Изобретение относится к автоматизации сварочного производства, в частности, работ при лазерной сварке.
Цель изобретения - расширение функциональных возможностей и повьшение точности определения положения стыка.
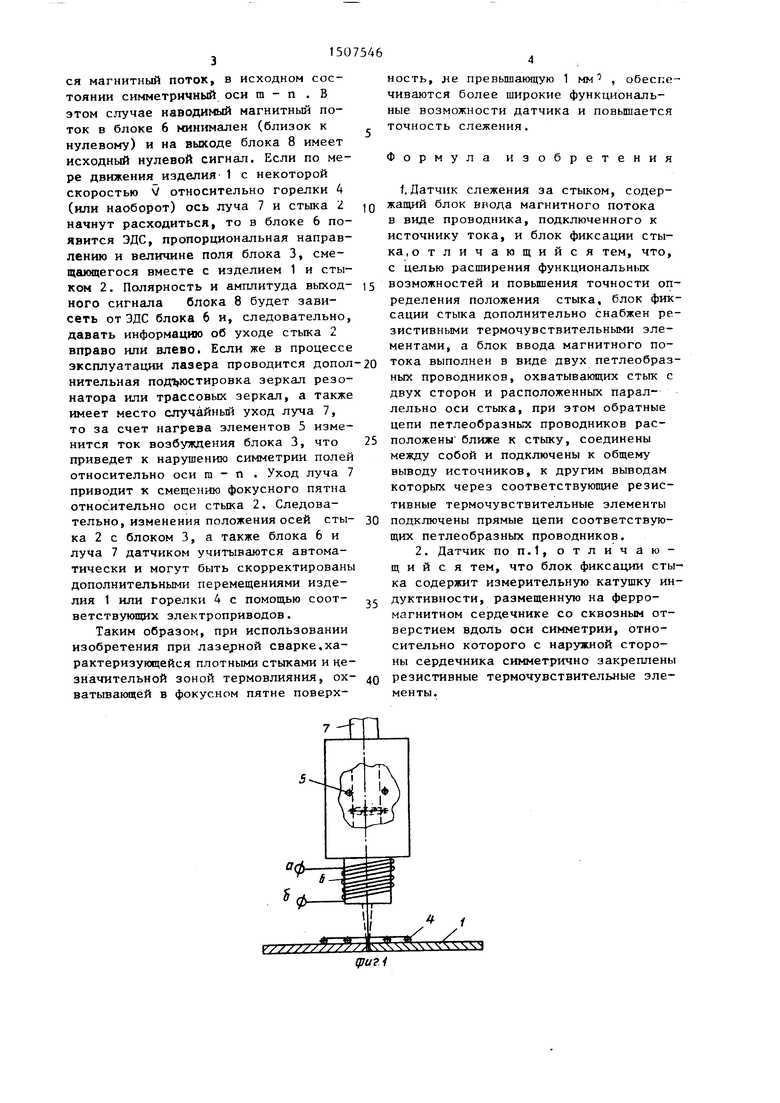
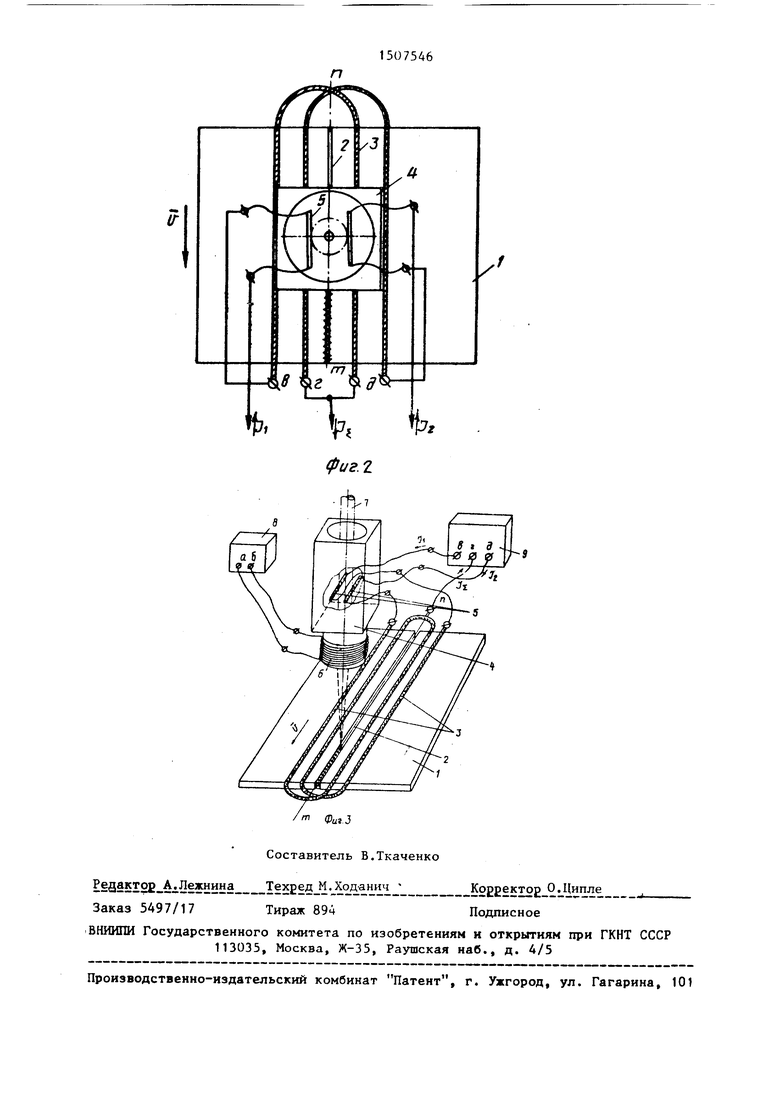
На фиг. 1 изображен датчик слежения за стыком; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, об- пщй вид.
