Изобретение относится к технологии изготовления способами порошковой металлургии составных магнитопрово- дов и может быть использовано при производстве деталей магнитных систем в радиотехнической и электротехнической промышленностях.
Целью изобретения является повышение магнитных свойств, качества магнитопроводов и эффективности процесса.
Сущность изобретения заключается в том, что согласно способу изготовления составных магнитопроводов, включающему прессование охватываемой детали, опрессовку ее порошком охватывающей детали и спекание сборной заготовки в защитной атмосфере, перед сборкой охватываемую деталь
спекают в защитной атмосфере, после спекания осуществляют пластическую- или механическую обработку, а сборное изделие спекают при температуре на 50-150 С ниже температуры спекания охватываемой детали.
Например, в случае изготовления охватываемой детали из железного порошка ее спекают при 1100-1200 С, при изготовлении охватываемой детали из материала железоЛосфор ее спекают при 1200-1250 С (жидкофазное спекание) .
При этих температурах процесс спекания происходит наиболее полно, спеченные изделия приобретают механические свойства, соизмеримые со свойстсд
00
сд
о
S
СО
вами компактных материалов, и соответствующую структуру.
Однако их геометрические размеры не соответствуют требованиям к деталям магнитных систем, точность которых соответствует 2 классу точности или 6-7 квалитету. Причиной этого является неравномерная усадка при спекании.
Для придания деталям соответствующих размеров осуществляют пластическую или механическую доработку. При изготовлении деталей из железного порошка это может быть, например, до- прессовка, с дополнительной целью увеличения плотности, или калибровка.
Б случае изготовления охватываемых деталей из материала железофосфор ввиду высокой плотности после жидко- фазного спекания (7,4-7,5 г/см) до- прессовка не требуется и детали обрабатывают в размер калибровкой или механической доработкой (безцентровая шлифовка).
Прессование охватывающей детали и сборку осуществляют уплотнением порошка относительно охватываемой де- тали. При этом разрушения охватываемых деталей не происходит, так как они обладают достаточной прочностью после спекания.
Спекают сборное изделие при температуре на 50-150°С ниже температуры спекания охватываемых деталей. При этом за счет того, что процессы спекания в охватываемых деталях прошли в достаточной степени, повторная усадка при более низких температурах спекания практически равна нулю и сое- тавляет 0,01-0,04%, что не сказывается на точности изделий.
Повторное спекание (отжиг) охватываемых деталей в составе сборного изделия снимает наклеп и нагартовку поверхностного слоя и улучшает структуру, что благоприятно сказывается на магнитных свойствах.
Усадка охватывающей детали при спекании составляет, в зависимости от материала и плотности, 0,5 - 2,0% по диаметру, таким образом прочность соединения охватываемой и охватывающей деталей при .спекании сборного изде
0
5
0
5
магнитные свойства изделий соответст-i вуют свойствам цельной конструкции магнитопровода, так как зазор между охватываемой и охватывающей деталями отсутствует.
Выбор интервала разности температур спекания охватываемой детали и сборки (ЛТ 50-150°С) обусловлен требованиями получения оптимального сочетания магнитных и физико-механических характеристик.
Пример 1. Проводили изготовления сборной детали магнитной (составного магнитопровода) системы динамической головки типа 10ГД. Охватываемую деталь (керн) прессовали из смеси порошка железа марки ПЛР ВЗ с 0,8-1,2% фосфора при давлении 7- 8 т/см2. Плотность керна после прессования составляла 6,9-7,0 г/см3.
Прессовки спекали в среде диссоциированного аммиака по режиму: - 2 ч; 1250°С - 4 ч, охлаждение с печью до 50,0РС. Плотность после спекания 7,4 - 7,5 г/см3.
После спекания керны обрабатывали на бесцентрово-шлифовальной стенке
в размер 0 25 (0,007)
мм. Затем
0,020
керн помещали в матрицу, производили вокруг него засыпку железного порошка марки ПЖРВЗ и уплотняли последний при давлении 8-10 т/см2. Плотность охватывающей детали (фланца 0 80 мм) после прессования составляла 7,15 - 7,25 г/см3. Сборное изделие спекали в среде диссоциированного аммиака по режиму: садка при 800°С; нагрев до выдержка 2 ч; охлаждение с печью до 800 С. Плотность фланца после спекания 7,2-7,3 г/см3.
