Изобретение относится к автомати- и вычислительной технике, в частности к устройствам для автоматиза- lim процессов сварки выводов обмотки якоря с коллектором электрической машины постоянного тока.
Цель изобретения - расширение области применения устройства.
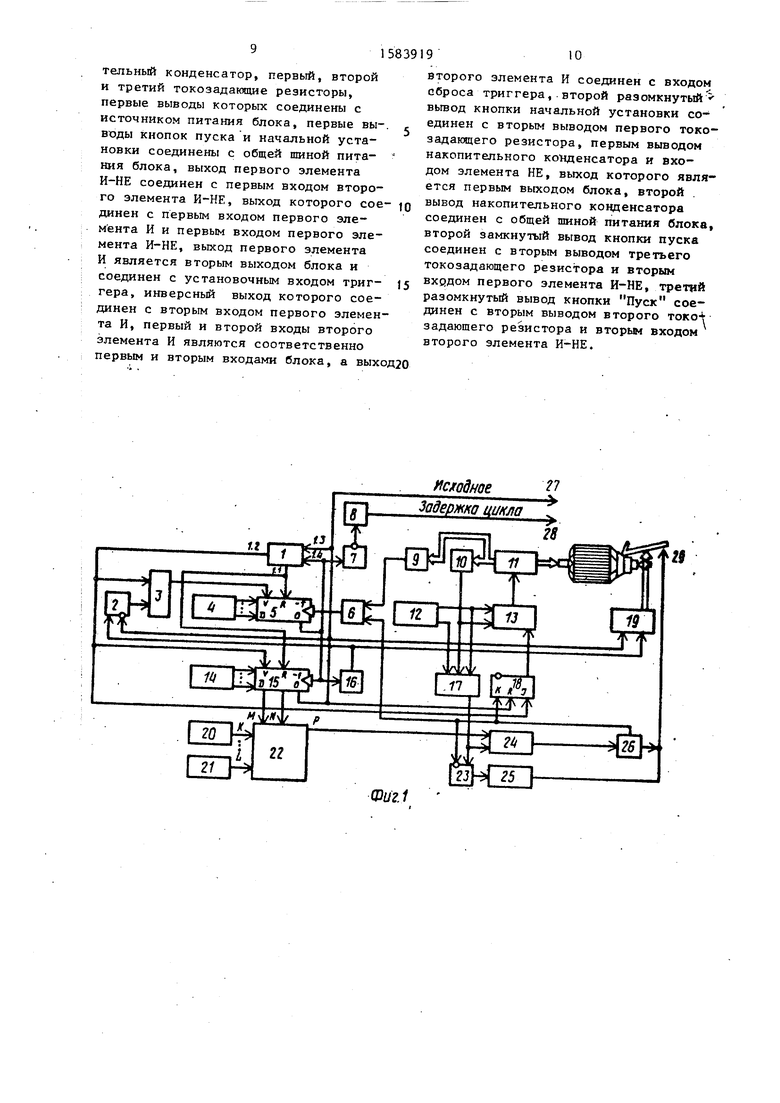
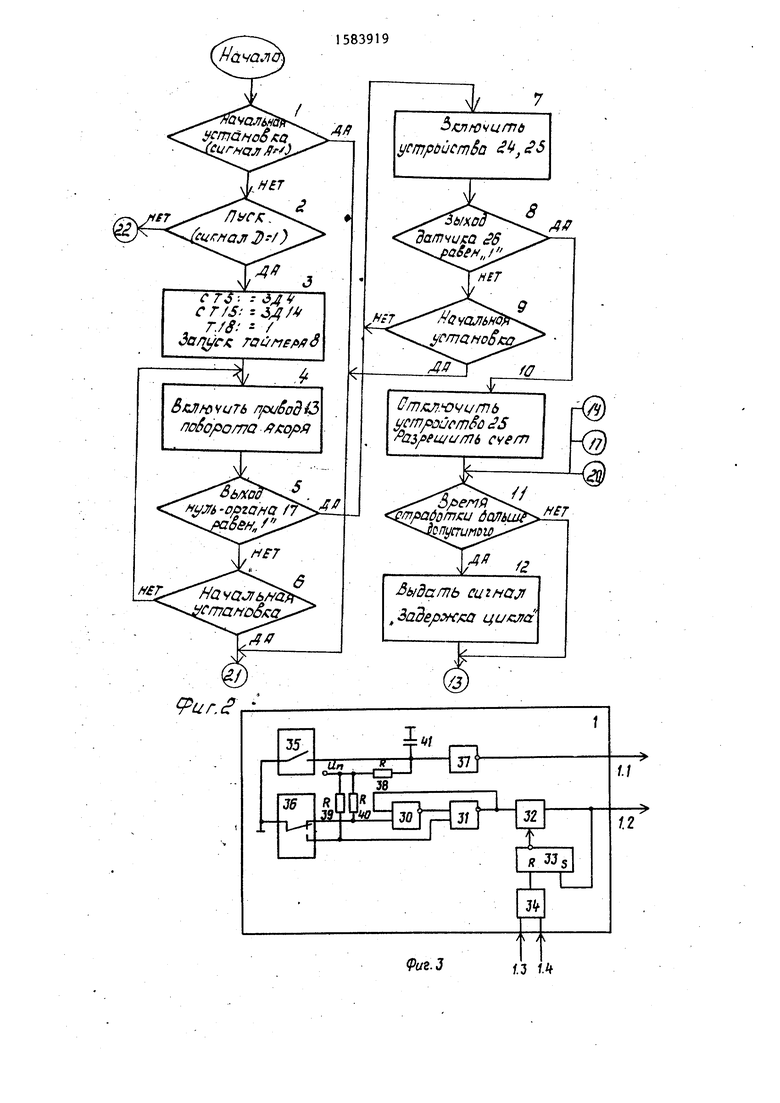
На фиг. 1 представлена функциональная схема устройства; на фиг. 2 и 3 - блок-схема алгоритма его рабосд
00 го
со со
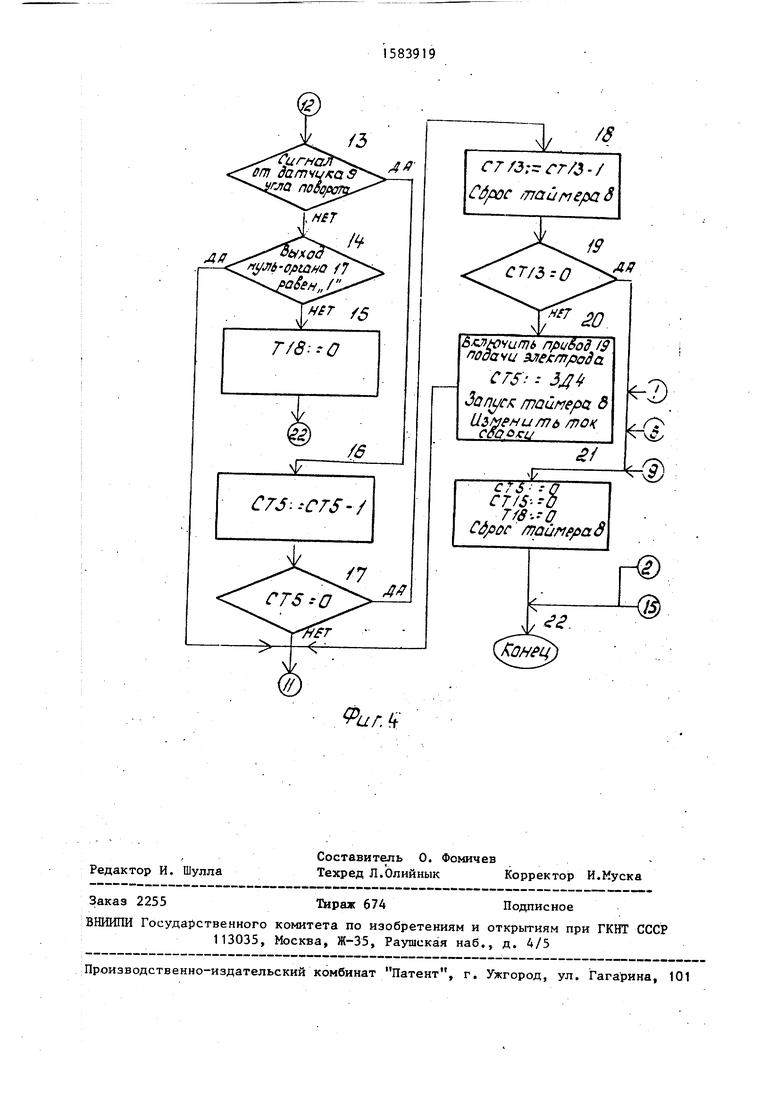
ТЫ} на фиг. 4 - функциональная схема блока запуска.
