе со следами транспортируемого продукта движутся по уплотняемому материалу через перфорированный раструб в зону разрежения о Так как оболочка 4 имеет подвижность в радиальном направлении, то толщина покрытия по мере прессования и спекания уменьшается за счет некоторой конусности оболочки по всей длине, а газообразные продукты спекания (сгорания смазывающей добавки на металлическом порошке, пары от следов жидких загрязняющих примесей) под давлением, примерно равном давлению прессования, поступают в дренажные окна и через выходы 15 поступают в полость 13, где вытесняют остатки транспортируемого продукта через перфорированный раструб 12 в зону разрежения и осушают порошок. По мере спекания порошка и продвижения устройства в трубопроводе на эту часть покрытия продвигается оправка 18, в окна 19 которой движется транспортируемый продукт и раздвигает оболочку 20, уплотняет покрытие давлением продукта в трубопроводе и охлаждает. Вершина сетчатого конуса прикреплена к оправке ребрами 22, что позволяет сохранить устойчивость конуса при небольшой жесткости сетки с большим живым сечением и большим гидродинамическом напоре транспортируемого продуктао
Для использования устройства при ремонте обсадных труб по оси устройства через вершину сетчатого конуса и гидравлический винт пропускают патрубок (не показан), что позволяет замкнуть циркуляцию восходящим потоком через бурильные или насосно- компрессорные трубы и проводить обратную циркуляцию в скважине для ввода порошка и привода гидравлического винта.
Нагреватель, состоящий из индукционного нагревателя с ультразвуковым излучателем, работающим от магни- тострикционного преобразователя за счет энергии электромагнитного поля
Q индукционного нагревателя, оформлен отдельной заявкой. В устройстве возможно использование также индукционного нагревателя на корпусе, зак- (Люченного в раздвижную оболочку, с
5 прикрепленными к оболочке изнутри пьезоэлектрическими ультразвуковыми излучателями.
В сравнении с прототипом, в кото- 0 ром наносят защитные покрытия в заводских условиях, использование предложенного способа и устройства позволяет наносить защитные синтетические покрытия без остановки эксплуата- 5 ции трубопроводов, а также восстанавливать металлические трубопроводы тем же или упрочняющим металлом без остановки их эксплуатации. При ремонте обсадных труб возможно использо- 0 ванне способа и устройства для восстановления тела изношенных обсадных труб, или нанесение покрытия при нарушении герметичности, например в резьбовых соединениях обсадных труб.
Формула изобретения
1. Способ нанесения покрытий на внутреннюю поверхность трубы, преиму0 щественно трубопровода, включающий ввод сыпучего изолирующего материала с транспортирующим потоком, отделение изолирующего материала, подачу его к стенке трубопровода и спекание,
5 отличающийся тем, что, с целью упрощения процесса и исключения загрязнения покрытий примесями, нанесение покрытий ведут в процессе эксплуатации трубопровода, в качест0 ве транспортирующего потока используют передаваемый по трубопроводу продукт, перед подачей к стенке изолирующий материал уплотняют, а в трубопроводе создают разряжение, спекас кие осуществляют воздействием ультразвукового и индукционного полей с одновременным прессованием, после спекания проводят охлаждение, пр о- должая прессование, а газообразными
продуктами спекания осушают уплотненный изолирующий материал.
2о Устройство для нанесения покрытий на внутреннюю поверхность трубы, преимущественно трубопровода, включающее корпус, индукционный нагреватель и отделитель, отличающееся тем, что, с целью упрощения процесса и исключения загрязнения покрытий примесями, нанесение покрытий ведут в процессе эксплуатации трубопровода, устройство снабжено ультразвуковым излучателем, установленным на корпусе, раздвижной оболочкой с дренажными окнами, расположенной снаружи ультразвукового излучателя, обечайкой, расположенной внутри корпуса, связанной с ним реб15814738
рами и образующей с корпусом накопительную емкость, шнековым питателем с гидравлическим винтом, эжектор- . ным соплом с перфорированным раструбом, расположенным на одном торце устройства и образующие с корпусом полость, плавно изогнутую от выхода шнекового питателя к образующей jg раздвижной оболочки нагревателя, оправкой с окнами, расположенной на противоположном торце устройства, при этом корпус выполнен с отжимными окнами, расположенными напротив 1$ шнекового питателя, отделитель выполнен в виде сетчатого конуса, закрепленного на обечайке, а накопительная емкость сообщена со шнековым питателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Нагреватель | 1988 |
|
SU1612382A1 |
| СУШИЛКА ДЛЯ СЫПУЧИХ И ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1991 |
|
RU2025643C1 |
| УСТАНОВКА ДЛЯ НИЗКОТЕМПЕРАТУРНОГО ТЕРМОЛИЗА ТВЕРДЫХ КОММУНАЛЬНЫХ И ПРОМЫШЛЕННЫХ ОТХОДОВ | 2021 |
|
RU2773396C1 |
| Бутара для рудоразмольных мельниц | 1975 |
|
SU582830A2 |
| СПОСОБ ОПЕРАТИВНОЙ ДОСТРОЙКИ ИЛИ ПЕРЕСТРОЙКИ ПНЕВМОКАРКАСНЫХ И ВОЗДУХООПОРНЫХ СООРУЖЕНИЙ | 2014 |
|
RU2585664C2 |
| СПОСОБ СЖИГАНИЯ ТВЕРДЫХ УГЛЕВОДОРОДНЫХ ГОРЮЧИХ В ГОРЕЛОЧНО-ТОПОЧНЫХ АППАРАТАХ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2304251C1 |
| Установка для пневматического транспортирования сыпучих материалов | 1980 |
|
SU958276A1 |
| Питатель гранулятора для переработкиполимерных отходов | 1974 |
|
SU509433A1 |
| Тепломассообменный аппарат для сушки дисперсных материалов | 2021 |
|
RU2755304C1 |
| Линия для производства сырья для флокового декоративного покрытия | 2024 |
|
RU2825010C1 |
Изобретение относится к нанесению порошкообразных металлических материалов на внутренние поверхности труб. Целью изобретения является упрощение процесса путем нанесения покрытий в процессе эксплуатации трубопровода и исключение загрязнения покрытий примесями. Устройство вводят в действующий трубопровод, затем вводят изолирующий материал с потоком транспортируемого продукта, который по сетчатому конусу 21 движется в накопительную емкость 7 между корпусом 1 и обечайкой 6. Вращающийся шнековый питатель 8 захватывает порошок из накопительной емкости 7, уплотняет его и проталкивает с некоторым давлением через полость 13, образованную перфорированным раструбом 12 с эжекторным соплом 11 и корпусом 1. Порошок продавливается вдоль стенки трубопровода, где оболочка 4 конусной передней частью формирует из него покрытие цилиндрической формы. Под действием индукционного и ультразвукового полей происходит "холодное спекание" металлического порошка. Газообразные продукты спекания через выходы 15 поступают в полость 13 и осушают порошок. 1 з.п.ф-лы, 1 ил.
19 а 1 7 2 3 Ч 5 6 Kl5Bi8wu12irM
. / / / / / / Ml HLL.
tfiirffft.f. f s f rr,ffJL{(tf,6tffl Ailf r JT/ I
f} ЯКААТа
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| БИВАЛЕНТНАЯ ВАКЦИНА ПРОТИВ БОЛЕЗНИ МАРЕКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2144377C1 |
