Изобретение относится к промышленности строительства и стройматериалов, в частности к области производства кварцевых труб.
Цель изобретения - улучшение качества, а также увеличение выхода годного.
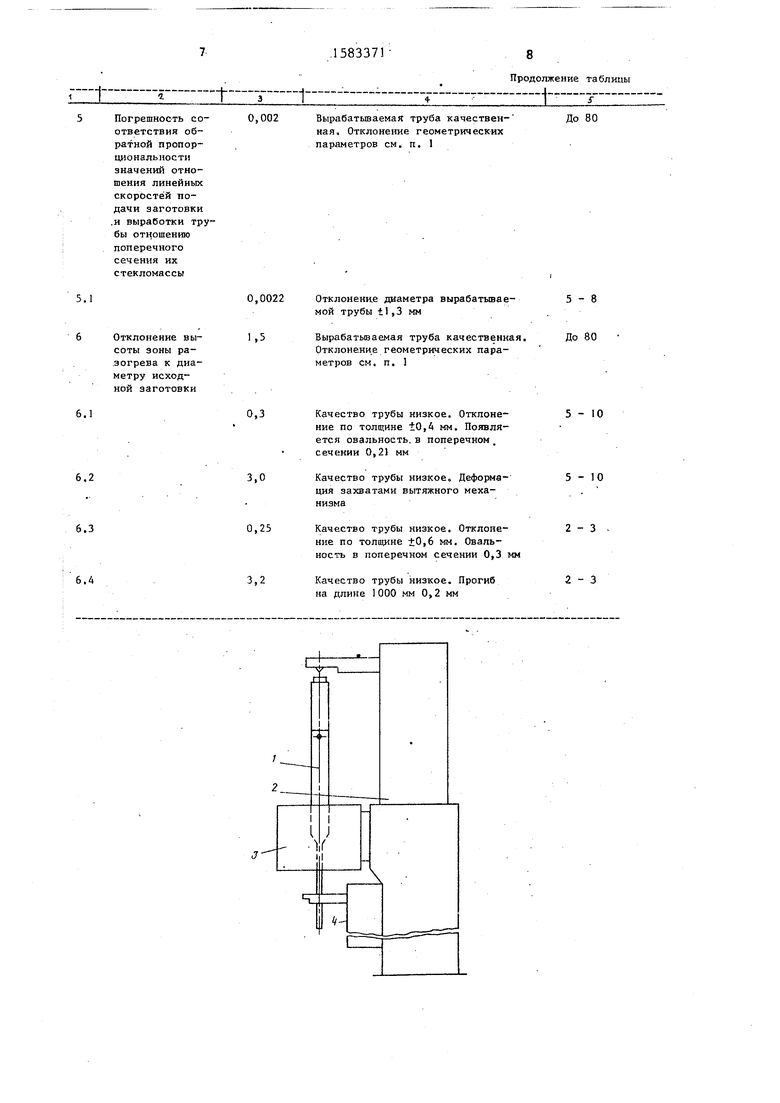
На чертеже представлена установка,, с помощью которой осуществляется процесс получения точноразмерных кварцевых опорных труб.
Труба - заготовка 1 закрепляется в механизме 2 подвешивания и перемещения заготовок, с регулируемой скоростью подается в предварительно разогретую нагревательную камеру 3, где
происходит разогрев до размягчения ее нижнего торца. Разогретая часть заготовки заправляется в захваты вытяжного механизма 4, который обеспечивает вытягивание трубы со скоростью 0,5 - 50 мм/с.
Электрический нагрев и поддержание заданной мощности на нагревателе осуществляется с применением локального контура автоматического регулирования электрической мощности. Поддержание стабильной скорости подачи и вытяжки изделий омуществляется с применением системы числового программного управления.
