Изобретение относится к обработке металлов давлением и может быть использовано при производстве труб из нержавеющих сталей волочением на деформирующемся сердечнике.
Цель изобретения - улучшение качества труб путем повышения их коррозионной стойкости к межкристаллитной коррозии.
Сердечник перед вводом в трубу подвергают нагреву в обезуглероживающей атмоссЬере. При волочении труб из нержавеющей стали на сердечнике с предварительно обезуглероженным наружным слоем исключается науглероживание внутренней поверхности труб по причине уменьшения градиента концентраций углерода.
В качестве примера рассмотрим изготовление труб размером 2x2,0 мм из стали ОХ18Н10Т на деформирующемся сердечнике из марганцовистой стали
ЭИ-94 (С 0,7-0,9%; Мп 13-15%; Ni 2,75-3,75).
На размере 0 6,5 мм сердечник подвергают нагреву в обезуглероживающей водородно-водяной атмосфере (99% Н2 и 1% Н40) до 950-1000°С в течение 60-70 мин.
При 900-1000°С имеет место повышенная интенсивность обезуглероживания стали.
Волочением по маршруту 6, 5 - 5,5 мм сердечник нагартованный до 6В 130- 140 кг/мм2, затем его вводят в трубу размером 10 х 1,2 мм и выполняют первый проход на нагартованном сердечнике как на длинной жесткой подвижной оправке по маршруту:
10 х 1,2 - 7,4 х 0,95 мм.
После термообработки (температура нагрева 950-1000 0, охлаждение в воде) дальнейшее волочение осуществляют по маршруту:
SS
(П CZ
ел оо
СЛ
4.
оэ
П. 7,4 х 0,95 мм;
1.5,5 х 0,67 мм;
2.4,5 х 0,54 мм;
3.3,5 х 0,41 мм;
4.2,8 х 0,32 MMJ
5.2,3 х 0,26 мм; 6,. 2,0 х 0,2 мм.
После каждого прохода трубу вместе сердечником подвергают умягчающей рмообработке. На готовом размере
10
2x0,
2 мм сердечник из трубы извлекают
растяжением до разрыва.
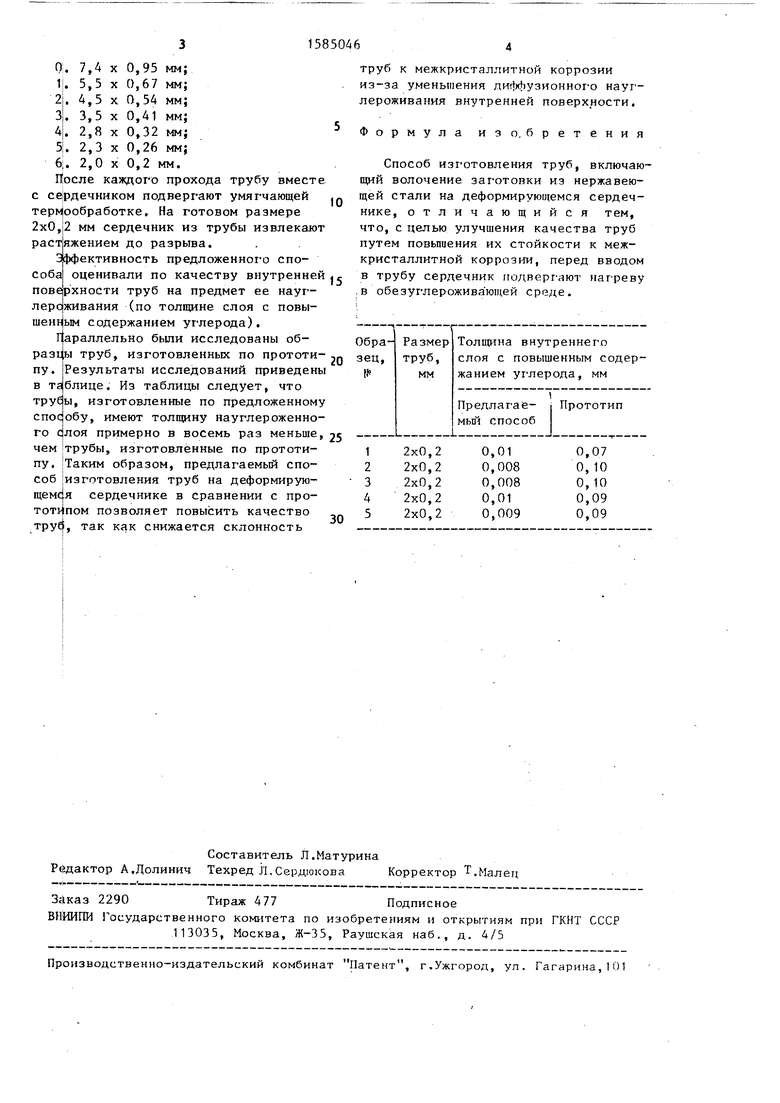
Эффективность предложенного способа оценивали по качеству внутренней поверхности труб на предмет ее науглероживания (по толщине слоя с повышенным содержанием углерода).
Параллельно были исследованы об- разиы труб, изготовленных по прототи- пу. Результаты исследований приведены в таблице. Из таблицы следует, что трубы, изготовленные по предложенному способу, имеют толщину науглероженно- го рлоя примерно в восемь раз меньше, чем трубы, изготовленные по прототипу. Таким образом, предлагаемый способ изготовления труб на деформирующемся сердечнике в сравнении с прототипом позволяет повысить качество труй, так как снижается склонность