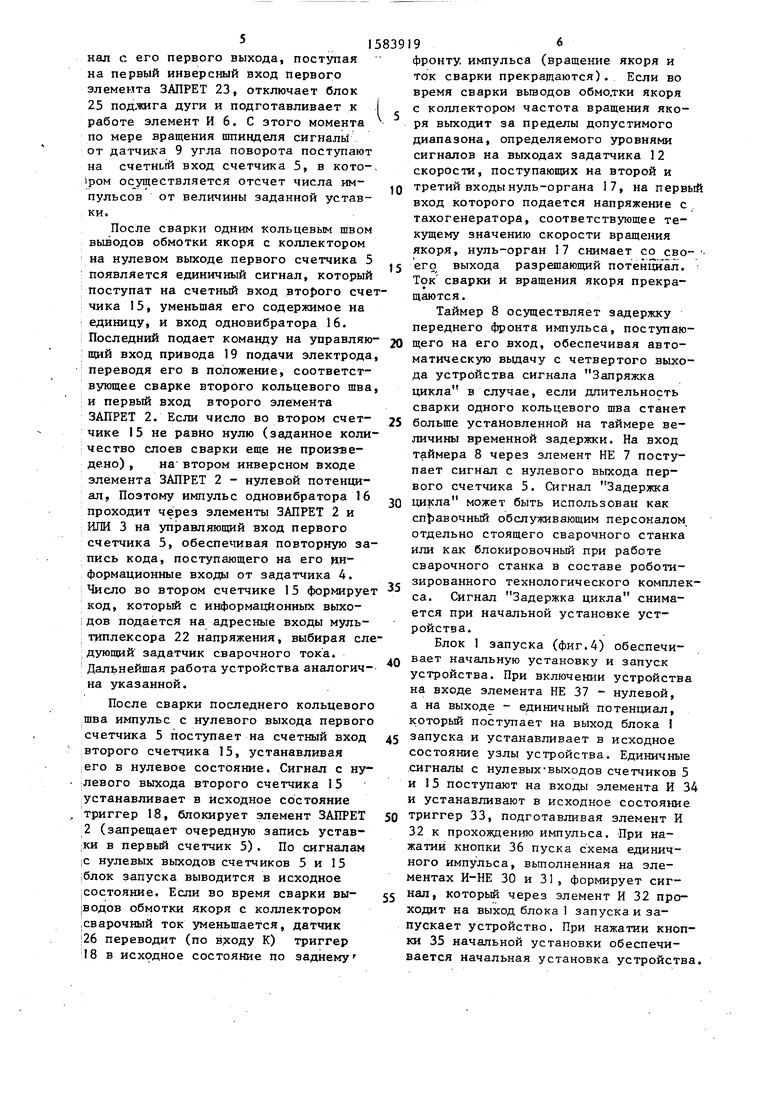
Устройство (фиг.1) содержит блок 1 запуска, второй элемент ЗАПРЕТ 2, элемент ИЛИ 3, задатчик 4 угла поворота, первый счетчик 5, элемент И 6, элемент НЕ 7, таймер 8, датчик 9 угла поворота, тахогенератор 10, электродвигатель 11 вращения шпинделя, задатчик 12 скорости, регулятор 13 скорости, задатчик 14 количества елоев сварки, второй счетчик 15, одно- вибратор 16, нуль-орган 17, триггер 18, привод 19 подачи электрода, первый 20 и второй 21 задатчики свароч- ного тока, мультиплексор 22 напряжения, первый элемент ЗАПРЕТ 23, источник 24 постоянного тока, блок 25 под- жига дуги и датчик 26 сварочного тока, а также первый 27 и второй 28 сигнальные выходы и токовый выход 29 устройства. Блок 1 запуска (фиг.4) содержит первый 30 и второй 31 элементы И-НЕ, первый элемент И 32, триггер 33, второй элемент И 34, кнопку 35 начальной установки, кнопку 36 пуска, элемент НЕ 37, первый 38, второй 39 и третий 40 резисторы и конденсатор 41.