СП 00 00 00
31583371
Предлагаемый способ позволяет улучшить качество вырабатываемого изделия и увеличить выход годного,
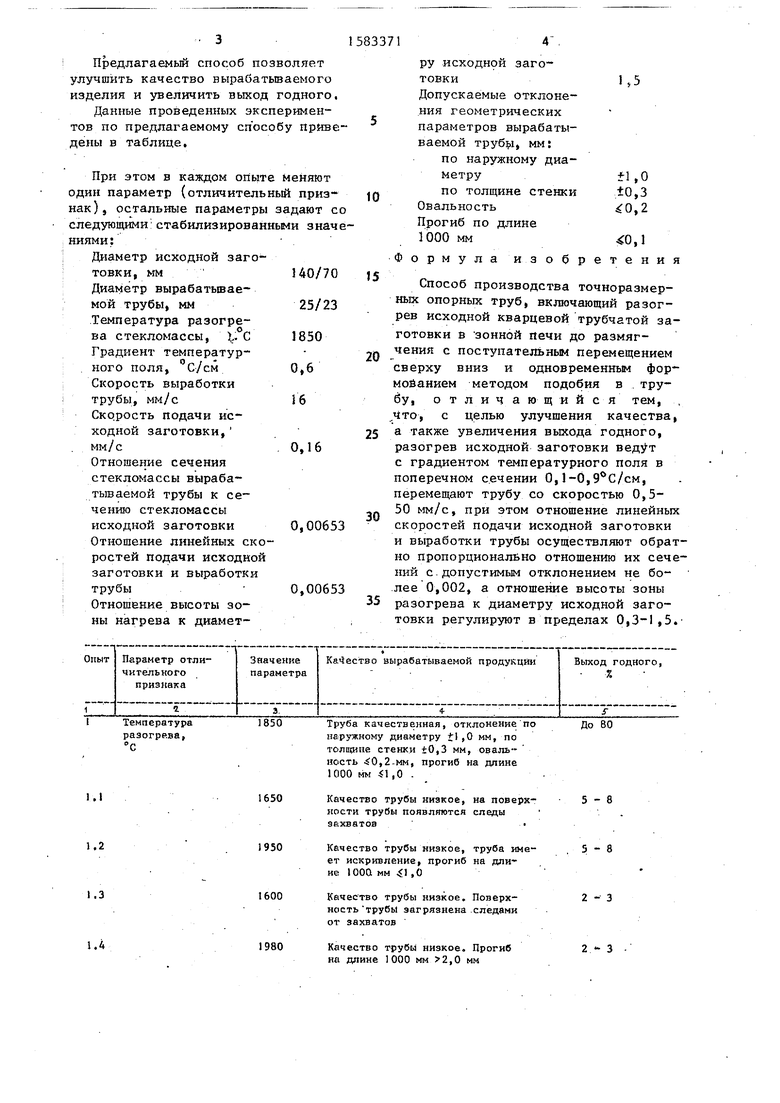
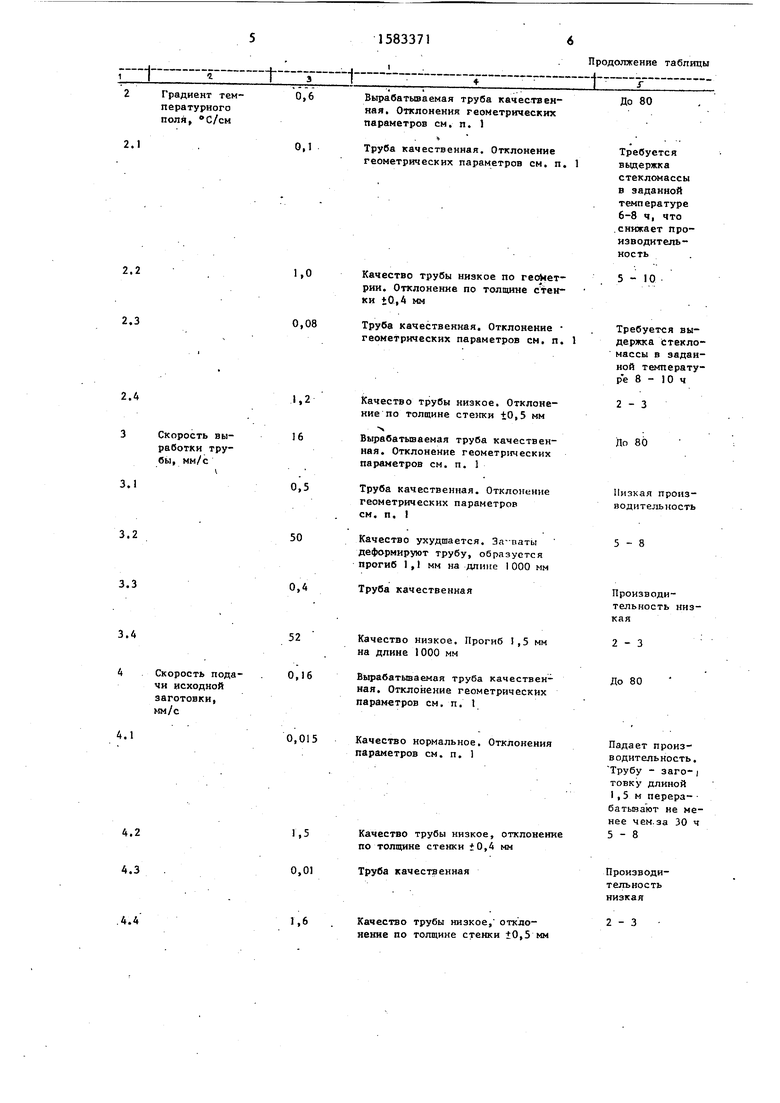
Данные проведенных экспериментов по предлагаемому способу приведены в таблице.