труб к межкрнсталлитной коррозии из-за уменьшения диффузионного науглероживания внутренней поверхности.
Формула изо. бретения
Способ изготовления труб, включающий волочение заготовки из нержавеющей стали на деформирующемся сердечнике, отличающийся тем, что, с целью улучшения качества труб путем повышения их стойкости к меж- кристаллитной коррозии, перед вводом в трубу сердечник подвергают нагреву в обезуглероживающей среде.
Размер труб, мм
Толщина внутреннего слоя с повышенным содержанием углерода, мм
Предлагаемый способ
1
Прототип
2x0,2 2x0,2 2x0,2 2x0,2 2x0,2
0,01
0,008
0,008
0,01
0,009
0,07 О, 10 О, 10 0,09 0,09
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб с калиброванным внутренним каналом | 1990 |
|
SU1771432A3 |
| Способ производства труб | 1980 |
|
SU933749A1 |
| Способ изготовления труб | 1980 |
|
SU884781A1 |
| Способ холодной прокатки труб | 1989 |
|
SU1724401A1 |
| СПОСОБ ПРОИЗВОДСТВА ФОЛЬГИ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ АУСТЕНИТНОГО КЛАССА | 1990 |
|
RU2015182C1 |
| Способ обработки изделий из нержавеющих сталей аустенитного класса | 1983 |
|
SU1131911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО ЭЛЕКТРОПРОВОДНИКА | 2001 |
|
RU2216804C2 |
| Способ вакуумтермической обработки изделий из нержавеющих сталей | 1982 |
|
SU1118697A1 |
| Способ изготовления труб из нержавеющих сталей и сплавов | 1979 |
|
SU872579A1 |
| Дистанционирующая проволока для тепловыделяющих сборок ядерных реакторов и способ ее изготовления | 2023 |
|
RU2829229C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве труб из нержавеющих сталей волочением на деформирующемся сердечнике. Цель изобретения - улучшение качества труб путем повышения их стойкости к межкристаллитной коррозии. Сердечник перед вводом в трубу подвергают нагреву в обезуглероживающей среде. При последующем волочении труб из нержавеющей стали исключается науглероживание внутренней поверхности труб. 1 табл.
| Патент СССР (F 9009, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 0 |
|
SU201303A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
