катор, элемент ИЛИ, первый элемент И, од- новибратор, второй элемент И, выход которого соединен с первым входом элемента ИЛИ, вторым входом подключенным к входу начальной установки устройства, нулевой выход счетчика импульсов подключен к первому входу первого элемента И, присоединенного выходом к входу одновибратора, выход которого подключен к входу загрузки счетчика импульсов, входы второго элемента И соединены с второй группой информационных выходов блока памяти программ, группой входов электропривода шпинделя, первой группой входов электропривода раскладчика и первой группой входов индикатора, подключенного второй группой входов к информационным выходам счетчика импульсов, а третьей группой входов - к адресным входам блока памяти программ и информационным выходам счетчика адреса, нулевой выход которого является третьим выходом устройства, вход сброса счетчика адреса соединен с выходом элемента ИЛИ и входом сброса счетчика импульсов, группа информационных входов которого соединена с первой группой информационных выходов блока памяти программ, первые выходы электроприводов шпинделя и раскладчика соединены соответственно с первым и вторым выходами устройства.
Устройство обеспечивает возможность автоматического управления наложением бандажа на одном участке изделия без ограничений на форму бандажа, количество слоев бандажа и количество витков в слое, так как цикл бандажирования в данном устройстве представляется в виде записанной в блоке памяти последовательности слов, каждое из которых состоит из двух частей: команды на выполнение технологической операции и числовой уставки (количество витков бандажа, подлежащих наложению на изделие при выполнении данной технологической операции).
Недостатком прототипа является то, что он обеспечивает управление ограниченным набором технологических операций, применяемых при бандажировании обмоток электротехнических изделий, и не позволяет автоматизировать такие технологические операции, как перемещение раскладчика ленты (проволоки) от одного бандажируемо- го участка к другому (это не позволяет осуществить бандажирование всех участков ротора (якоря) изделия в одном цикле работы станка) и изменение величины перемещения раскладчика в зависимости от изменения частоты вращения шпинделя (в результате чего нельзя обеспечить шаг подачи раскладчика на оборот шпинделя с требуемой точностью, что в конечном счете ухудшает качество бандажируемого изделия).
5 Кроме того, прототип не обеспечивает работу станка по нескольким программам, что исключает возможность его применения в условиях изготовления изделий мелкими сериями, когда в течение смены требуется
10 изготовить несколько исполнений якорей (роторов) электрических машин.
Цель изобретения - расширение области применения устройства.
Поставленная цель достигается тем, что
15 в устройство введены первый и второй триггеры, мультиплексор, задатчик номера программы, генератор импульсов, третий, четвертый, пятый и шестой элементы И, выход последнего из которых подключен к
0 счетному входу счетчика адреса, группа информационных входов которого соединена с выходами задатчика номера программы, первый вход шестого элемента И подключен к прямому выходу второго триггера, вход
5 синхронной установки которого соединен с входом загрузки счетчика адреса и выходом пятого элемента И, первый вход которого подключен к выходу одновибратора и второму входу шестого элемента И, а второй вход
0 пятого элемента И подключен к инверсному выходу второго триггера, вход асинхронного сброса которого соединен с выходом элемента ИЛИ и входом асинхронного сброса первого триггера, прямой выход которого
5 подключен к второму входу первого элемента И, вход синхронной установки к входу пуска устройства, а вход синхронного сброса - к выходу третьего элемента И и к первому входу четвертого элемента И, второй
0 вход которого соединен с выходом генератора импульсов, а выход является четвертым выходом устройства, причем группа выходов электропривода шпинделя подключена к второй группе входов электро5 привода раскладчика, а второй выход электропривода шпинделя подключен к первому информационному входу мультиплексора, вторым информационным входом соединенного с вторым выходом электропривода раскладчика, адресными входами 0 с второй группой информационных выходов блока памяти программ, а выходом - с входом обратного счета счетчика импульсов, входы третьего элемента И соединены с второй группой информационных выходов бло5 ка памяти.
Введение в состав устройства первого и второго триггеров, мультиплексора, задатчика номера программы, генератора импульсов, третьего, четвертого, пятого и
шестого элементов И с соответствующими связями расширяет область применения устройства, так как обеспечивает автоматическое управление бандажированием изделия в одном цикле работы станка.
