Изобретение относится к машиностроению и может быть использовано в котельном производстве при сборке под сварку коллекторов котлов и кот- лоагрегатов разной мощности с газоплотными панелями, имеющими разведенные в двух пересекающихся плоскостях концы труб.
Цель изобретения - повышение про- изводительности путем обеспечения автоматического поперечного смещения концов труб при введении в коллектор
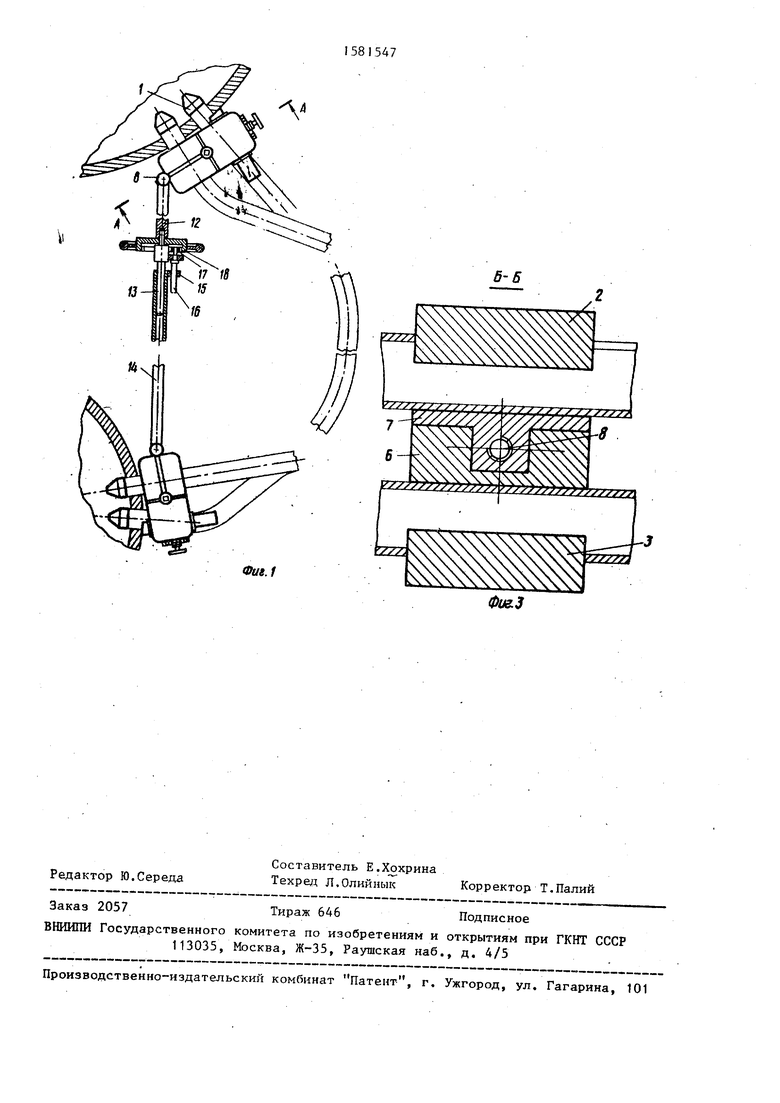
На фиг. 1 схематично изображено предлагаемое устройство; на фиг. 2 - се- чение А-А на фиг. 1; на фиг . 3 - сечение Б-Б на фиг. 2.
Устройство содержит две фальшла- нели из штырей 1 с конусной заход- ной частью и диаметром цилиндрической части, равным наружному диаметру труб панели, внешний и внутренний ловители труб одного края панели в виде реек 2 и 3 с трапецеидальными высту- пами 4 и впадинами 5, при этом шаг впадин соответствует расчетному шагу ряда труб панели (отверстий в коллекторе), механизм поперечного смещение реек, состоящий из плиты 6 и ползуна 7 с клиновыми скосами и соединенного с ползуном 7 ходового винта 8 с механизмом 9 вращения и фиксации ходового винта, трапецеидальный фиксатор 10, расположенный на ,плите 6, шарниры 11, смонтированные )на нижней рейке 3, с помощью которых закрепляются, штанги 12 с цилиндрическим хвостовиком 13, телескопичес- ки соединенные со штангами 14, устанавливаемыми по краям панели, на каждой штанге 14 закреплена гайка 15, взаимодействующая с винтом 16, закрепленным на сопрягаемой штанге 12 и посредством шестерни 17 через , внутреннее зацепление связанным с маховиком 18,концентрично установленным на штанге 12. Механизм вращения ходового винта 9 состоит из насаженных на ходово винт 8 зубчатого .колеса 19, связанного с зубчатой рейкой 20, храпово- го колеса 21, взаимодействующего с защелкой 22, и рукоятки 23. Сменные торцовые ограничительные планки 24 и 25 установлены с правого и левого торца внешнего и внутреннего ловите- лей труб каждого края панели.
