(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства точноразмерных опорных труб | 1988 |
|
SU1583371A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 1999 |
|
RU2235071C2 |
| Плавленолитой высоко-глиноземистый огнеупорный материал | 1991 |
|
SU1796601A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК С СОСТАВНОЙ СЕРДЦЕВИНОЙ ДЛЯ ОПТИЧЕСКИХ ВОЛНОВОДОВ (ВАРИАНТЫ) | 1998 |
|
RU2173672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2004 |
|
RU2272002C2 |
| Фритта для безгрунтового эмалевого покрытия | 1990 |
|
SU1794897A1 |
| ЛЕГИРОВАННОЕ БРОМОМ ОПТИЧЕСКОЕ ВОЛОКНО | 2016 |
|
RU2736023C2 |
| ЛАМПА КВАРЦЕВАЯ УЛЬТРАФИОЛЕТОВАЯ | 2001 |
|
RU2208875C1 |
| ОПТИЧЕСКОЕ ВОЛОКНО С ВЫСОКИМ СОДЕРЖАНИЕМ ХЛОРА И МАЛЫМ КОЭФФИЦИЕНТОМ ЗАТУХАНИЯ | 2015 |
|
RU2706849C2 |
| Фритта | 1989 |
|
SU1682335A1 |
Изобретение относится к промышленности стройматериалов и технологии производства изделий из легированного диоксидом титана кварцевого стекла, в частности профильных изделий в виде полого многогранника. Цель изобретения - обеспечение возможности получения изделий из кварцевого стекла, легированного диоксидом титана. Это достигается тем, что в способе получения профильных изделий, включающем сборку заготовки из элементов и формование бесконтактным методом заготовки в потоке инертного газа, перед сборкой заготовки поверхности контакта элементов покрывают 5-10%-ным раствором BzOs в этиловом спирте, а формование изделия осуществляют при 1650-1730° С со скоростью не менее 3 мм/с. 2 ил. 1 табл.
Изобретение относится к промышленности стройматериалов, к технологии производства изделий из легированного диоксидом титана кварцевого стекла, в частности профильных, в виде полого многогранника.
Профильные трубы из легированного диоксидом титана 7-8% кварцевого стекла с близким к нулю коэффициентом термического расширения необходимы для использования в качестве элементов для об-, легченных астрозеркал, а также в электронно-оптическом и аналитическом приборостроении.
Целью изобретения является обеспечение возможности получения изделий из
кварцевого стекла, легированного диоксидом титана.
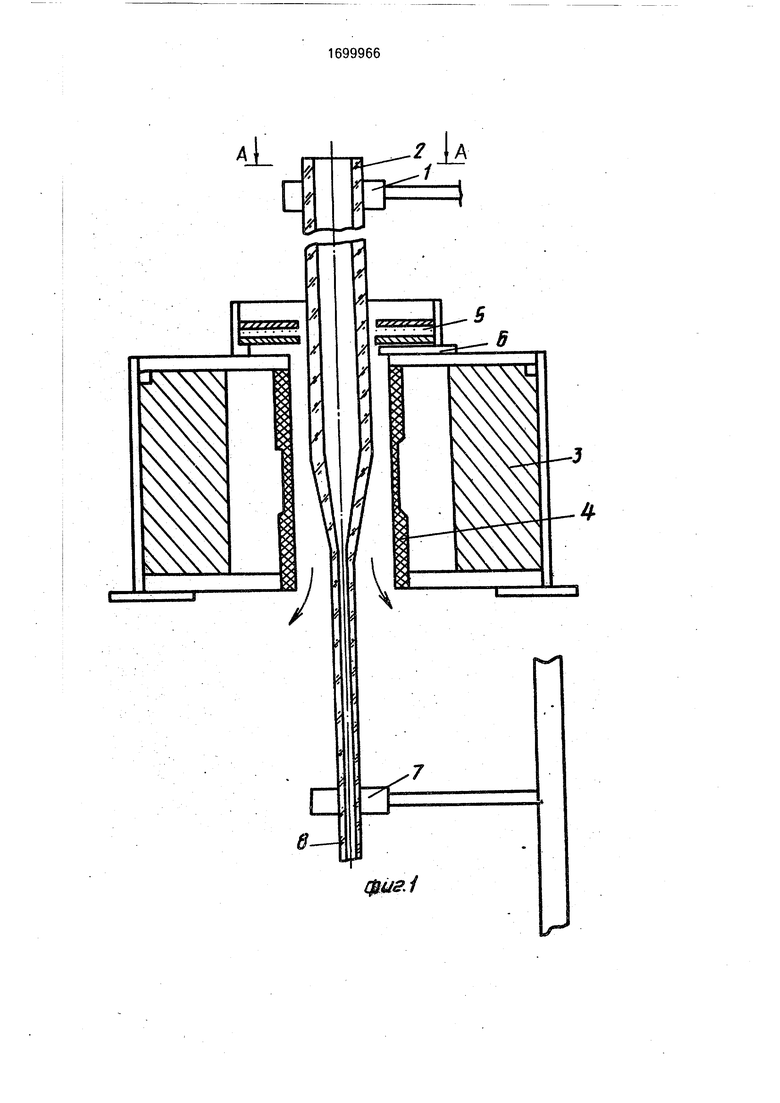
На фиг. 1 изображено устройство для осуществления способа, вид спереди в разрезе; на фиг. 2 - сечение А-А на фиг. 1.