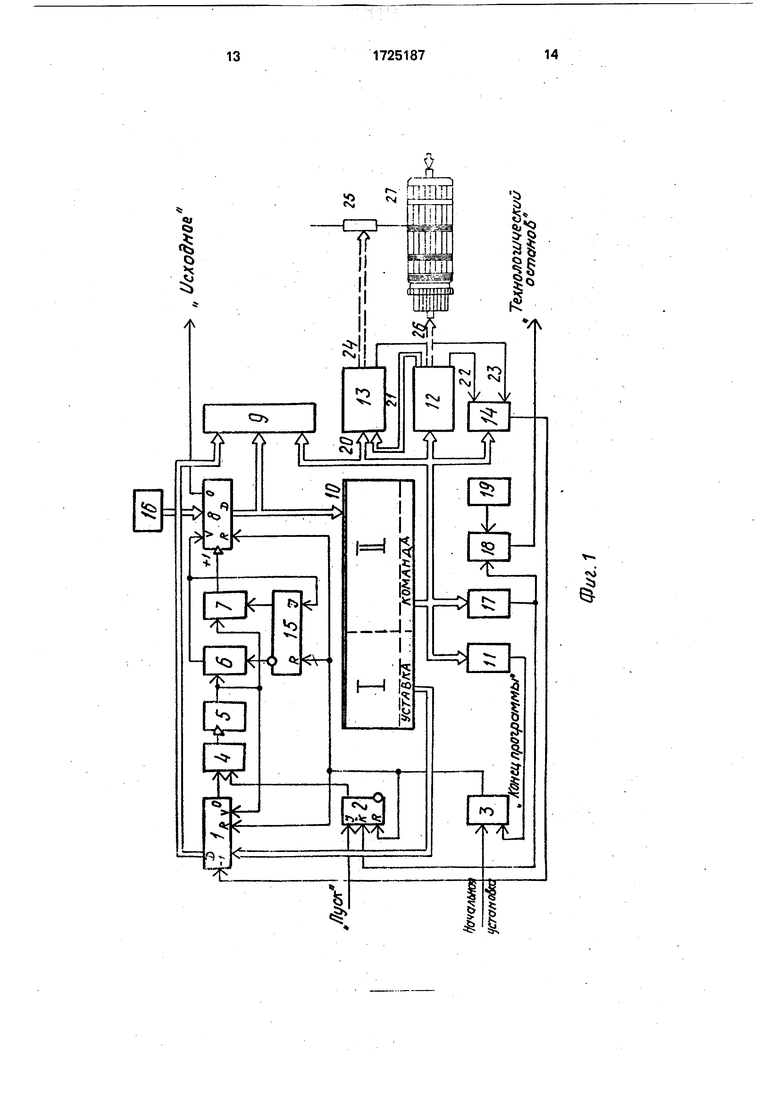
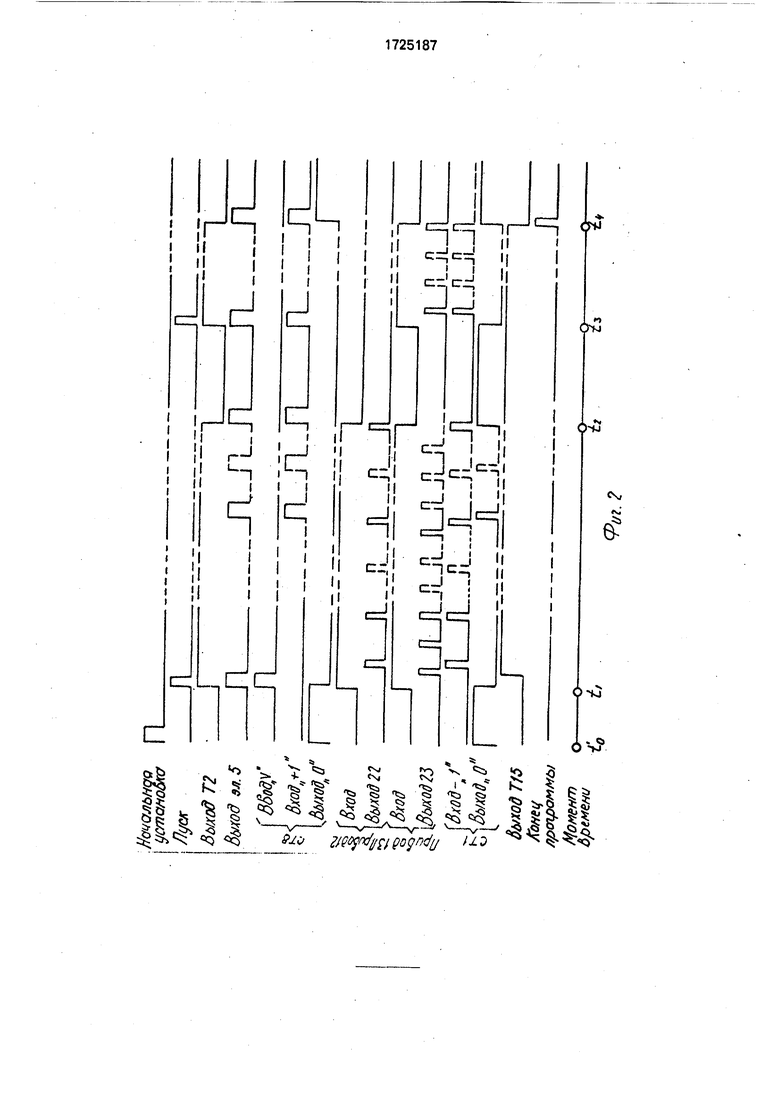
На фиг.1 изображена функциональная схема устройства; на фиг,2 - временная диаграмма работы; на фиг.З -блок-схема алгоритма его работы; на фиг.4 - функциональная схема электроприводов шпинделя и раскладчика.
Устройство содержит счетчик 1 импульсов, первый триггер 2, элемент 3 ИЛИ, первый элемент 4 И, одновибратор 5, пятый элемент б И, шестой элемент 7 И, счетчик 8 адреса, индикатор 9, блок 10 памяти программ с двумя зонами хранения информации, второй элемент 11 И, электропривод 12 шпинделя, электропривод 13 раскладчика, мультиплексор 14, второй триггер 15, задат- чик 16 номера программы, третий элемент 17 И, четвертый элемент 18 И, генератор 19 импульсов.