Устройство работает следующим об- разом.
Начальная установка устройства осуществляется импульсным сигналом, который возникает на выходе блока 1 запуска в момент включения устройст- ва. Этот импульс поступает на входы начальной установки первого 5 и второго 15 счетчиков, переводя их в нулевое состояние. Сигнал с нулевого выхода второго счетчика 15 устанав- ливает в исходное состояние привод 19 подачи электрода, триггер 18 и блок запуска, блокирует работу элемента ЗАПРЕТ 2 по второму входу, при этом с выхода 27 устройства выдается сиг- нал Исходное, г
Программа управления станком задается следующим образом: задатчи- ком 12 - величины минимальной и максимальной скорости вращения шпин- деля (якоря) при сварке; задатчика- ми 20 и 21 - величины сварочного тока для каждого слоя (кольцевого шва)J задатчиком 4 - количество сигналов от датчика 9 угла поворо- та, соответствующих.одному обороту шпинделя (якоря) при сварке, задатчиком 14 - количество слоев сварки (кольцевых швов).
/ 1/
В составе задатчиков 4 и 14 используются программные переклича- тели с.встроенными преобразователями десятичного кода, в которых набирается информация, например в двоич- но-десятичный. При нажатии кнопки 36 пуска устройства блок 1 запуска формирует на выходе сигнал, который поступает через элемент ИЛИ 3 на управляющий вход первого счетчика 5, обеспечивая запись кода, поступающег на его информационные входы от задат чика 4 угла поворота; на управляющий вход второго счетчика 15, обеспечивая запись кода, поступающего на его информационные входы от задатчика 14 количества слоев сварки , на вход I установки в единичное состояние триггера 18.
Триггер 18 устанавливается в единичное состояние по заднему фронту импульса с выхода блока 1 запуска, потенциал с выхода которого включает регулятор 13 скорости, в результате чего начинает вращаться электродвигатель 11 вращения шпинделя. Частота вращения электродвигателя устанавливается с помощью задатчика 12 скорости, первым выходом подключенного к второму входу регулятора 13 скорости на первый цход которого поступает сигнал обратной связи от тахогенера- тора 10. Система регулирования, включающая регулятор 13 скорости, электродвигатель 11 вращения шпинделя и тахогенератор 10, может быть выполнена так же, как, например, комплектный электропривод типа ЭПУ1. Когда частота вращения электродвигателя 11 вращения шпинделя становится равной заданной (сигналы от тахогенератора 10 и задатчика 12 скорости станут равными), нуль-орган 17 подает разрешающий потенциал на источник 24 постоянного тока и через первый элемент ЗАПРЕТ 23 на блок 25 поджига ду Источник 24 постоянного тока и блок 25 поджига дуги могут быть выполнены так же, как, например, сварочный выпрямитель типа ВДУ-1 и устройство поджига дуги типа УПД-1. С помощью блока 25 поджига дуги пробивается и ионизируется воздушный промежуток между электродом (выход 29 устройства) и якорем, в результате чего начинает протекать ток сварки от источника 24 постоянного тока через датчик 26 сварочного тока. Величина тока сварки определяется одним из задатчиком 20 или 21, который выбирается мультиплексором 22, так как на его адресные входы с информационных выходов второго счетчика 15 поступает код, соответствующий этому задатчику. Когда ток сварки достигает заданной величины, датчик 26 сварочного тока срабатывает, сиг
515
нал с его первого выхода, поступая на первый инверсный вход первого элемента ЗАПРЕТ 23, отключает блок
25поддсига дуги и подготавливает к работе элемент И 6. С этого момента по мере вращения шпинделя сигналь
от датчика 9 угла поворота поступают на счетный вход счетчика 5, в кото- 1ром осуществляется отсчет числа импульсов от величины заданной уставки.