После спекания керн имел размеры 0 25 - (fl flo) мм что соответствует
требованиям конструкторской документации (КД). Предельные отклонения по неперпендикулярности керна по отношению к фланцу в пределах 0,1 мм, что также соответствует требованиям конструкторской документации.
Замеры магнитной индукции в рабочем зазоре систем, изготовленных по


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВ НА ОСНОВЕ ЖЕЛЕЗА | 1990 |
|
SU1812723A1 |
| Способ изготовления составных изделий из порошка | 1987 |
|
SU1407675A1 |
| Способ изготовления составных магнитопроводов | 1986 |
|
SU1385193A1 |
| Способ получения составных изделий | 1989 |
|
SU1692738A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ ДИФФУЗИОННО-ЛЕГИРОВАННЫХ ЖЕЛЕЗНЫХ ПОРОШКОВ | 1993 |
|
RU2043868C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ИЗНОСОСТОЙКИХ ИЗДЕЛИЙ | 2009 |
|
RU2405658C1 |
| Способ изготовления спеченных изделий из металлических порошков | 1988 |
|
SU1646677A1 |
| МАТЕРИАЛ ЭЛЕКТРОДОВ ГЕНЕРАТОРОВ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ | 2000 |
|
RU2176833C1 |
| Способ изготовления магнитопроводов элементов автоматики | 1987 |
|
SU1540940A1 |
| ПОРОШОК, СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТА И КОМПОНЕНТ | 2007 |
|
RU2458761C2 |
Изобретение относится к технологии изготовления способами порошковой металлургии составных магнитопроводов и может быть использовано при производстве деталей магнитных систем в радиотехнической и электротехнической отраслях промышленности. Целью изобретения является повышение магнитных свойств, качества магнитопроводов и эффективности процесса. Полученную прессованием охватываемую деталь спекают в защитной атмосфере, после спекания осуществляют ее пластическую или механическую обработку, опрессовывают порошком, а сборный магнитопровод спекают при температуре на 50-150°С ниже температуры спекания охватываемой детали. Получают составные магнитопроводы из порошков железа, обладающие повышенными магнитными свойствами и точностью. Выход годного составляет 98-99%. 4 табл.
лия повышается, поскольку процесс спека- предложенному и известному способам,
ния проходит под давлением охватывающей детали на охватываемую за счет разных усадок, и диффузионные процессы интенсифицируются. После спекания
приведены в табл. 1.
Намагничивание систем осуществлял при напряженности магнитного поля 0,8 Тл.
приведены в табл. 1.
Намагничивание систем осуществляли при напряженности магнитного поля 0,8 Тл.
Замеры индукции производили при помощи дифференциальной катушки и мил ливеберметра.
П р и м е р 2. Проводили изготовление сборной детали магнитной системы динамической головки типа 15 ГД (составной магнитопровод).
Охватываемую деталь (керн) прессовали из отожженного железного порошка ПЖ4СЗ- при давлении 7-8 т/см2. Плотность прессовок 6,7-6,9 . Прессовки спекали в среде диссоциированного аммиака по режиму: садка при 800°С; нагрев до 1150°С; выдержка 2 ч; охлаждение с печью до 800°С. Плотность после спекания 6,8-7,0 г/см3 После спекания керны допрессовывали при давлении 8-10 т/см2 до плотности 7,3-7,5 г/см3. Размеры кернов 0
,,, 0,020
5 - п ««ч мм затем керн помещали
в матрицу, производили вокруг него засыпку железного порошка марки ПЛРВЗ и уплотняли посгедний при давлении 8-10 т/см2. Плотность охватывающей детали (фланца D80 мм) составляла 7,15-7,25 г/см3. Сборное изделие спекали в среде диссоциированного аммиака при 1100°С. Плотность фланца после спекания 7,2-7,3 г/см3. После спекания керн имел размеры 0 25 ,0,020. Ч),04Г
мм, что соответствует требованиям конструкторской документации.
Замеры магнитной индукции приведены в табл. 2.
Пример 3. Проводили изготовление сборной детали магнитной системы рупорного громкоговорителя типа 10ГР (составной магнитопровод).
Охватываемую деталь (керн) прессовали из отожженного железного порошка ПЖ4СЗ при давлении 7-8 г/см2. Плотность прессовок 6,8-6,9 г/см3.
Прессовки спекали в среде диссоциированного аммиака в контейнерах по режиму: садка при 800°С} нагрев до 1200°С; выдержка 2 ч; охлаждение с
печью до 800 С. Плотность после спека-50 прессования охватываемую деталь спе-
ния 6,9-7,0 г/см3. После спекания керны допрессовывали при давлении 8- 10 т/см2до плотности 7,3-7,5 г/см3.