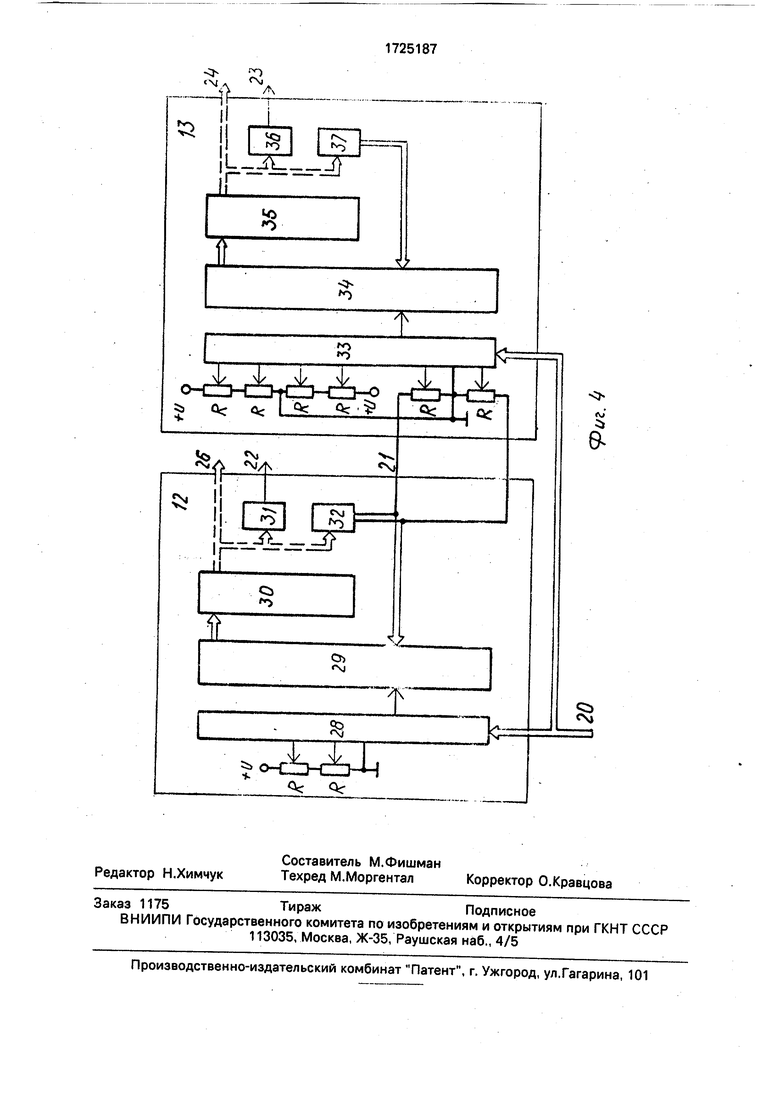
Электропривод 12 шпинделя (фиг.4) содержит шину 20 адресных входов, группу выходов 21, выход 22, блок 13 имеет выходы 23 и 24. На фиг.1 изображены раскладчик 25. Выход 26 привода 12 соединен с якорем 27. Электрипривод 12 шпинделя (фиг.4) содержит также мультиплексор 28 напряжения, регулятор 29 скорости, электродвигатель 30, датчик 31 оборота, тахогенератор 32 и последовательно соединенные переменные резисторы.
Электропривод 13 раскладчика содержит мультиплексор 33 напряжения, регулятор 34 скорости, электродвигатель. 35, датчик 36 оборота, тахогенератор 37 и две группы последовательно соединенных переменных резисторов.