Устройство работает следующим образом.
Q
5
Q 5 О 5
0
0
5
Штыри 1 устанавливают во все трубы панели. Между верхним и нижним рядами труб каждой стороны панели устанавливают механизм поперечного смещения реек, ориентируемый посредством трапецеидального фиксатора 10, размещенного между первой и второй трубами края панели, и с помощью ходового винта 8 соединенный с механизмом 9 вращения и фиксации этого винта. Затем обхватывают верхний и нижний ряды труб одного края панели соответственно рейками 2 и 3. Завершается сборка устройства установкой сменных торцовых ограничительных планок 24 и 25, которые ограничивают заданный размер разводки рядов концов труб. Затем вращением рукоятки, насаженной на ходовой винт 8, разводят плиту 6 , и ползун 7 до заданного размера, допускаемого сменными ограничительными планками 24 и 25. При этом защелка 22 устанавливается в положение, при котором допускается вращение храпового колеса 21 в направлении разведения рядов концов труб. По достижении заданного размера разводки рядов концов защелку 22 поворачивают на 180 , при этом вращение храпового колеса 21, а следовательно, ходового винта 8 ограничивается в данном направлении, а в направлении сведения рядов концов труб становится свободным.
При разведении концов двух рядов труб расстояние между ними устанавливается равным хорде между верхним и нижним рядами отверстий снаружи коллектора. При этом оба ряда труб каждого края панели укладываются в верхнюю 2 и нижнюю 3 рейки, ко.торые являются базирующими приспособлениями и обеспечивают выравнивание рядов труб по плоскости и по шагу, самоустанавливающихся по трапецеидальным пазам, компенсируя, таким образом, неточности изготовления труб и деформации, возникающие при сварке панелей и отгибке концов.
Затем штыри концов труб вводят с одной стороны в отверстия верхнего коллектора. Вращая маховик 18 в ту или иную сторону через внутреннее зацепление, приводят во вращение шестерню 17 и винт 16, в результате чего штанги 12 и 14 перемещаются, сближая или удаляя одну от другой стороны панели и тем самым меняя межцентровое расстояние между внешним и
515
внутренним кницами рядов труб панели до тех пор, пока оно не станет равным расстоянию между отверстиями в верхнем и нижнем коллекторах. После этого вводят штыри концов труб противоположной стороны панели и начинают направлять панель, и следовательно, концы труб в коллектор. Во время продвижения зубчатая рейка 20, упираясь в коллектор, начинает через зубчатое колесо 19 проворачивать ходовой винт 8 в направлении сведения реек 2 и 3. Вследствие этого, предварительно разведенные концы труб под действием упругих сил сводятся и к моменту прохождения всей толщины стенки коллектора расстояние между концами труб становится равным расстоянию между отверстиями внутри коллектора. Требуемая скорость поперечного смещения труб в зависимости от скорости ввода их в коллектор обеспечивается выбором соответствующего числа зубьев зубчатого колеса 19, Указанное смещение рядов концов труб происходит одновременно на обоих сто ронах панели.
Таким образом, использование предлагаемого устройства для сборки газоплотных трубных панелей с коллекторами паровых котлов обеспечивает точную фиксацию рядов концов труб каждой стороны панели, позволяет быстро и точно ориентировать их от547
носительно коллекторов и осуществлять цикл сборки панели на одном рабочем месте.
