Изобретение относится к электродуговой сварке, в частности к электрооборудованию для сварки в среде защитного газа неплавящимся электродом, и предназначено для стабилизации напряжения сварочной дуги при сварке непрерывной и пульсирующей дугой.
Цель изобретения - расширение функциональных возможностей устройства путем обеспечения сварки как в непрерывном, так и в импульсном режимах работы.
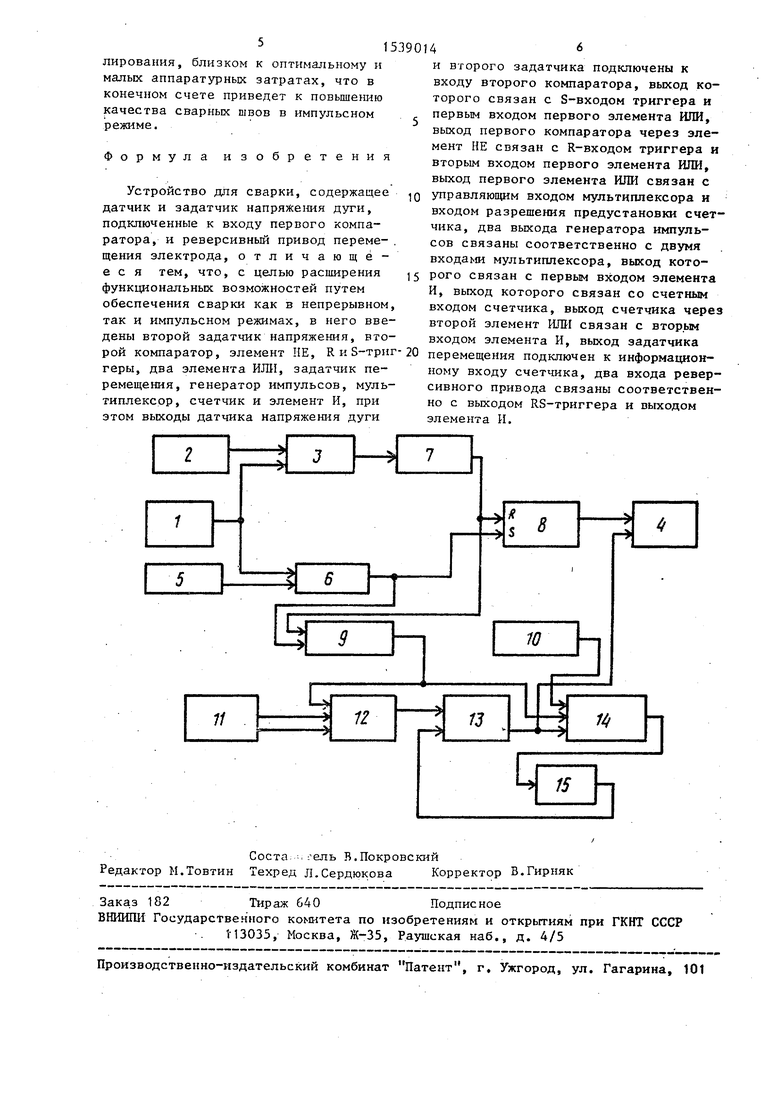
На чертеже показана блок-схема устройства для сварки.