Устройство работает следующим образом:
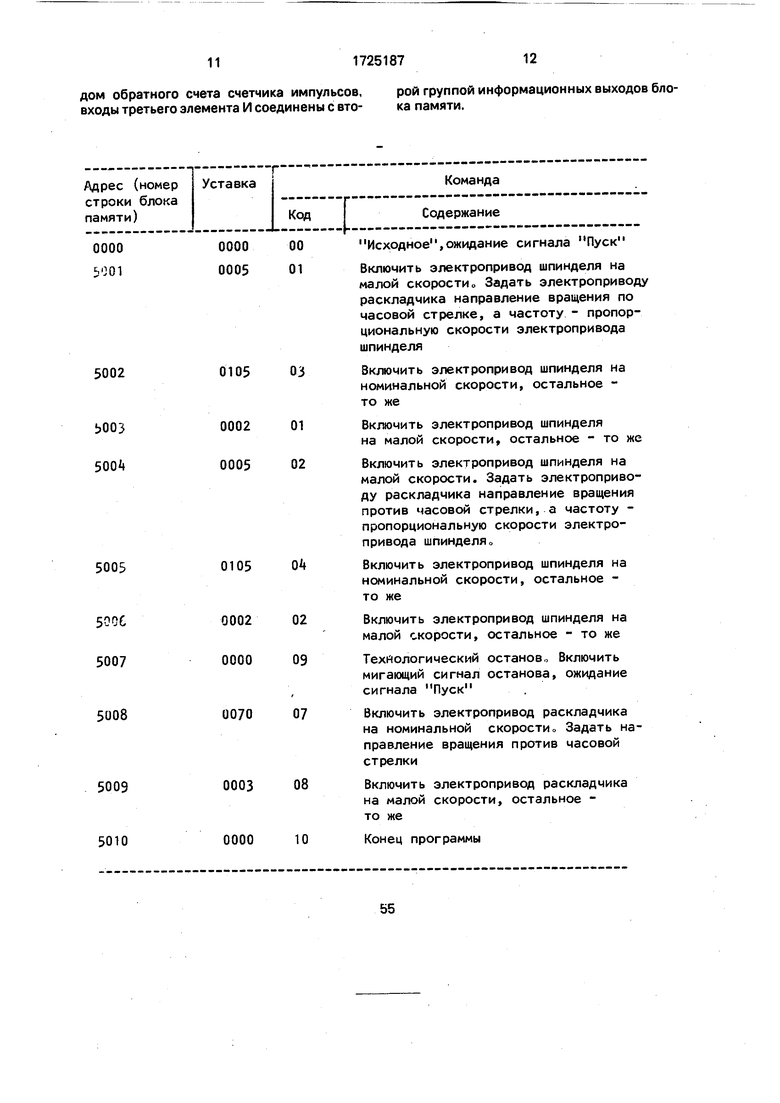
В блок 10 памяти программ записываются все программы работы бандажировоч- ного станка. Размещение программы памяти осуществляется таким образом, что коды старших разрядов начального адреса каждой из программ соответствуют ее номеру, а коды младших разрядов начального адреса - нулевые. В зону II записывается последовательность кодов команд на выполнение технологических операций, а в зону I - последовательность числовых устабок (количество витков или величина перемещения раскладчика), подлежащих отработке при выполнении соответствующих команд. Пример программы (5-й) приведен в таблице.