Формула изобретения Устройство для сборки газоплотных трубных панелей с коллекторами паровых котлов, содержащее ловители для концов труб, выполненные в виде реек
Q с трапецеидальными выступами и впадинами, механизм поперечного смещения реек, телескопические штанги, шарнирно соединенные с ловителями труб и связанные между собой посред5 ством винтового соединения, отличающееся тем, что, с целью повышения производительности путем обеспечения автоматического поперечного смещения концов труб при вве0 дении в коллектор, устройство снабжено сменными торцовыми ограничительными планками для реек ловителей, а механизм поперечного смещения реек выполнен в виде расположенных с воз5 можностью взаимодействия между собой плиты и ползуна с клиновыми скосами,соединенного с ползуном ходового винта с рукояткой, зубчатого и храпового колес, смонтированных на ходовом
Q винте, зубчатой рейки, подвижно установленной на плите с возможностью взаимодействия с зубчатым колесом ходового винта и выполненной с упорной поверхностью для коллектора парового котла и закрепленной на плите
5
защелки для храпового колеса,
Фи$.1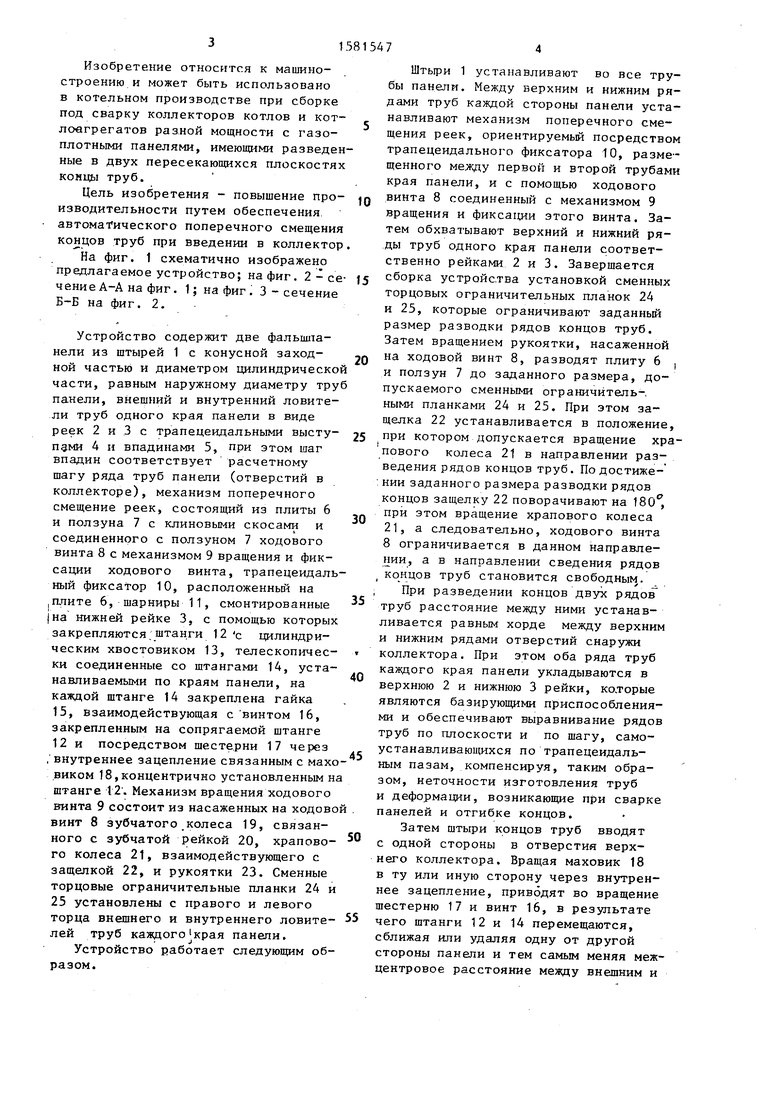
Иок машиностроению и может быть использовано в котельном производстве при сборке под сварку коллекторов паровых котлов с газоплотными трубными панелями. Цель изобретения - повышение производительности путем обеспечения автоматического поперечного смещения концов труб при введении в коллектор. Во все трубы панели устанавливают штыри с конусной заходной частью. Между верхним и нижним рядами труб каждой стороны панели устанавливают механизм поперечного смещения реек 2 и 3, выполненный в виде плиты и ползуна с клиновыми скосами и соединенного с ползуном ходового винта 8 с механизмом 9 вращения и фиксации этого винта. Обхватывают верхний и нижний ряды труб одного края панели рейками 2 и 3, устанавливают сменные торцовые ограничительные планки 24 и 25. Вращением рукоятки 23 разводят плиту 6 и ползун 7 до заданного размера. По достижении заданного размера разводки защелку 22 поворачивают на 180°. Затем на гири концов труб вводят в отверстия коллектора. При этом зубчатая рейка 20, упираясь в коллектор, через зубчатое колесо 19 проворачивает ходовой винт 8 в направлении сведения реек 2 и 3. Требуемая скорость сведения концов труб в зависимости от скорости ввода их в коллектор обеспечивается выбором числа зубьев колеса 19. Такое выполнение устройства позволяет механизировать сборку коллекторов с панелями. 3 ил.
| Устройство для сборки газоплотных панелей с котельными барабанами | 1978 |
|
SU774884A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