Размеры кернов 050- ( ) мм-.Затем керн помещали в матрицу,производили
50736
вокруг него засыпку железного порошка марки ПЯРВЗ и уплотняли последний при давлении 8-10 т/см2.
Плотность охватываемой детали (фланца 0 124 мм) составляла 7,0- 7,2 г/см3. Сборное изделие спекали в среде диссоциированного аммиака при в течение двух часов. Плотность фланца после спекания 7,1-7,3 г/см3. После спекания керн имел размеры
10
5
0
5
мм, что соответствует
0 50 - (° °8) р V0,12 требованиям конструкторской документации. Предельные отклонения размеров в Допуске.
Замеры магнитной индукции приведены в табл. 3.
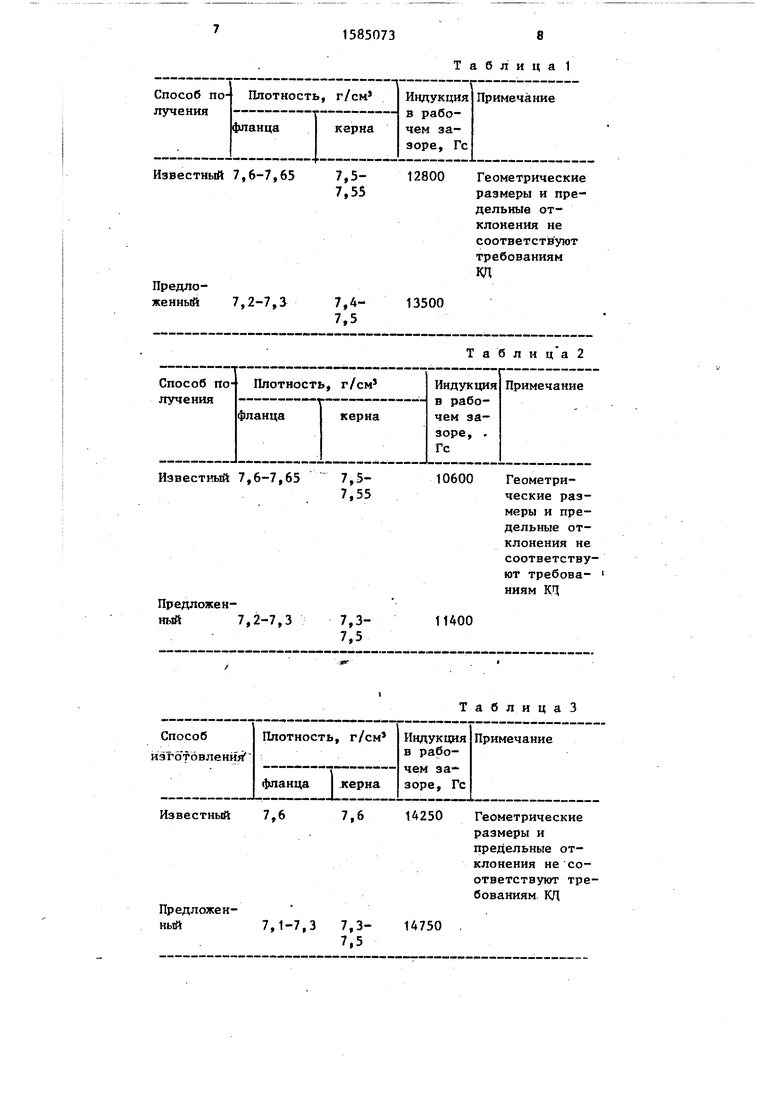
Как следует из табл. 1-3, магнито- проводы, изготовленные предложенным способом, характеризуются более высокими магнитными свойствами по сравнению с аналогичными магнитопроводами, полученными известным способом.
