Изобретение относится к машиностроению и предназначено для автоматизации наведения рабочего органа на стык при сварке.
Целью изобретения является повышение точности слежения за криволинейным пространственным стыком и устранение залипания чувствительного элемента в зазоре стыка.
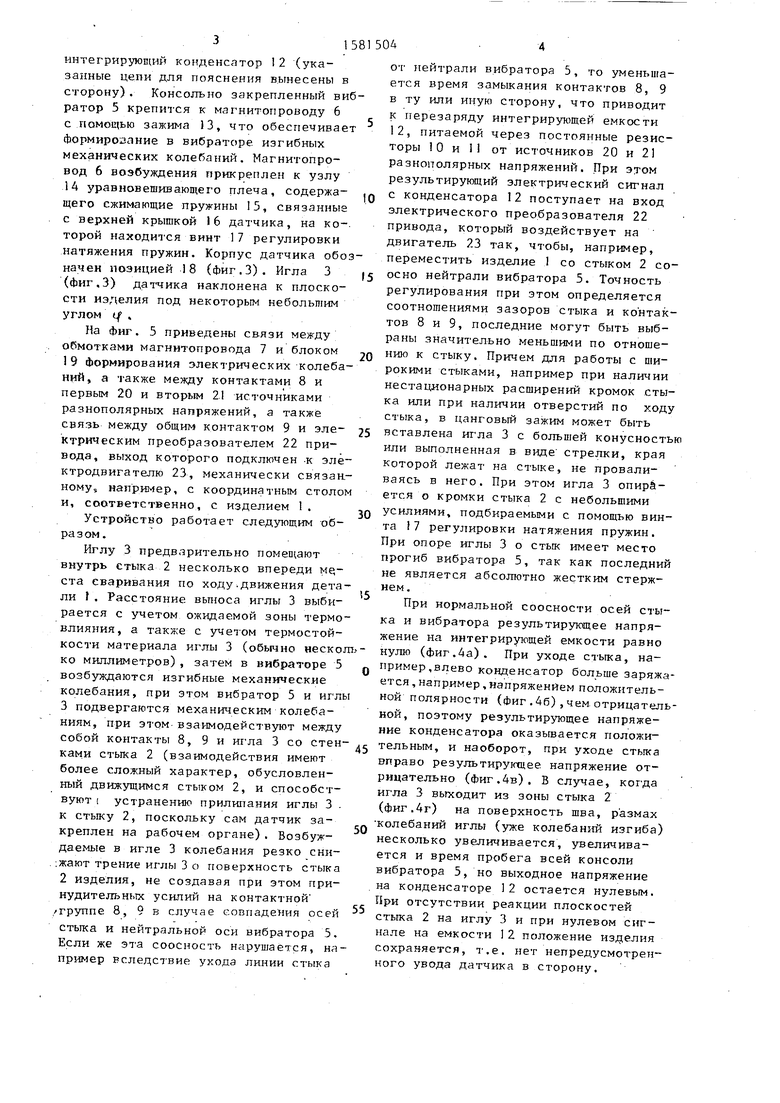
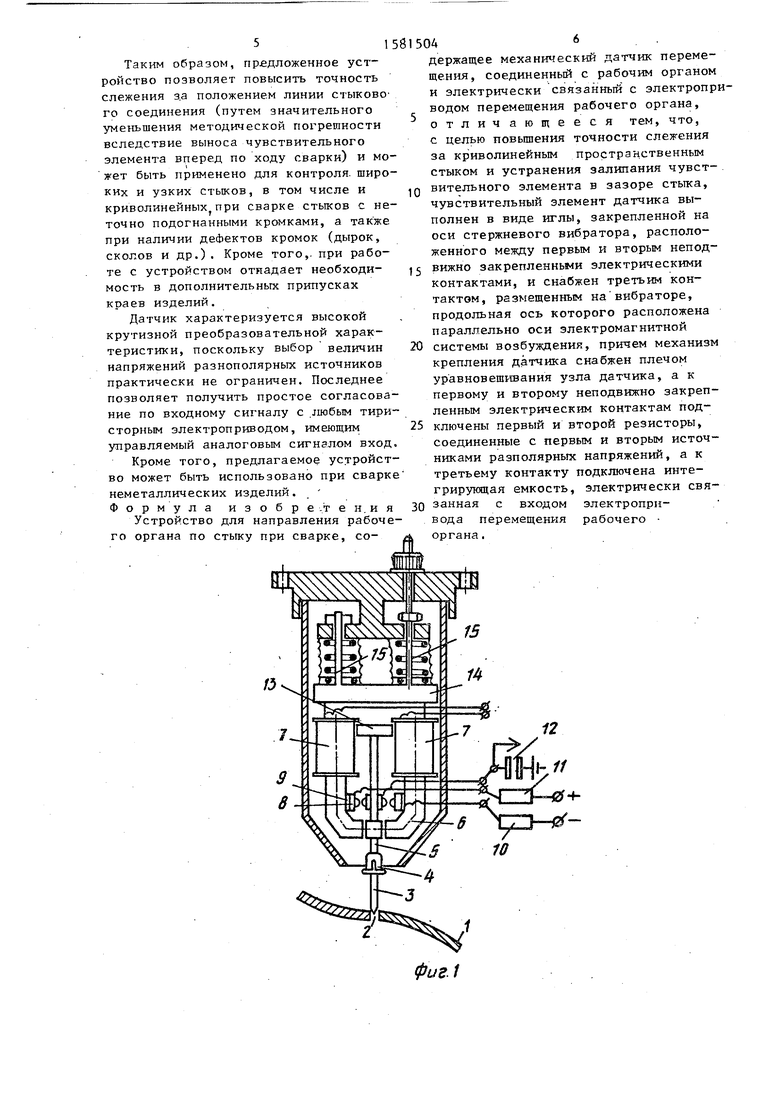
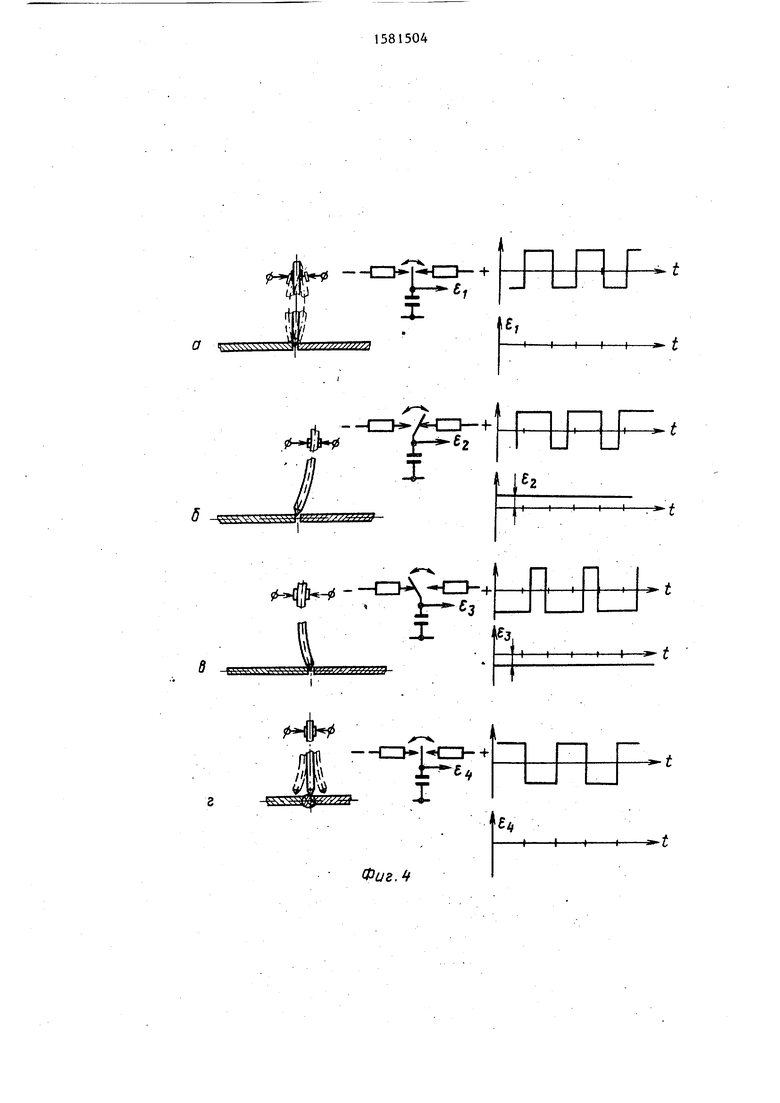
На фиг. 1 представлено устройство,разрез; на фиг.2 -то же,вид сверху, на фиг. 3 - то же, вид сбоку, на Фиг, 4 - положение иглы относительно стыка: при нормальной соосности осей стыка и вибратора (фиг.4а), при уходе стыка влево (фиг.4б), вправо (фиг.4в) и при выходе иглы из зоны стыка (фиг.4г), а также переключения интегрирующего конденсатора и временные диаграммы, условно учитывающие направление ухода иглы от нейтрали и уровень постоянного напряжения на выходе интегрирующего конденсат ора на фиг. 5 - электрическая схема.
