сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продувки газом | 1982 |
|
SU1079671A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255983C1 |
| Способ производства непрерывно-литой подшипниковой стали | 1988 |
|
SU1696492A1 |
| Устройство для продувки газом и непрерывного замера температуры металла | 1983 |
|
SU1235918A1 |
| Способ контроля температуры металла в конвертере | 1988 |
|
SU1678847A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1995 |
|
RU2092574C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОКИСЛОВ МЕТАЛЛОВ УГЛЕРОДОМ И ПЛАВЛЕНИЯ МЕТАЛЛОВ В ДОМЕННОЙ ПЕЧИ | 1995 |
|
RU2086657C1 |
| Способ управления плавкой силикомарганца в прямоугольной рудовосстановительной электропечи | 1988 |
|
SU1680791A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2008 |
|
RU2374329C1 |
| Способ управления процессом выплавки ферромарганца в прямоугольной рудовосстановительной электропечи | 1989 |
|
SU1713942A1 |
Изобретение относится к области термометрии, может быть использовано при непрерывном измерении температуры жидкой стали во время выплавки в дуговых электропечах и позволяет повысить надежность устройства. Графитошамотная насадка 4 защищает устройство от воздействия шлака. При выбранном диапазоне соотношений длины защитного наконечника 2 и его диаметра исключается попадание водоохлаждаемой части устройства в зону воздействия шлака. Выполнение концевой части наконечника 2 в форме конуса с переменной толщиной стенок снижает инерционность замера. 1 ил.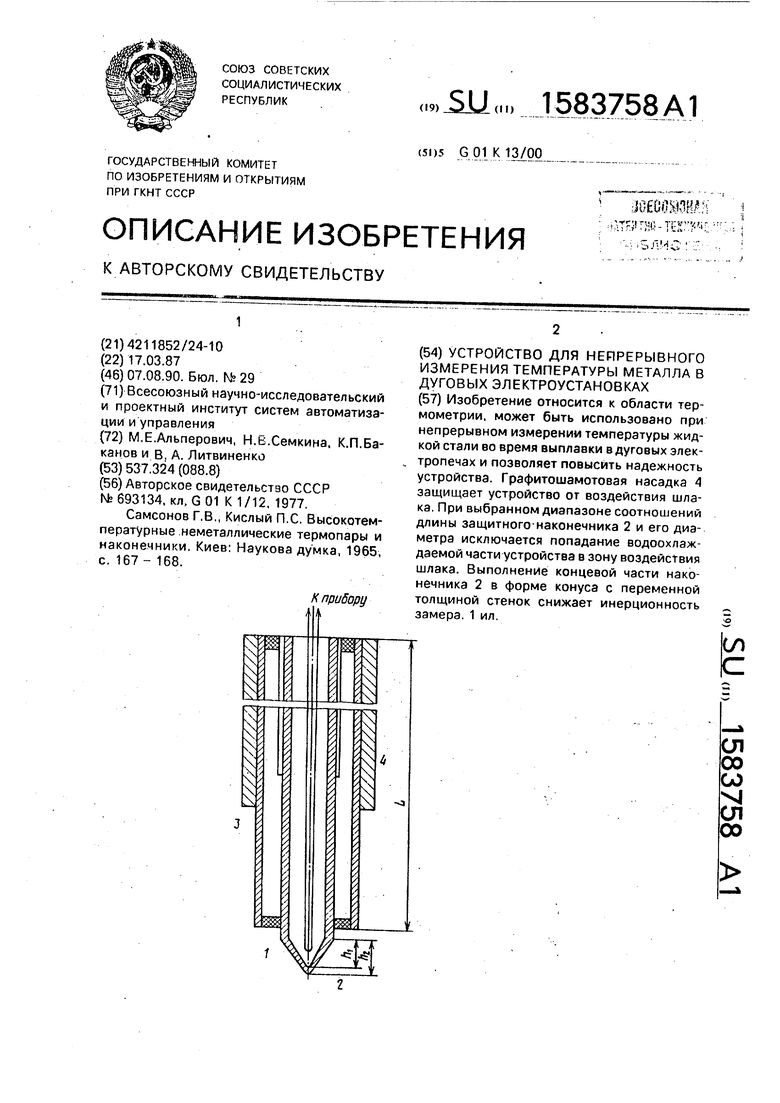
сл со
СА)
х| СЛ 00
Изобретение относится к: области термометрии и может быть использовано три непрерывном измерении температуры жидкой стали во время выплавки в дуговых электропечах,
Целью изобретения является повышение надежности устройства в условиях высоких температур жидкого металла и активных шлаков, уменьшение инерционности замера.