Устройство для осуществления способа содержит захват подающего механизма 1 для подачи сборной заготовки 2, печь 3 сопротивления с трубчатым нагревателем 4, сальником 5 из ваты кварцевого стекла и трубкой 6 подвода азота, а также захват вытягиваемого механизма 7 для вытягивания профильного изделия 8.
Способ осуществляют следующим образом.
В качестве заготовки 2 используют конструкцию, собранную из полос или труб лиО
ю ю о о о
гированного диоксидом титана кварцевого стекла. Конфигурация заготовки 2 зависит от геометрии требуемого изделия. В частности, при получении полых многогранников заготовку собирают из полос легированного кварцевого стекла. Поверхности контакта полос подшлифовывают до шероховатости RZ, равной 0,63 мкм, и допуском на угол не более 201, Полосы стекла с подшлифованны- ми поверхностями контакта, например боковыми гранями, протравливают в 20 %-ном растворе плавиковой кислоты, после чего покрывают поверхности контакта при сборке заготовки 2 раствором В20з в этиловом спирте.
. Протравливание в растворе плавиковой кислоты проводят с целью очистки поверхности используемых элементов из легированного кварцевого стекла. Нанесение ча поверхность стекла раствора В20з в этиловом спирте после улетучивания последнего дает образование тонкого поверхностного слоя ВаОз. Концентрация ВаОз в растворе составляет 5-10%.
Подготовленные таким образом элементы жестко соединяют между собой, скрепляя заготовку по торцам. Полученную заготовку перетягивают методом подобия обычным способом, поддерживая температуру в зоне формования в пределах 1650- 1730°С в зависимости от размеров сечения получаемого профиля и следя за скоростью формования. Контроль температуры осуществляют по датчику мощности (не показан), подаваемой на нагревательное устройство, предварительно отградуированному с помощью оптического пирометра.
Скорость подачи заготовки в зоне формования выбирается из расчета времени, необходимого для разогрева заготовки до 1650-1730°С и переведения стекломассы в вязкопластическое состояние, и зависит как от размеров сечения заготовки, так и от скорости вытягивания-формования получаемого изделия. Скорость формования определяется геометрией получаемого изделия, в частности толщиной стенок, соотношением и числом граней в полом многограннике. При получении предлагаемым способом полых многогранников из легированного диоксидом титана кварцевого стекла нижний предел скорости формования устанавливают 3 мм/с.
Во время вытягивания под сальник 5 в жаровое пространство печи 3 подается инертный газ (азот, аргон и т. п.) по трубке
6, который предохраняет нагреватель 4 от атмосферного кислорода и стекло от взаимодействия с материалом нагревателя 4 через газовую среду, и темсамым препятствует восстановительным процессам в легированном кварцевом стекле,
За время нахождения в жаровом пространстве печи 3 элементы конструкции заготовки 1 свариваются между собой по
поверхностям контакта, образуя монолитный полый многогранник. Вытягиваемое из- делие. 8 представляет собой полый многогранник меньшего размера, геометрически подобный исходной заготовке.