Начальная установка устройства осуществляется импульсным сигналом (момент
to), который через элемент 3 ИЛИ подается на входы сброса счетчика 1 импульсов, триггера 2, счетчика 8 адреса и триггера 15 и обеспечивает их обнуление.
При этом с третьего выхода устройства выдается сигнал Исходное. Сигнал с нулевого выхода счетчика 1 импульсов подготавливает к срабатыванию по первому входу первый элемент 4 И. С помощью задатчика
0 16 выбирается номер программы, подлежащий выполнению. При поступлении импульсного сигнала Пуск на вход устройства триггер 2 устанавливается в единичное состояние, срабатывает элемент 4 И, который
5 запускает одновибратор 5. Импульс, сформировавшийся на выходе одновибратора 5, проходит через элемент 6 И, передним фронтом обеспечивает запись кода номера программы, набранного на задатчике 16, в
0 счетчик 8 адреса, Осуществляется чтение из блока 10 памяти информации, хранящейся по начальному адресу выбранной программы, и занесение в счетчик 1 импульсов числа, записанного в I зоне данного адреса, так
5 как импульс с выхода одновибратора 5 разрешает также запись числа в счетчик 1 импульсов. Длительность импульса одновибратора 5 выбрана большей, чем суммарное время, приходящееся на пере0 ходные процессы при изменении состояния счетчика 8 адреса и занесении информации в счетчик 1 импульсов, но меньшей, чем время срабатывания управляемых механизмов и датчиков. Задним фронтом импульса од5 новибратора5триггер устанавливается в единичное состояние, элемент 6 И, закрывается, а элемент 7 И подготавливается к работе. Часть слова, читаемого из II зоны блока 10 памяти - код команды - поступает
0 по шине 20 на входы второго элемента 11 И, группу входов электропривода 12 шпинделя, первую группу входов электропривода 13 раскладчика и адресные входы мультиплексора 14. Если прочитана команда на5 мотки витков, включается электропривод 12 шпинделя на заданной скорости, выбирается направление вращения электропривода 13 раскладчика, мультиплексор 14 подключает свой первый информационный
0 вход 22 к выходу. Электропривод 12 с помощью своего первого выхода 26 вращает бандажируемый якорь (ротор), с группы выходов 21 выдает аналоговый сигнал, про- порциональный скорости вращения, на
5 вторую группу входов электропривода 13 раскладчика, благодаря чему обеспечивается шаг подачи раскладчика 25 на оборот шпинделя с высокой точностью. По мере вращения шпинделя сигналы от датчика оборота, встроенного в электропривод 12
шпинделя, проходят через первый вход 22 на выход мультиплексора 14, поступают на вход обратного счета счетчика 1 импульсов, в котором осуществляется отсчет числа импульсов от величины заданной уставки до нуля. При изменении состояния счетчика 1 импульсов с ненулевого на нулевое на нулевом выходе появляется сигнал, который проходит через элемент 7 И, обеспечивает прибавление единицы к содержимому счетчика 8 адреса, что приводит к чтению слова, хранящегося по следующему адресу блока 10 памяти программ (промежуток времени П-12нафиг.2).
При чтении команды перемещения раскладчика включается электропривод 13 раскладчика на заданной скорости в заданном направлении вращения, мультиплексор 14 подключает свой второй информационный вход 23 к выходу. Электропривод 13с помощью своего первого выхода 24 перемещает раскладчик 25 от одного бандажиру- емого участка якоря (ротора) к другому или в исходное положение (без вращения якоря). По мере перемещения раскладчика сигналы от датчика оборота, встроенного в электропривод 13 раскладчика, проходят через второй вход 23 на выход мультиплексора 14, поступают на вход обратного счета счетчика 1 импульсов. Дальнейшая отработка команды осуществляется аналогично команде, описанной выше (промежуток времени ).