На чертеже приведено конструкция предлагаемого устройства.
Устройство содержит термопару 1 с защитным покрытием, защитный наконечник 2, кварцевый чехол 3 и графитошамотовую насадку 4.
Термопара 1 помещаемся в защитчый наконечник 2, имеющий внешнюю и внутреннюю конфигурацию ципиицров, переходящих О КОНЦСВОЙ ЧЗСТ1 ВО ВПС- НЧЙ И
внутренний конус с переменной юлщинои стенок с отношением их нысог 1п/п2, равным 0,8 - 0,9, при заданном отношении размера зазора и топшипы стенки кварцевого наконечника в его цилиндрической части, т.е. его внешнего v. внутреннего диаметров. Уменьшение соотношения высот приведет к увеличению толщины стенки и, следовательно, к увеличению инерционности замера, а увеличение cooiношении высот конусов повлечет уменьшение стойкое и колпачка, возможность его прожога
Защитный наконечник 2, отношение длины которого к его диаметру сое являет 10 - 16, установлен в квлоцевом чехле 3 с зазором, заполненным порошком засыпки МдО.
Уменьшение указанного отношения менее 10 приводит к попаданию вол.оохгажду- емой части устройсша г зону активного воздействия шлака, вследствие чего резко уменьшается срок его службы, появляется опасность прожога и попадание охлаждаемой воды в жидкий мета т, Увеличение отношения более 16 нецелесообразно вследствие снижения прочности наконечника.
Использование засыпки на основе wigO значительно повышает шлакоустойчивость устройства при высоких температурах жидкого металла ц диапазоне 1800 - 200°С, что позволяет производить непрерывный замер не только в период о-зфинировки, но и в процессе продувки металла кислородом. Отношение диаметра термоэлекгоода термопары I к внутреннему диаметру защитного наконечника 2 в пределах 0,3 - 0,9 можно объяснить следующим. При соотношении менее 0,3 возможно касание горячего спая с внутренней поверхностью
конической части наконечника. При соотношении более 0,9 горячий слой термопары будет удален на значительное расстояние от вершины конуса - места наименьшей толщины стенки, что повысит инерционность
замера.
Для защиты устройства от воздействия шлака используется цилиндрическая графи- тошамотовая насадка 4. При длине насадки менее 1/3 длины з-ащитного наконечника 2
возможно попадание в шлак незащищенной части устройства, что приведет к снижению срока службы устройства. При длине насадок 4 более 2/3 от длины защитного наконечника увеличивается в ес устройства
и соответственно снижаетсг надежность.
Защитное г.окрытие ермспары 1 расположено на расстоянии 2/3 от основания конуса, ч то жестко определено соотношением его высот.
Данное устройство опробовано при непрерывном измерении температуры стали в течение 50 мин в дуговой сталеплавильной печи а период расЬинировки и при непрерывном измерении температуры металла в
ковше при продувке аргоном. Устройство с помощью специального механизма опуска- I10C. в жидкий металл, проходя слой шлака. Общая длина усфойства, погружаемого в расплавленный металл и шлак, составила
150-200 мм, время выхода на замер 40 -50 с. Устройство опробовано также при измерении температуры металла в период его продувки аргоном в ковше.
Использование предлагаемого устройства позволяет сократить время выхода на замер до 50 с, что особенно существенно при непрерывном измерении температуры металла в ковше.
Формула изо б ретения
Устройство для непрерывного измерения температуры металла в дуговых электроустановках, содержащее термопару, размещенную в защитном наконечнике, о т0 л и чающееся тем, что, с целью повышения надежности, устройство снабжено гра- фитошамотовой насадкой, длиной 1/3-2/3 от длины защитного наконечника, жестко закрепленной в его верхней части, при этом
5 отношение длины защитного наконечника к его диаметру составляет 10 - 16.
| Устройство для непрерывного измерения температуры жидкого металла | 1977 |
|
SU693134A1 |
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
| К при бор у | |||