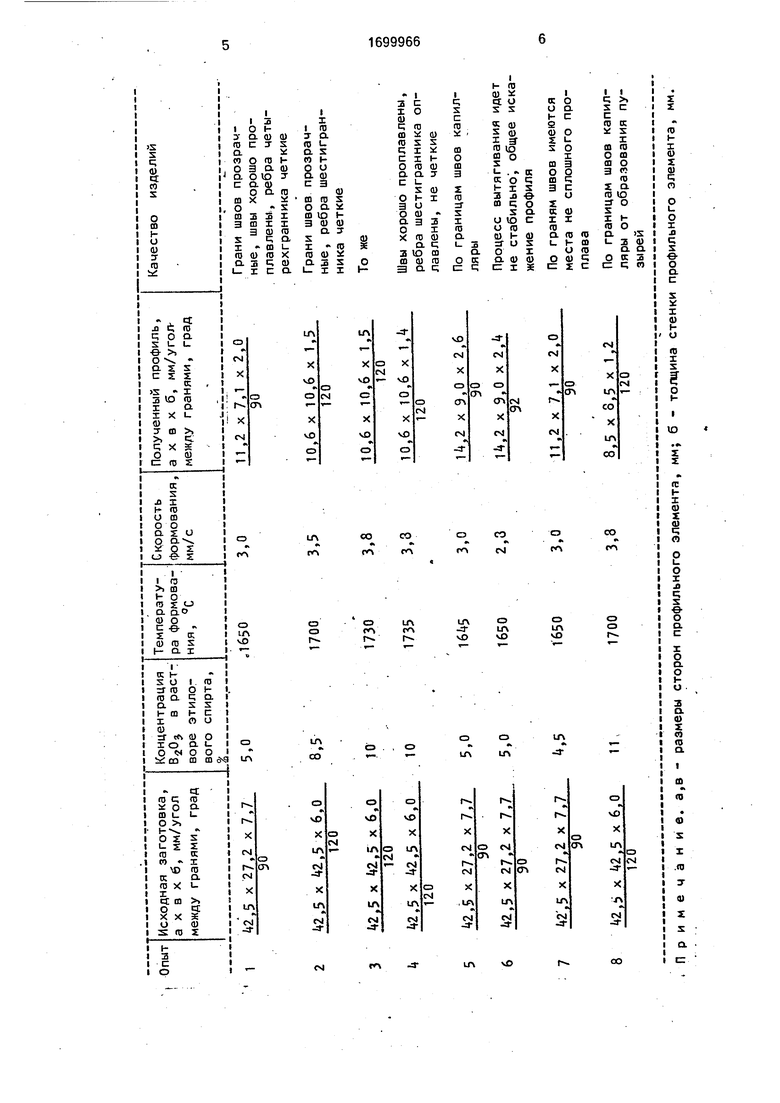
Некоторые характеристики процесса
получения профильных изделий из легированного диоксидом титана кварцевого стекла и полученных изделий прямоугольного и гексогонального сечения представлены в
таблице.
Как видно из таблицы, снижение содержания В20з в растворе ниже 5% не обеспечивает надежного соединения граней элементов исходной заготовки и устранение
кристаллизации, а повышение содержания В20з более 10% приводит к появлению трещин по границам элементов. Снижение тем- пературы формования ниже 16506С приводит к образованию сквозных капилляров по границам элементов, а ее повышение сверх 1730 .С - к нарушению правильности углов между гранями многогранника и оплавлению ребер.
Снижение скорости формования ниже 3
мм/с приводит к общему искажению геометрии получаемого профиля. Кроме того, профильные изделия с площадью поперечного сечения, приведенной в таблице, не могут быть получены другим способом
вследствие малых размеров.
Формула изобретения
Способ получения профильных изделий из кварцевого стеклаг включающий сборку заготовки из элементов и формование изделий бесконтактным методом из заготовки в потоке инертного газа, отличающий- с я тем, что, с целью обеспечения возможно- сти получения изделий из кварцевого стекла, легированного диоксидом титана, перед сборкой заготовки поверхности контакта элементов покрывают 5-10%-ным раствором В20з в этиловом спирте, а формование изделия осуществляют при 1650- 1730°С со скоростью не менее 3 мм/с.
т
9966691
фиг 2
| Патент США № 3684468, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