Устройство содержит датчик 1 напряжения дуги, первый задатчик 2 напряжения дуги, первый компаратор 3, реверсивный привод 4 перемещения
электрода, второй задатчик Ь напряжения дуги, второй компаратор 6, элемент НЕ 7, RS-триггер 8, первый элемент ИЛИ 9, задатчик 10 перемещения, генератор 11 импульсов, мультиплексор 12, элемент И 13, счетчик 14, второй элемент ИЛИ 15. Выход датчика 1 напряжения подключен к первым входам компараторов 3, 6, выходы эадат- чиков 2, 5 напряжения подключены к вторым входам компараторов 3, 6. Выход компаратора 3 через элемент НЕ 7 подключен к R-входу RS-триггера 8, выход которого подключен к первому входу реверсивного привода 4. Выход второго компаратора 6 подключен к S-входу RS-триггера 8 и к первому входу первого элемента ИЛИ 9, второй
сл
00
со
вход элемента ИЛИ 9 соединен с выходом элемента НЕ 7. Выход элемента ИЛИ 9 соединен с управляющим входом мультиплексора 12 и с входом разре- шения предустановки счетчика 14, выход задатчика 10 перемещения подключен к информационному входу счетчика 14, выход которого через второй элемент 15 ИЛИ подключен к входу эле- мента И 13, второй вход которого подключен к выходу мультиплексора 12, входами связанного с выходами генератора 11 импульсов.
Датчик 1 напряжения дуги, первый эадатчик 2 и второй задатчик 5 - аналоговые. Первьй задатчик 2 напряжения дуги выполняет функцию задатчика напряжения нижнего уровня напряжения дуги.
Второй задатчик 5 напряжения дуги выполняет функцию задатчика верхнего уровня напряжения дуги. Компараторы 3, 6 формируют сигнал логической единицы на выходе в случае превышения выходного сигнала датчика 1 напряжения соответственно заданного напряжения верхнего и нижнего уровня, в противном случае на выходе компараторов присутствуют сигналы логического ну- ля. Реверсивный привод 4 выполнен в виде последовательно соединенных реверсивного коммутатора и шагового двигателя. Счетчик 14 вычитающий с предустановкой.
Устройство работает следующим об- разом.А
Перед началом сварки устанавливают в задатчиках 2,5 соответственно верхний и нижний уровни напряжения дуги, соответствующие заданной длине дуги для выбранного режима сварки. После включения устройства текущее напряжение дуги непрерывно сравнивается с заданными уровнями компараторов 3, 6. При превышении, фактического напряжения дуги верхнего уровня на R-входе триггера 8 нулевой сигнал, а на S- входе единичный, на выходе RS-триггера 8 - единичный сигнал, что приводит к перемещению электрода по направлени к изделию. Если напряжение на дуге ниже нижнего уровня компаратора 3, то на выходе RS-триггера 8 нулевой сигнал, что приводит к перемещению электрода от изделия, В обоих случаях на выходе элемента 9 ИЛИ единичный сигна соответственно на входе разрешения
0
0 5 0
5 ,
5
предустановки счетчика 14 единичный сигнал и на управляющем входе мультиплексора 12 единичный сигнал, на выходе элемента ИЛИ 15 единичный сигнал, и, таким образом импульсы с выхода высокой частоты генератора 11 через мультиплексор 12 и элемент И 13 поступают на вход шагового привода 4, при этом электрод с заданной (высокой) скоростью перемещается в зону нечувствительности. В зоне нечувствительности на входах RS-триггера 8 нулевые сигналы, и триггер 8 сохраняет предыдущее состояние, однако, на выходе элемента 9 ИЛИ при этом нулевое состояние, на входе разрешения предустановки счетчика 14 нулевой сигнал, на входе мультиплексора 12 также нулевой сигнал, и импульсы со второго выхода генератора 11 (низкой частоты) поступают через элемент И 13 на реверсивный привод 4. После отработки заданного в задатчи- ке 10 числа импульсов счетчик 14 приходит в нулевое состояние и таким образом, импульсы с генератора 11 не проходят через элемент И 13, при этом электрод останавливается приблизительно в середине зоны нечувствительности.