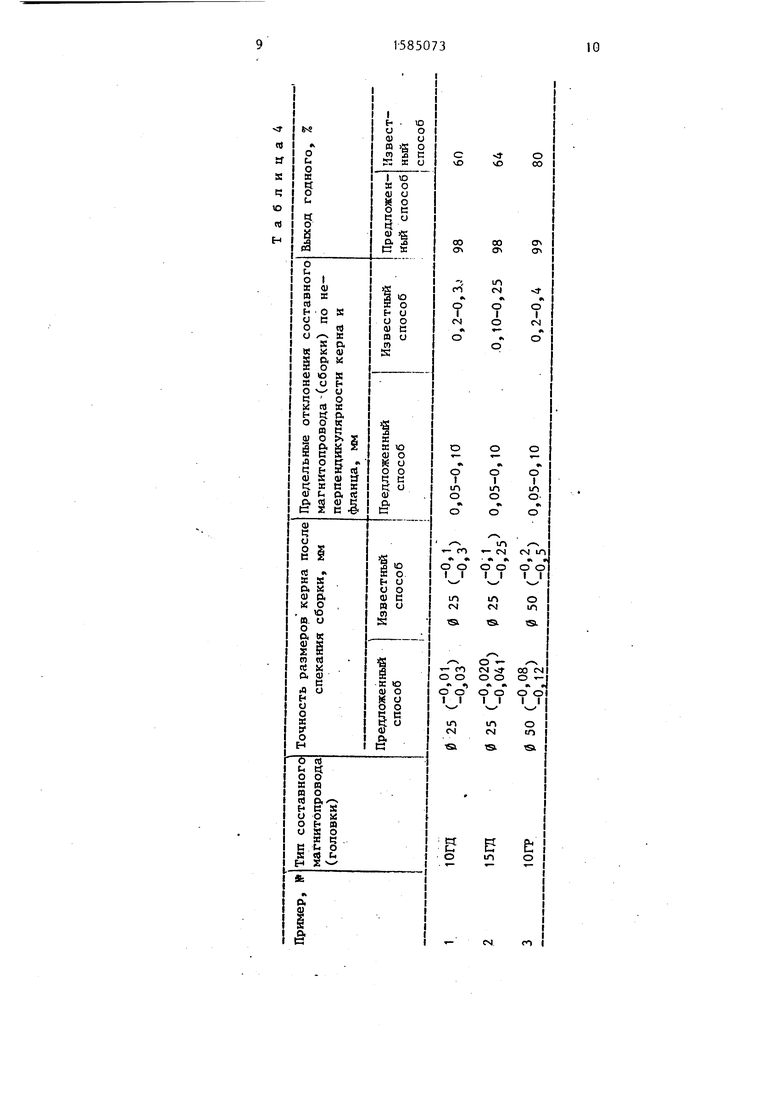
В табл. 4 сопоставлены качественные показатели (точность размеров) и выход годного при получении составных магнитопроводов предложенным и известным способами.
|
Из табл, 4 следует, что предложенный способ позволяет улучшить качество магнитопроводов за счет повышения точности их размеров, а также повысить эффективность процесса за счет повышения выхода годного с 60- 80% для известного способа до 98-99%.
Формула изобретения
Способ изготовления составных магнитопроводов, включающий прессование охватываемой детали, спрессовывание ее порошком охватывающей детали и-спе- какие сборной заготовки в защитной атмосфере, отличающийся тем,, что, с целью повышения магнитных свойств, качества магнитопроводов и эффективности процесса, после
кают в защитной атмосфере, спеченную заготовку подвергают пластической или механической обработке, а спекание сборной заготовки проводят при температуре на 50-150°С ниже температуры спекания охватываемой детали.
Таблица 1
.- ..
пособ по-4 Плотность, г /см3 Индукция) Примечание
учения тв рабофланца керна чем зазоре, Гс
звестный 7,6-7,65 7,5- 12800 Геометрические
7,55размеры и предельные отклонения не соответствуют требованиям
Ю
редлоенный 7,2-7,Э 7,4- 13500
- 75
Т а б л и 2
Способ по-4 Плотность, г/см5 Индукция Примечание
лучения -ув рабофланца керна чем зазоре, . Гс
Известный 7,6-7,65 7,5- 10600 Геометри7,55ческие размеры и предельные отклонения не соответствуют требова- « ниям КТ Предложенный 7,2-7,3 7,3- 11400
- I:5
да-
/
1
ТаблицаЗ Способ Плотность, г/смэ Индукция Примечание
--В ОЯ.бо-
зготовления
чем за«
фланца I керна зоре, Гс
Известный 7,6 7,6 14250 Геометрические
размеры и предельные отклонения не соответствуют требованиям КД Предложенный 7,1-7,3 7,3- 14750
7,5
| Способ изготовления слоистых магнитопроводов | 1982 |
|
SU1076195A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления составных магнитопроводов | 1986 |
|
SU1385193A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