Устройство (фиг.1) соориентирова- но относительно изделия 1 со стыком 2, внутои которого помещена игла 3, другой конец которой закреплен в цанге 4 стержневого, преимущественно плоского, вибратора 5, расположенного соосно с магнитопроводом 6 с катушками 7 возбуждения механических колебаний в вибраторе 5. Относительно вибратора 5 расположена контактная группа из двух близко расположенных контактов 8 и находящегося между ними общего контакта 9, закреппенно- го на вибраторе 5 и изолированного от него. К контактам 8 соответственно подключены постоянные первый 10 и второй 11 резисторы, а к общему 9 сл
эо
У1
315
интегрирующий конденсатор 12 (указанные цепи для пояснения вынесены в сторону). Консолъно закрепленный вибратор 5 крепится к магнитопроводу 6 с помощью зажима 13, что обеспечивает Формирование в вибраторе иэгибных механических колебаний. Магнитопро- вод 6 возбуждения прикреплен к узлу 14 уравновешивающего плеча, содержащего сжимающие пружины 15, связанные с верхней крышкой 16 датчика, на которой находится винт 17 регулировки натяжения пружин. Корпус датчика обозначен позицией 18 (фиг.З). Игла 3 (Фиг.З) датчика наклонена к плоскости изделия под некоторым небольшим
УГЛОМ Lf ,
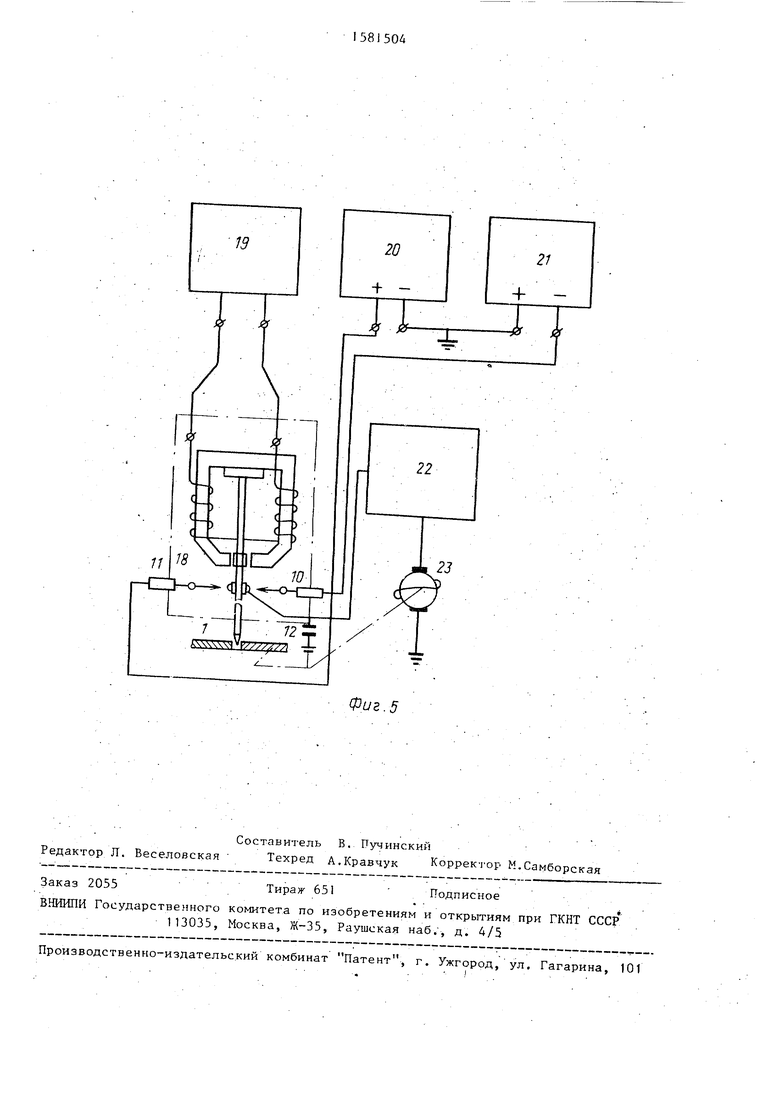
На фиг. 5 приведены связи между обмотками магнитопровода 7 и блоком 19 Формирования электрических колебаний, а также между контактами 8 и первым 20 и вторым 21 источниками разнополярных напряжений, а также связь между общим контактом 9 и эле- ктрическим преобразователем 22 привода, выход которого подключен к электродвигателю 23, механически связанному, например, с координатным столом и, соответственно, с изделием 1.
Устройство работает следующим образом.
Иглу 3 предварительно помещают внутрь стыка 2 несколько впереди ме,- ста сваривания по ходу.движения детали f. Расстояние выноса иглы 3 выбирается с учетом ожидаемой зоны термовлияния, а также с учетом термостойкости материала иглы 3 (обычно несколко миллиметров), затем в вибраторе 5 возбуждаются изгибные механические колебания, при этом вибратор 5 и иглы 3 подвергаются механическим колебаниям, при этом взаимодействуют между собой контакты 8, 9 и игла 3 со стенками стыка 2 (взаимодействия имеют более сложный характер, обусловленный движущимся стыком 2, и способствуют ( устранению прилипания иглы 3 к стыку 2, поскольку сам датчик закреплен на рабочем органе). Возбуждаемые в игле 3 колебания резко снижают трение иглы 3 о поверхность стыка 2 изделия, не создавая при этом принудительных усилий на контактной /группе 8, 9 в случае совпадения осей