При чтении команды технологического останова срабатывает третий элемент 17 И, который возвращает триггер 2 в нулевое состояние, элемент 4 И закрывается. Элемент 17 И подает единичный сигнал на первый вход четвертого элемента 18 И, в результате чего импульсы генератора 19 проходят на четвертый выход устройства, обеспечивая выдачу мигающего сигнала оператору станка. При этом оператор станка может выполнять вручную необходимые технологические операции. При поступлении импульсного сигнала Пуск на вход устройства триггер 2 вновь устанавливается в единичное состояние, срабатывает элемент 4 И, который запускает одновибратор 5. Импульс, сформировавшийся на выходе одно- вибратора 5, проходит через элемент 7 И, что приводит к чтению слова, хранящегося по следующему адресу блока 10 памяти (промежуток времени t2-ta).
В конце каждой программы работы бан- дажировочного станка записывается команда Конец цикла, который через первый вход элемента 3 ИЛИ устанавливает устройство в исходное состояние (момент времени
t4).
Нулевой выход счетчика 8 адреса используется для выдачи сигнала Исходное, который может быть использован как информационный и как блокировочный. 5Индикатор 9 является вспомогательным
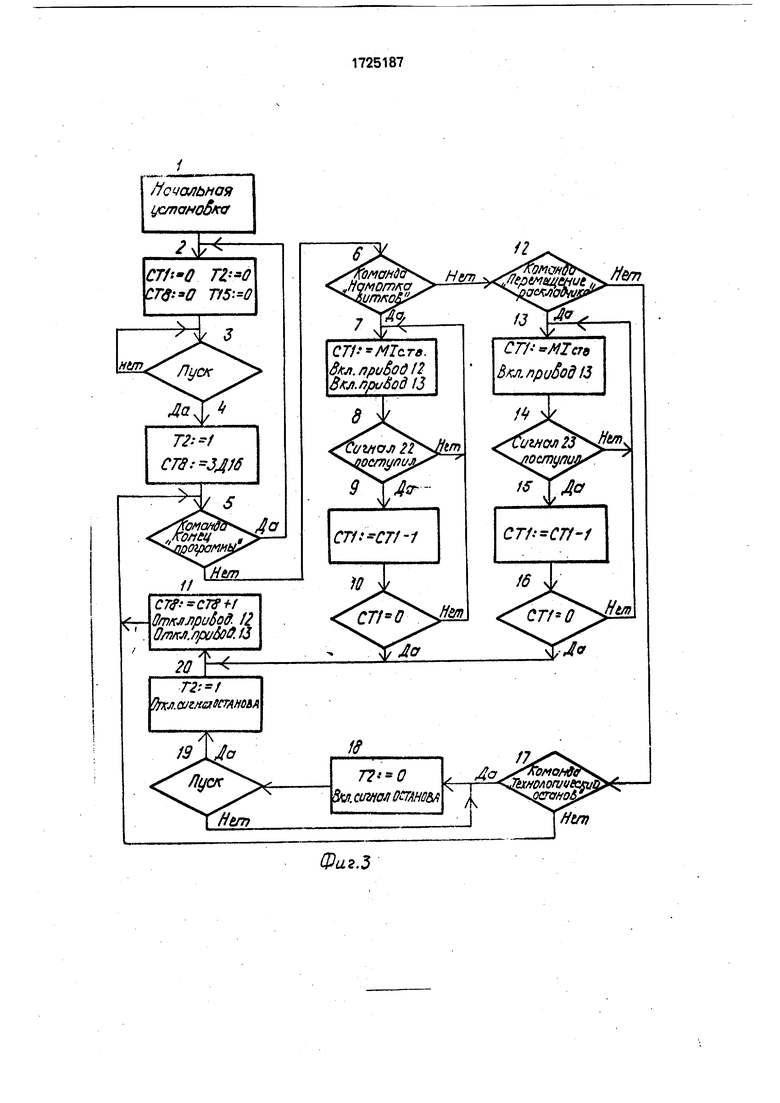
элементом и предназначен для использования пои отладке устройства и управляемого оборудования и поиске неисправностей в них. На индикаторе отображаются следую- 10 щие данные: номер строки программы (адрес блока 10 памяти программ), команда и величина уставки, подлежащей отработке. Операторы алгоритма, представленного на фиг.З, выполняют: 15 1 и 2 - начальную установку устройства;
3 и 4 - запуск устройства в работу, занесение начального адреса выбранной программы;
6-11 - управление электроприводами 0 шпинделя и раскладчика при намотке витков бандажа;
12-16,11 - управление электроприводом раскладчика при его перемещении к следующему бандажируемому участку или в 5 исходное положение;
17-20,11 - технологический останов станка;
5 и 2 - окончание отработки программы.