На изделие 1 (фиг. 1 и 2) со стыком 2 наложен блок 3 ввода магнитного потока в изделие, общая ось симметрии m - п которого соосна стыку 2. Установлениая над стыком лазерная го- .релка 4 с резистивныни термочувствительными элементами 5 внутри нее в нижней своей части содержит бло|к 6
фиксации, через KOTopfctfi проходит трасса лазерного . Блок 6 фиксации подсоединен к измерительному преобразователю 8. Для создания магнитного потока в блоке 3 ввода имеется источник 9 (фиг.З),
Датчик работает следующим образом.
Относительно стыка 2 закрепляют блок 3 ввода и подключают его к источнику 9; блок 6 фиксации подключают к блоку 8, при этом ось стыка 2 и ось m -.п совпадают,В исходном состоянии положение лазерного луча 7 соосно оси блока 6 фиксации и оси стыка 2, при этом луч 7 не касается датчиков 5. Током возбуждения оси источника 9 в витках блока 3 наводитСП
О «
сд
4 Од
ся магнитный поток, в исходном состоянии симметричный оси m - п . В этом случае наводимый магнитный поток в блоке 6 минимален (близок к нулевому) и на выходе блока 8 имеет исходный нулевой сигнал. Если по мере движения изделия 1 с некоторой скоростью V относительно горелки 4 (или наоборот) ось луча 7 и стыка Z начнут расходиться, то в блоке 6 появится ЭДС, пропорциональная направлению и величине поля блока 3, смещающегося вместе с изделием 1 и стыком 2. Полярность и амплитуда выход- него сигнала блока 8 будет зависеть от ЭДС блока 6 и, следовательно, давать информацию об уходе стыка 2 вправо или влево. Если же в процессе эксплуатации лазера проводится допол нительная подт)юстировка зеркал резонатора или трассовых зеркал, а также имеет место случайный уход луча 7, то за счет нагрева элементов 5 изменится ток возбуждения блока 3, что приведет к нарушению симметрии полей относительно оси m - п . Уход луча 7 приводит X смещению фокусного пятна относительно оси стыка 2. Следовательно, изменения положения осей сты- ка 2 с блоком 3, а также блока 6 и луча 7 датчиком учитываются автоматически и могут быть скорректированы дополнительными перемещениями изделия 1 или горелки 4 с помощью соот- ветствующих электроприводов.
Таким образом, при использовании изобретения при лазерной сварке,характеризующейся плотными стыками и незначительной зоной термовлияния, ох- ватывающей в фокусном пятне поверхность, не превышающую 1 мм , обеспечиваются более широкие функциональные возможности датчика и повьшается точность слежения.
Формула изобретения
1.Датчик слежения за стыком, содержащий блок врода магнитного потока в виде проводника, подключенного к источнику тока, и блок фиксации стыка,отличающийся тем, что, с целью расширения функциональных возможностей и повьшения точности определения положения стыка, блок фиксации стыка дополнительно снабжен ре- зистивными термочувствительными элементами, а блок ввода магнитного потока выполнен в виде двух петлеобразных проводников, охватывающих стык с двух сторон и расположенных параллельно оси стыка, при этом обратные цепи петлеобразных проводников расположены ближе к стыку, соединены между собой и подключены к общему выводу источников, к другим выводам которых через соответствующие резис- тивные термочувствительные элементы подключены прямые цепи соответствующих петлеобразных проводников.