стыка и нейтральной оси вибратора 5. Если же эта соосность нарушается, например вследствие ухода линии стыка
0
0
5
,
от нейтрали вибратора 5, то уменьшается время замыкания контактов 8, 9 в ту или иную сторону, что приводит к перезаряду интегрирующей емкости 12, питаемой через постоянные резисторы 10 и И от источников 20 и 21 разнополярных напряжений. При этом результирующий электрический сигнал с конденсатора 12 поступает на вход электрического преобразователя 22 привода, который воздействует на двигатель 23 так, чтобы, например, переместить изделие 1 со стыком 2 со- осно нейтрали вибратора 5. Точность регулирования при этом определяется соотношениями зазоров стыка и контактов 8 и 9, последние могут быть выбраны значительно меньшими по отношению к стыку. Причем для работы с широкими стыками, например при наличии нестационарных расширений кромок стыка или при наличии отверстий по ходу стыка, в цанговый зажим может быть вставлена игла 3 с большей конусностью или выполненная в виде стрелки, края которой лежат на стыке, не проваливаясь в него. При этом игла 3 опирается о кромки стыка 2 с небольшими усилиями, подбираемыми с помощью винта 17 регулировки натяжения пружин. При опоре иглы 3 о стык имеет место прогиб вибратора 5, так как последний не является абсолютно жестким стержнем.
При нормальной соосности осей стыка и вибратора результирующее напряжение на интегрирующей емкости равно нулю (фиг.4а). При уходе стыка, например,влево конденсатор больше заряжается , например,напряжением положительной полярности (Фиг.46),чем отрицательной, поэтому результирующее напряжение конденсатора оказывается положительным, и наоборот, при уходе стыка вправо результирующее напряжение отрицательно (фиг.4в). В случае, когда игла 3 выходит из зоны стыка 2 (фиг.4г) на поверхность шва, размах колебаний иглы (уже колебаний изгиба) несколько увеличивается, увеличивается и время пробега всей консоли вибратора 5, но выходное напряжение на конденсаторе 12 остается нулевым. При отсутствии реакции плоскостей стыка 2 на иглу 3 и при нулевом сигнале на емкости 12 положение изделия сохраняется, т.е. нет непредусмотренного увода датчика в сторону.