Так как сигнал напряжения дуги периодически изменяется в импульсе и паузе от верхнего уровня до нижнего уровня, то это обеспечивает возможность периодической коррекции длины дуги при выходе экстремального напряжения дуги за заданные пределы. При этом нет необходимости измерения и фиксации максимального напряжения дуги и отработка возмущения по длине дуги может происходить как во время паузы, так и во время импульса сварочного тока. Это упрощает устройство и повышает точность регулирования напряжения по сравнению с известными устройствами для регулирования напряжения импульсной дуги. Кроме того, устройство может быть использовано и при сварке в непрерывном режиме. Для этого в задатчиках верхнего и нижнего уровня напряжения дуги устанавливают напряжения, соответствующие, верхней и нижней границам зоны нечувствительности.
Таким образом, устройство для сварки обеспечивает расширение функциональных возможностей при законе регулирования, близком к оптимальному и малых аппаратурных затратах, что в конечном счете приведет к повышению качества сварных швов в импульсном режиме.
Формула изобретения
Устройство для сварки, содержащее датчик и задатчик напряжения дуги, подключенные к входу первого компаратора, и реверсивный привод переме- . щения электрода, отличающееся тем, что, с целью расширения функциональных возможностей путем обеспечения сварки как в непрерывном, так и импульсном режимах, в него введены второй задатчик напряжения, вто1539014
и второго задатчика подключены к входу второго компаратора, выход которого связан с S-входом триггера и первым входом первого элемента ИЛИ, выход первого компаратора через элемент НЕ связан с R-входом триггера и вторым входом первого элемента ИЛИ, выход первого элемента ИЛИ связан с
Ю управляющим входом мультиплексора и входом разрешения предустановки счетчика, два выхода генератора импульсов связаны соответственно с двумя входами мультиплексора, выход кото15 рого связан с первым входом элемента И, выход которого связан со счетным входом счетчика, выход счетчика через второй элемент ИЛИ связан с вторым
входом элемента И, выход задатчика рой компаратор, элемент НЕ, R иS-трнг-20 перемещения подключен к информацион- геры, два элемента ИЛИ, задатчик пе- ному входу счетчика, два входа ревер- ремещения, генератор импульсов, нуль- сивного привода связаны соответствен- типлексор, счетчик и элемент И, при но с выходом RS-триггера и выходом этом выходы датчика напряжения дуги элемента И.
1539014
и второго задатчика подключены к входу второго компаратора, выход которого связан с S-входом триггера и первым входом первого элемента ИЛИ, выход первого компаратора через элемент НЕ связан с R-входом триггера и вторым входом первого элемента ИЛИ, выход первого элемента ИЛИ связан с
управляющим входом мультиплексора и входом разрешения предустановки счетчика, два выхода генератора импульсов связаны соответственно с двумя входами мультиплексора, выход кото5 рого связан с первым входом элемента И, выход которого связан со счетным входом счетчика, выход счетчика через второй элемент ИЛИ связан с вторым

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Устройство для сварки | 1987 |
|
SU1479225A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для регулирования режима работы установки сильноточного тлеющего разряда | 1984 |
|
SU1266016A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1661734A1 |
| Устройство для сварки | 1987 |
|
SU1459841A1 |
| Вентильный электропривод | 1985 |
|
SU1292154A1 |
Изобретение относится к электродуговой сварке, в частности к электрооборудованию для сварки в среде защитного газа неплавящимся электродом, и предназначено для стабилизации напряжения сварочной дуги. Цель изобретения - расширение функциональных возможностей путем обеспечения сварки как в непрерывном, так и в импульсном режимах работы. Устройство содержит датчики и задатчики напряжения дуги, компаратор, элемент НЕ, RS-триггер, элементы ИЛИ, задатчик перемещения, мультиплексор, счетчик и элемент И. Генератор, формирующий импульсы двух частот, посредством коммутаторов обеспечивает быстрый выход электрода при отклонении напряжения в зону допуска и медленный ход электрода в зоне допуска к ее середине. Зона допуска формируется двумя задатчиками напряжения дуги. Величина перемещения электрода в зоне допуска определяется задатчиком перемещения. 1 ил.
| Патент США № 4441009, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