После сварки одним кольцевым швом выводов обмотки якоря с коллектором
на нулевом выходе первого счетчика 5 появляется единичный сигнал, который постулат на счетный вход второго счетчика 15, уменьшая его содержимое на единицу, и вход одновибратора 16. Последний подает команду на управляю- щий вход привода 19 подачи электрода, переводя его в положение, соответствующее сварке второго кольцевого шва, и первый вход второго элемента ЗАПРЕТ 2. Если число во втором счет- чике 15 не равно нулю (заданное количество слоев сварки еще не произведено) , на втором инверсном входе элемента ЗАПРЕТ 2 - нулевой потенциал, Поэтому импульс одновибратора 16 проходит через элементы ЗАПРЕТ 2 и ИЛИ 3 на управляющий вход первого счетчика 5, обеспечивая повторную запись кода, поступающего на его информационные входы от задатчика 4. Число во втором счетчике 15 формирует код, который с информационных выходов подается на адресные входы мультиплексора 22 напряжения, выбирая следующий задатчик сварочного тока. Дальнейшая работа устройства анапогич на указанной.
После сварки последнего кольцевого шва импульс с нулевого выхода первого счетчика 5 поступает на счетный вход второго счетчика 15, устанавливая его в нулевое состояние. Сигнал с нулевого выхода второго счетчика 15 устанавливает в исходное состояние триггер 18, блокирует элемент ЗАПРЕТ 2 (запрещает очередную запись уставки в первый счетчик 5). По сигналам с нулевых выходов счетчиков 5 и 15 блок запуска выводится в исходное состояние. Если во время сварки вы- одов обмотки якоря с коллектором сварочный ток уменьшается, датчик
26переводит (по входу К) триггер 18 в исходное состояние по заднему
,-
15
839
2025 ,Q 3545 50$5
40
196
фронту, импульса (вращение якоря и ток сварки прекращаются). Если во время сварки выводов обмо.тки якоря с коллектором частота вращения якоря выходит за пределы допустимого диапазона, определяемого уровнями сигналов на выходах задатчика 12 скорости, поступающих на второй и третий входы нуль-органа 17, на первый вход которого подается напряжение с тахогенератора, соответствующее текущему значению скорости вращения якоря, нуль-орган 17 снимает со сво- его выхода разрешающий потенциал. Ток сварки и вращения якоря прекращаются.
Таймер 8 осуществляет задержку переднего фронта импульса, поступающего на его вход, обеспечивая автоматическую выдачу с четвертого выхода устройства сигнала Запряжка цикла в случае, если длительность сварки одного кольцевого шва станет больше установленной на таймере величины временной задержки. На вход таймера 8 через элемент НЕ 7 поступает сигнал с нулевого выхода первого счетчика 5. Сигнал Задержка цикла может быть использован как справочный обслуживающим персоналом отдельно стоящего сварочного станка или как блокировочный при работе сварочного станка в составе роботизированного технологического комплекса. Сигнал Задержка цикла снимается при начальной установке устройства.