2. Датчик ПОП.1, отличающийся тем, что блок фиксации стыка содержит измерительную катушку индуктивности, размещенную на ферромагнитном сердечнике со сквозным отверстием вдоль оси симметрии, относительно которого с наружной стороны сердечника симметрично закреплены резистивные термочувствительные элементы.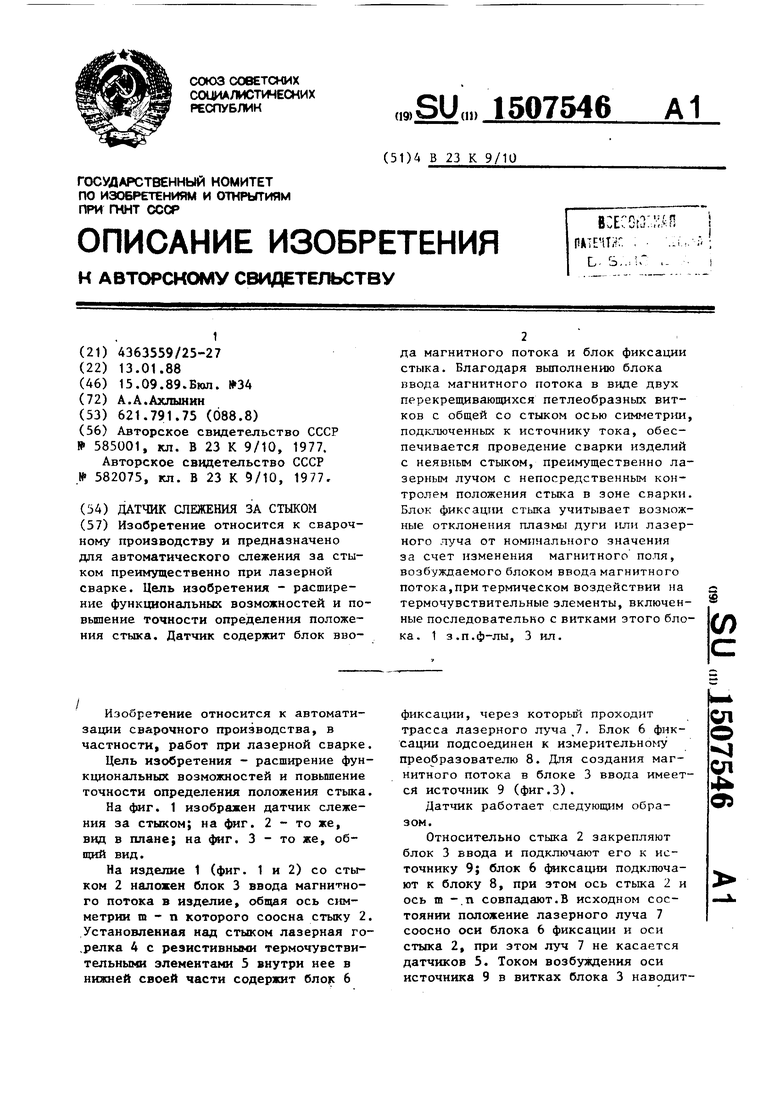
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство слежения за стыком | 1986 |
|
SU1425009A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1988 |
|
SU1593821A1 |
| Способ слежения за стыком свариваемых изделий и устройство для его осуществления | 1987 |
|
SU1741999A1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| Электромагнитный датчик для слежения за свариваемым стыком | 1974 |
|
SU556910A1 |
| Устройство для направления рабочего органа по стыку при сварке | 1987 |
|
SU1581504A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДОЛЬНОШОВНЫХ ТРУБ СВАРКОЙ ЛАЗЕРОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120365C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| Устройство для управления электроннолучевой сваркой | 1980 |
|
SU899301A1 |
| Датчик слежения за стыком | 1988 |
|
SU1785855A1 |
Изобретение относится к сварочному производству и предназначено для автоматического слежения за стыком преимущественно при лазерной сварке. Цель изобретения - расширение функциональных возможностей и повышение точности определения положения стыка. Датчик содержит блок ввода магнитного потока и блок фиксации стыка. Благодаря выполнению блока ввода магнитного потока в виде двух перекрещивающихся петлеобразных витков с общей со стыком осью симметрии, подключенных к источнику тока, обеспечивается проведение сварки изделий с неявным стыком, преимущественно лазерным лучом с непосредственным контролем положения стыка в зоне сварки. Блок фиксации стыка учитывает возможные отклонения плазмы дуги или лазерного луча от номинального значения за счет изменения магнитного поля, возбуждаемого блоком ввода магнитного потока, при термическом воздействии на термочувствительные элементы, включенные последовательно с витками этого блока. 1 з.п. ф-лы, 3 ил.
ФигЗ
| Индукционный дифференциальный датчик положения свариваемого стыка | 1976 |
|
SU585001A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Индукционный дифференциальный датчик положения свариваемого стыка | 1975 |
|
SU582075A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