0
15
45
55
515
Таким образом, предложенное устройство позволяет повысить точность слежения за положением линии стыково го соединения (путем значительного уменьшения методической погрешности вследствие выноса чувствительного элемента вперед по ходу сварки) и может быть применено для контроля широких и узких стыков, в том числе и криволинейныхтпри сварке стыков с неточно подогнанными кромками, а также при наличии дефектов кромок (дырок, сколов и др.). Кроме того, при работе с устройством отпадает необходимость в дополнительных припусках краев изделий.
Датчик характеризуется высокой крутизной преобразовательной характеристики, поскольку выбор величин напряжений разнополярных источников практически не ограничен. Последнее позволяет получить простое согласование по входному сигналу с любым тири- сторным электроприводом, имеющим управляемый аналоговым сигналом вход. Кроме того, предлагаемое устройство может быть использовано при сварке неметаллических изделий. . Формула изобре.тения
Устройство для направления рабочего органа по стыку при сварке, со5046
держащее механический датчик перемещения, соединенный с рабочим органом и электрически связанный с электроприводом перемещения рабочего органа,
отличающееся тем, что, с целью повышения точности слежения за криволинейным пространственным стыком и устранения залипания чувствительного элемента в зазоре стыка, чувствительный элемент датчика выполнен в виде иглы, закрепленной на оси стержневого вибратора, расположенного между первым и вторым непод5 вижно закрепленными электрическими контактами, и снабжен третьим контактом, размещенным на вибраторе, продольная ось которого расположена параллельно оси электромагнитной
0 системы возбуждения, причем механизм крепления датчика снабжен плечом уравновешивания узла датчика, а к первому и второму неподвижно закрепленным электрическим контактам под5 ключены первый и второй резисторы, соединенные с первым и вторым источниками разполярных напряжений, а к третьему контакту подключена интегрирующая емкость, электрически свяо занная с входом электропривода перемещения рабочего органа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство слежения за стыком | 1986 |
|
SU1425009A1 |
| Датчик слежения за стыком | 1991 |
|
SU1825685A1 |
| Способ слежения за стыком свариваемых изделий и устройство для его осуществления | 1987 |
|
SU1741999A1 |
| Датчик слежения за стыком | 1988 |
|
SU1507546A1 |
| Датчик расстояния от инструмента до поверхности изделия | 1986 |
|
SU1333501A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Электрическая машина постоянного тока с вентильно-механическим коммутатором | 1982 |
|
SU1069074A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1988 |
|
SU1593821A1 |
| Датчик слежения за стыком | 1988 |
|
SU1785855A1 |
| Устройство для автоматического слежения за сварным швом | 1983 |
|
SU1094690A1 |
Изобретение относится к области машиностроения и предназначено для автоматизации сварочных процессов. Целью изобретения является повышение точности слежения за криволинейным стыком и устранение залипания чувствительного элемента в зазоре стыка. Датчик имеет чувствительную часть, выполненную в виде колеблющегося консольного вибратора с иглой на конце. Вибратор снабжен контактной группой с подсоединенными к ней постоянными резисторами и интегрирующим конденсатором, связанным с преобразователем электропривода перемещения рабочего органа. Устройство позволяет получить высокую точность слежения за стыком для металлических и неметаллических материалов путем регулируемой крутизны преобразовательной характеристики. 5 ил.
фиг.1
Фиг 2
х
ч
Фиг.з
а
- Ф
-t--i-i-i-i- -1
ь
z
X
iЈ2
-fК
i-tft,
H111 -
i
e«
H11(
ФигЛ
W
V Ч
/
я
1
18
зис
Vi
f////f77l
Фиг 5
| Устройство для автоматического направления сварочной головки по стыку | 1972 |
|
SU420219A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