Блок 1 запуска (фиг.4) обеспечивает начальную установку и запуск устройства. При включении устройства на входе элемента НЕ 37 - нулевой, а на выходе - единичный потенциал, который поступает на выход блока 1 запуска и устанавливает в исходное состояние узлы устройства. Единичные сигналы с нулевых-выходов счетчиков 5 и 15 поступают на входы элемента И 34 и устанавливают в исходное состояние триггер 33, подготавливая элемент И 32 к прохождению импульса. При нажатии кнопки 36 пуска схема единичного импульса, выполненная на элементах И-НЕ 30 и 31, формирует сигнал, который через элемент И 32 проходит на выход блока 1 запуска и запускает устройство. При нажатии кнопки 35 начальной установки обеспечивается начальная установка устройства.
Наиболее существенный эффект от внедрения предлагаемого устройства может быть получен при использовании его в сварочных станках, в которых необходимо обеспечить многослойную сварку выводов обмоткет якоря с коллектором, при этом для каждого слоя требуется установка определенного то ка сварки, а также при частых измене- ниях программы работы.
Формула изобретения
1. Устройство для программного управления сварочным, станком, содержащее блок запуска, триггер, первый элемент ЗАПРЕТ, источник постоянного тока, блок поджига дуги, датчик сва-
рочного тока, задатчик скорости, та- хогенератор, нуль-орган, регулятор
скорости и электродвигатель вращения шпинделя, первый выход которого соединен механически, со шпинделем, а второй - с входом тахогенератора, выход которого соединен с первыми входами регулятора скорости и нуль-органа, выход которого соединен с первым входом разрешения источника по- стоянного тока и с прямым входом первого элемента ЗАПРЕТ, выход которого соединен с входом блока поджига дуги выход которого соединен с первым выходом датчика сварочного тока и является токовым выходом устройства, выход источника постоянного тока соединен с входом датчика сварочного тока, второй выход которого соединен с инверсным входом элемента ЗАПРЕТ и с синхронным входом сброса триггер выход которого соединен с вторым входом регулятора скорости, выход которого соединен с управляющим входом запуска электродвигателя вращени шпинделя, первый выход задатчика скорости соединен с вторым входом нуль-органа и третьим входом регулятора скорости, а второй выход задатчика скорости соединен с третьим входом нуль-органа, отличающееся тем, что, с целью расширения области применения устройства, в него введены второй элемент ЗАПРЕТ элемент ИЛИ, задатчик угла повррота первый и второй счетчики, элемент И, элемент НЕ, таймер, датчик угла поворота, задатчик количества слоев сварки, одновибратор, первый и втоQ
5
5
0
5 0 Q 5 n
рой эадатчики тока и мультиплексор напряжения, выход которого соединен с информационным входом источника постоянного тока, первый выход блока запуска соединен с входами сброса пер вого и второго счетчиков, второй выход блока запуска соединен с первым входом элемента ИЛИ, входом записи второго счетчика и входом синхронной установки триггера, выход второго элемента ЗАПРЕТ соединен с вторым входом элемента ИЛИ, выход которого соединен с входом записи первого счетчика, выход нулевого разряда которого соединен с входом элемента НЕ, вторым входом блока запуска, входом обратного счета второго счетчика и входом одновибратора, выход которого соединен с прямым входом второго элемента ЗАПРЕТ и первым входом привода подачи электрода, выходы задатчика угла поворота соединены с информационными входами первого счетчика, выход элемента И соединен с входом обратного счета первого счетчика, выход элемента НЕ соединен с входом таймера, выход которого является первым сигнальным выходом устройства, второй выход электродвигателя вращения шпинделя механически соединен с входом датчика угла поворота, выход которого соединен с первым входом элемента И, второй вход которого соединен с вторым выходом датчика сварочного тока, выходы задатчика количества слоев сварки соединены с информационными входами второго счетчика, информационные выходы которого соединены с адресными входами мультиплексора напряжения, а выход нулевого разряда второго счетчика соединен с инверсным входом второго элемента ЗАПРЕТ, с входом асинхронного сброса триггера, вторым входом привода подачи электрода, с первым входом блока запуска и является первым сигнальным выходом устройства, выходы первого и второго задатчиков тока соединены с соответствующими информационными входами мультиплексора.