При этом в каждом опыте меняют дин параметр (отличительный призак), остальные параметры задают со ледующими стабилизированными значеиями :
Диаметр исходной заготовки, мм140/70 Диаметр вырабатываемой трубы, мм25/23 Температура разогрева стекломассы, , С 1850 Градиент температурного поля, С/см 0,6 Скорость выработки трубы, мм/с 16 Скорость подачи исходной заготовки, мм/с 0,16 Отношение сечения стекломассы вырабатываемой трубы к сечению стекломассы исходной заготовки 0,00653 Отношение линейных скоростей подачи исходной заготовки и выработки трубы 0,00653 Отношение высоты зоны нагрева к диамет
ру исходной заготовки1 ,5 Допускаемые отклонения геометрических параметров вырабатываемой трубы, мм: по наружному диаметру fi ,0 по толщине стенки ±0,3 Овальность 0,2 Прогиб по длине 1000 мм
Формула изо
0,1 бретения
Способ производства точноразмер- ных опорных труб, включающий разогрев исходной кварцевой трубчатой заготовки в зонной печи до размягчения с поступательным перемещением сверху вниз и одновременным формованием методом подобия в трубу, отличающийся тем, „что, с целью улучшения качества, а также увеличения выхода годного, разогрев исходной заготовки ведут с градиентом температурного поля в поперечном сечении 0,1-0,9°С/см, перемещают трубу со скоростью 0,5- 50 мм/с, при этом отношение линейных скоростей подачи исходной заготовки и выработки трубы осуществляют обратно пропорционально отношению их сечений с допустимым отклонением не более 0,002, а отношение высоты зоны разогрева к диаметру исходной заготовки регулируют в пределах 0,3-1,5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления кварцевых труб | 1980 |
|
SU945095A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК КВАРЦЕВОГО СТЕКЛА | 1991 |
|
RU2005696C1 |
| Способ изготовления кварцевых капилляров | 1979 |
|
SU833588A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТУГОПЛАВКОГО СТЕКЛА | 1996 |
|
RU2117642C1 |
| Способ переформования труб | 1976 |
|
SU715513A1 |
| Способ получения профильных изделий из кварцевого стекла | 1989 |
|
SU1699966A1 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| Способ получения полых заготовок из кварцевого стекла | 1988 |
|
SU1636354A1 |
| Установка для вытягивания стеклянных трубок | 1989 |
|
SU1659366A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА (ВАРИАНТЫ) | 2000 |
|
RU2177914C1 |
Изобретение относится к промышленности строительства и стройматериалов, в частности к области производства кварцевых труб. Цель изобретения - улучшение качества, а также увеличение выхода годного. С этой целью исходную кварцевую трубчатую заготовку разогревают в зонной трубчатой печи до размягчения стекломассы, при этом последней придают поступательное перемещение сверху вниз и одновременно формуют и вырабатывают методом подобия в трубу. Исходную заготовку разогревают до 1650-1950°С. Градиент температурного поля в поперечном сечении заготовки поддерживают равным 0,1-0,9°С/см. Вырабатывают трубу со скоростью 0,5-50 мм/с. При этом отношение линейных скоростей подачи исходной заготовки и выработки трубы осуществляют обратно пропорционально отношению их сечений с допустимым отклонением не более 0,002. Отношение высоты зоны разогрева к диаметру исходной заготовки регулируют в пределах от 0,3 до 1,5. 1 табл., 1 ил.
1 Температура разогрева, С
1850Труба качественная, отклонение поДо 80
наружному диаметру tl,0 мм, по толщине стенки tO,3 мм, овальность 0,2-мм, прогиб на длине 1000 мм Л,0 .
1650Качество трубы низкое, на поверх-5-8
кости трубы появляются следы захватов
1950Качество трубы низкое, труба име-. 5-8
ет искривление, прогиб на длине 1000. мм 1,0
1600Качество трубы низкое. Поверх-2-3
ность трубы загрязнена следами or захватов
1980Качество трубы низкое. Прогиб2-3
на длине 1000 мм 2,0 мм
0,015
1,5 0,01
1,6
лонения
отклонение мм
откло10,5 мм
Падает производительность. Трубу - заго- i товку длиной 1,5м перерабатывают не менее чем за 30 ч 5-8
Производительностьнизкая
2-3
it T 1 4-1
-1
0,002
Вырабатываемая труба качественная, Отклонение геометрических параметров см. п. 1
.1
Отклонение высоты зоны разогрева к диаметру исходной заготовки
0,0022
1,5
Отклонение диаметра вырабатываемой трубы 11,3 мм
Вырабатываемая труба качественная. Отклонение геометрических параметров см. п, 1
0,3
3,0
0,25
3,2
Качество трубы низкое. Отклонение по толщине tO,4 мм. Появляется овальность, в поперечном. сечении 0,21 мм
Качество трубы низкое. Деформация захватами вытяжного механизма
Качество трубы низкое. Отклонение по толщине ±0,6 мм. Овальность в поперечном сечении 0,3 мм
Качество трубы низкое. Прогиб на длине 1000 мм 0,2 мм
1
Продолжение таблицы
-1г
До 80
5-8 До 80
5-10
5-10
2-3
2-3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