Электропривод 12 шпинделя (фиг.4) 0 обеспечивает малую скорость намотки витков бандажа в начале и в конце каждого слоя и номинальную скорость намотки остальных витков слоя. Мультиплексор 28 напряжения обеспечивает коммутацию аналого- 5 вых сигналов с одного из группы входов на один выход в зависимости от кода на его адресных входах 20. Величины аналоговых сигналов, соответствующие определенным частотам вращения шпинделя, устанавлива- 0 ются с помощью подвижных контактов резисторов. Система регулирования частоты вращения электродвигателя 30, включающая кроме электродвигателя регулятор 29 скорости и тахогенератор 32, может быть 5 выполнена также, как например, комплектный электропривод ЭПУ1.
На входе регулятора 29 скорости сравнивается сигнал задания с выхода мультиплексора 28 и сигнал отрицательной 0 обратной связи по частоте вращения, поступающий с тахогенератора 32, находящегося на валу электродвигателя 30. При наличии рассогласования регулятор 29 скорости формирует импульсы управления своими 5 силовыми элементами, обеспечивая изменение подводимого к якорю напряжения, а следовательно, частоты вращения электродвигателя. По мере уменьшения рассогласования (под действием отрицательной обратной связи по частоте вращения) происходит стабилизация частоты вращения на уровне, пропорциональном напряжению задания. После завершения каждого оборота вала электродвигателя 30 датчик 1 формирует импульс.
Электропривод 13 обеспечивает отработку заданных направления и скорости перемещения раскладчика. Работа электропривода аналогична описанной выше. Разница заключается в том, что в зависимости от кода на адресных входах 20 мультиплексора 33 напряжения на его выход передается аналоговый сигнал, пропорциональный напряжению тахогенератора 32 (в этом случае скорость перемещения раскладчика пропорциональна частоте вращения шпинделя) либо задатчика, выполненного на резисторах (в этом случае скорость перемещения раскладчика определяется соответствующим резистором).
Технико-экономический эффект от применения предложенного устройства ожидается при использовании его в станках и агрегатах для бандажирования якорей и роторов электрических машин, отличающихся многообразием форм, конструкций, количеством бандажируемых участков, количеством витков и слоев бандажа, так как имеется возможность применения во всех этих случаях одного устройства, что способствует универсализации как устройств управления, так и комплектуемого ими оборудования.
Устройство может применяться также для управления процессами бандажирования и намотки в различных отраслях промышленности.
Пример программы управления циклом работы бандажировочного станка представлен в таблице.