2. Устройство по п. 1, о т л и - чающееся тем, что блок запуска содержит первый и второй элементы И-НЕ, элемент НЕ, первый и второй элементы И, триггер, кнопку пуска и кнопку начальной установки, накопительный конденсатор, первый, второй и третий токозадающие резисторы, первые выводы которых соединены с источником питания блока, первые вы-. воды кнопок пуска и начальной установки соединены с общей шиной питания блока, выход первого элемента И-НЕ соединен с первым входом второго элемента И-НЕ, выход которого сое- динен с первым входом первого элемента И и первым входом первого элемента И-НЕ, выход первого элемента И является вторым выходом блока и соединен с установочным входом триг- гера, инверсный выход которого соединен с вторым входом первого элемента И, первый и второй входы второго элемента И являются соответственно первым и вторым входами блока, а выхо
второго элемента И соединен с входом сброса триггера, второй разомкнутый вывод кнопки начальной установки соединен с вторым выводом первого токо- задающего резистора, первым выводом накопительного конденсатора и входом элемента НЕ, выход которого является первым выходом блока, второй вывод накопительного конденсатора соединен с общей шиной питания блока, второй замкнутый вывод кнопки пуска соединен с вторым выводом третьего токозадающего резистора и вторым вхрдом первого элемента И-НЕ, третий разомкнутый вывод кнопки Пуск соединен с вторым выводом второго токо4 задающего резистора и вторым входом второго элемента И-НЕ.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления сварочным станком | 1988 |
|
SU1661734A1 |
| Устройство для программного управления намоточным станком | 1990 |
|
SU1784942A1 |
| Устройство для программного управления бандажировочным станком | 1989 |
|
SU1725187A1 |
| Устройство для программного управления намоточным станком | 1989 |
|
SU1725184A1 |
| Устройство для защиты от изменения заданной скорости вращения электропривода постоянного тока | 1985 |
|
SU1377957A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство для программного управления намоточным станком | 1987 |
|
SU1451648A1 |
| Устройство для сварки | 1988 |
|
SU1539014A1 |
| Устройство возбуждения дуги | 1987 |
|
SU1489936A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
Изобретение относится к автоматике и вычислительной технике, в частности к устройствам для автоматизации процессов сварки выводов обмотки якоря с коллектором электрической машины постоянного тока. Цель изобретения - расширение функциональных возможностей устройства. Для этого в устройство, содержащее блок запуска, триггер, первый элемент ЗАПРЕТ, источник постоянного тока, блок поджига дуги, датчик сварочного тока, задатчик скорости, тахогенератор, нуль - орган, регулятор скорости и электродвигатель вращения шпинделя, дополнительно введены второй элемент ЗАПРЕТ, элемент ИЛИ, задатчик угла поворота, первый и второй счетчики, элемент И, элемент НЕ, таймер, датчик угла поворота, задатчик количества слоев сварки, одновибратор, первый и второй задатчики тока и мультиплексор напряжения. Введение новых элементов позволяет расширить функциональные возможности устройства за счет обеспечения реализации в одном цикле работы станка программы многослойной сварки выводов обмотки якоря с коллектором на различные радиусы сварки и оперативного изменения этой программы. 1 з.п.ф-лы, 4 ил.
нслодное
1583919
Фиг.З
U U
С73.- С75-/
/
М
лз
СГ/3;-СГ/3-/
ftf/vc та и п ера д
/9
20
6
Вьючить лрибод /9 подачи axetsn/oada
crs- - 34
Запуск таймера 8 Измен и/я ь ток
СбО.оки
Ј{
№
-S)
Ј/
С76-:О
CT/S-- -О
TfS-. O 0 Cfooc /примера о
/7
ля
Фиг. V
| Сварочное оборудование.Каталог- справочник, часть седьмая.-Киев: На- укова думка, 1985, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