Формула изобретения
Устройство для программного управления бандажировочным станком, содержащее счетчик импульсов,электропривод шпинделя, электропривод раскладчика, счетчик адреса, блок памяти программ с двумя зонами хранения информации, индикатор, элемент ИЛИ, первый элемент И, од- новибратор, второй элемент И, выход которого соединен с первым входом элемента ИЛИ, вторым входом подключенного к входу начальной установки устройства, нулевой выход счетчика импульсов подключен к первому входу первого элемента И, присоединенного выходом к входу одновибрато- ра, выход которого подключен к входу загрузки счетчика импульсов, входы второго
элемента И соединены с второй группой информационных выходов блока памяти программ, группой входов электропривода шпинделя, первой группой входов электропривода раскладчика и первой группой входов индикатора, подключенного второй группой входов к информационным выходам счетчика импульсов, а третьей группой входов - к адресным входам блока памяти
0 программ и информационным выходам счетчика адреса, нулевой выход которого является третьим выходом устройства, вход сброса счетчика адреса соединен с выходом элемента ИЛИ и входом сброса счетчика
5 импульсов, группа информационных входов которого соединена с первой группой информационных выходов блока памяти программ, первые выходы электроприводов шпинделя и раскладчика соединены соот0 ветственно с первым и вторым выходами устройства, отличающееся тем, что, с целью расширения области применения устройства, в него введены первый и второй триггеры, мультиплексор, задатчик номера
5 программы, генератор импульсов, третий, четвертый, пятый и шестой элементы И, выход последнего из которых подключен к счетному входу счетчика адреса, группа информационных входов которого соединена
0 с выходами задатчика номера программы, первый вход шестого элемента И подключен к прямому выходу второго триггера, вход синхронной установки которого соединен с входом загрузки счетчика адреса и выходом
5 пятого элемента И, первый вход которого подключен к выходу одновибратора и второму входу шестого элемента И, а второй вход пятого элемента И подключен к инверсному выходу второго триггера, вход эсинхронно0 го сброса которого соединен с выходом элемента ИЛИ и входом асинхронного сброса первого триггера, прямой выход которого подключен к второму входу первого элемента И, вход синхронной установки - к входу
5 пуска устройства, а вход синхронного сброса - к выходу третьего элемента И и к первому входу четвертого элемента И, второй вход которого соединен с выходом генератора импульсов, а выход является четвер0 тым выходом устройства, причем вторая группа выходов электропривода шпинделя подключена к второй группе аходов электропривода раскладчика, а второй выход электропривода шпинделя подключен к
5 первому информационному входу мультиплексора, вторым информационным входом соединенного с вторым выходом электропривода раскладчика, адресными входами - с второй группой информационных выходов блока памяти программ, а выходом - с входом обратного счета счетчика импульсов, входы третьего элемента И соединены с второй группой информационных выходов блока памяти.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления намоточным станком | 1987 |
|
SU1451648A1 |
| Устройство для программного управления намоточным станком | 1985 |
|
SU1251029A1 |
| Устройство для программного управления намоточным станком | 1989 |
|
SU1725184A1 |
| Устройство для программного управления намоточным станком | 1990 |
|
SU1784942A1 |
| ИМИТАТОР СИГНАЛОВ УПРАВЛЕНИЯ ПОЗИЦИОНИРОВАНИЕМ МАГНИТНЫХ ГОЛОВОК ОТНОСИТЕЛЬНО МАГНИТНЫХ ДИСКОВ | 1991 |
|
RU2017239C1 |
| Параллельный логический мультиконтроллер | 2016 |
|
RU2634199C1 |
| Устройство для программного управления | 1990 |
|
SU1784939A1 |
| УСТРОЙСТВО СБОРА И РЕГИСТРАЦИИ ПОЛЕТНОЙ ИНФОРМАЦИИ | 1990 |
|
SU1825189A1 |
| УСТРОЙСТВО ДЛЯ ВИЗУАЛЬНОГО КОНТРОЛЯ ИСПОЛНЕНИЯ ПРОГРАММ | 1991 |
|
RU2012044C1 |
| Программируемый контроллер | 1984 |
|
SU1453404A1 |
0105 03
0002 01 0005 02
0105
0002 0000
0070
0003 0000
04
02 09
07
08
10
малой скорости о Задать электроприво раскладчика направление вращения по часовой стрелке, а частоту - пропорциональную скорости электропривода шпинделя
Включить электропривод шпинделя на номинальной скорости, остальное - то же
Включить электропривод шпинделя
на малой скорости, остальное - то ж
Включить электропривод шпинделя на малой скорости. Задать электроприводу раскладчика направление вращения против часовой стрелки, а частоту - пропорциональную скорости электропривода шпинделяо
Включить электропривод шпинделя на номинальной скорости, остальное - то же
Включить электропривод шпинделя на малой скорости, остальное - то же
Техйологический останов Включить мигающий сигнал останова, ожидание сигнала Пуск
Включить электропривод раскладчика на номинальной скорости Задать направление вращения против часовой стрелки
Включить электропривод раскладчика на малой скорости, остальное - то же
Конец программы
Ц
I
Ј Ci л -Q :& v v-
«Q § &o №ф40мдодп4{/ из
