Изобретение относится к порошковой, металлургии, в частности к способам получения магнитопроводов элементов автоматики с заданными магнитными свойствами, и может быть использовано в приборостроении.
Целью изобретения является снижение трудоемкости изготовления и повы- шение эксплуатационной надежности магнитопроводов с переменной магнитной проницаемостью.
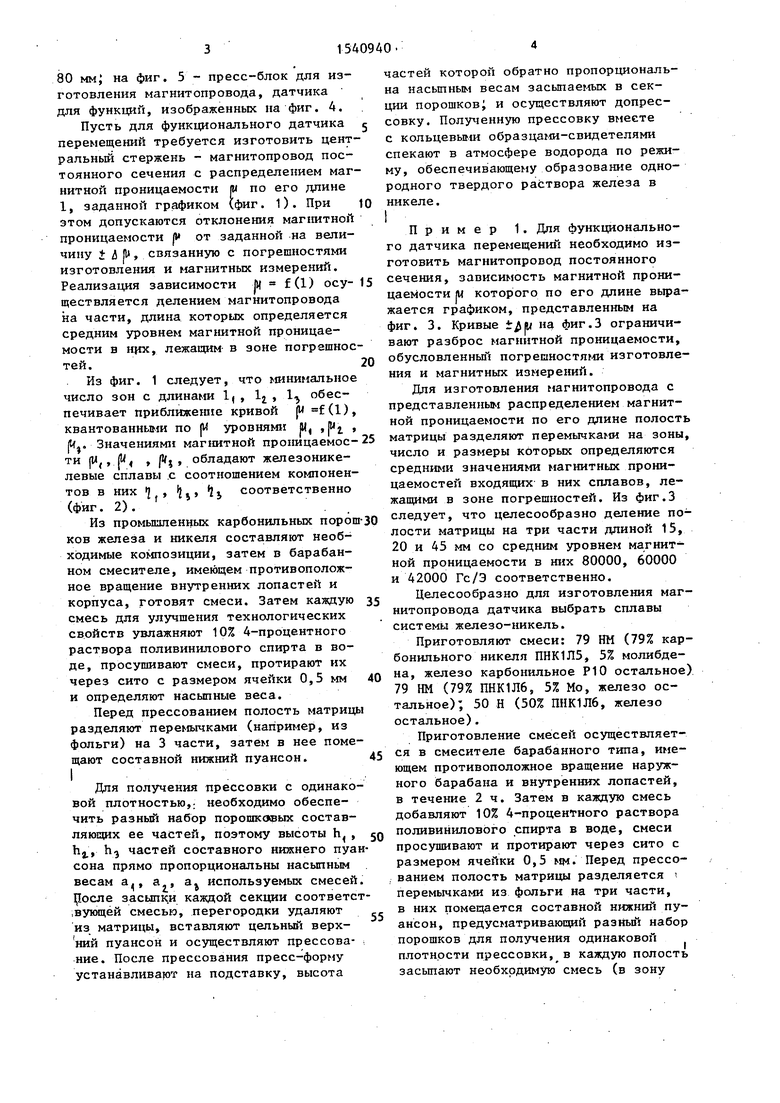
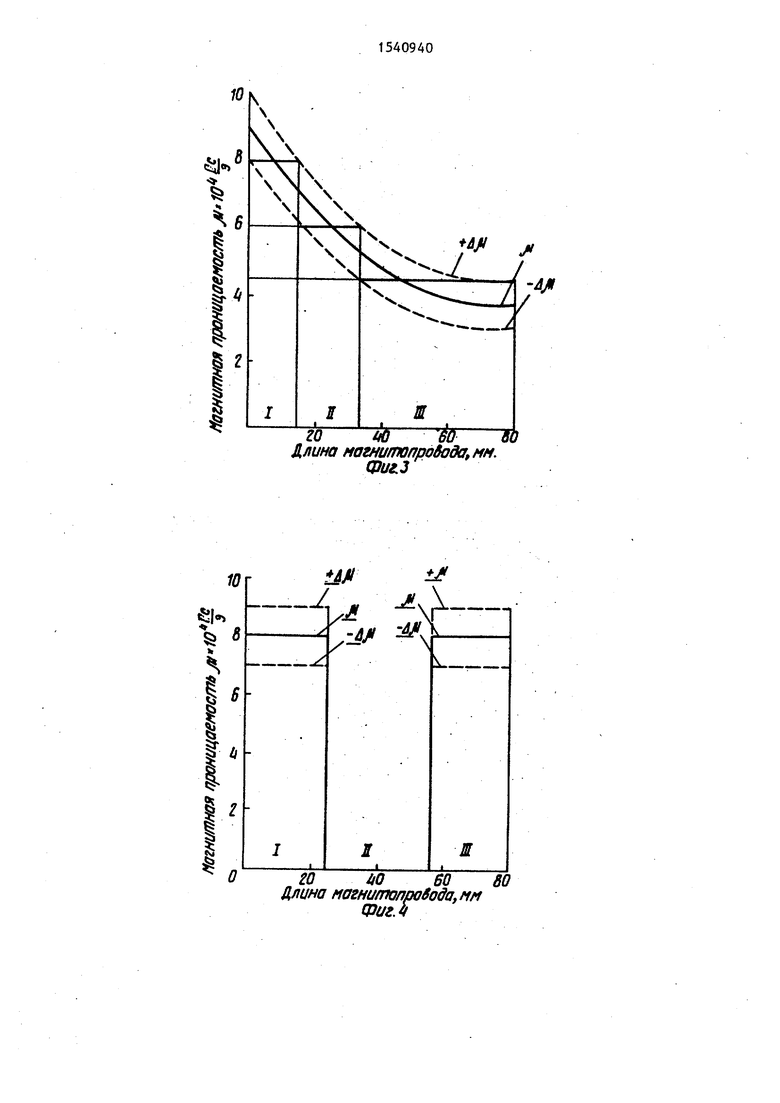
На фиг. 1 показана функция распределения магнитной проницаемости по длине магннтопровода на фиг. 2 - зависимость магнитной проницаемости же- лезоникельных сплавов от содержания никеля; на фиг. 3 - функция распределения магнитной проницаемости по длине магнитопровода постоянного сечения; на фиг. 4 - график зависимости магнитной проницаемости магнитопровода постоянного сечения 6x6 мм и длиной
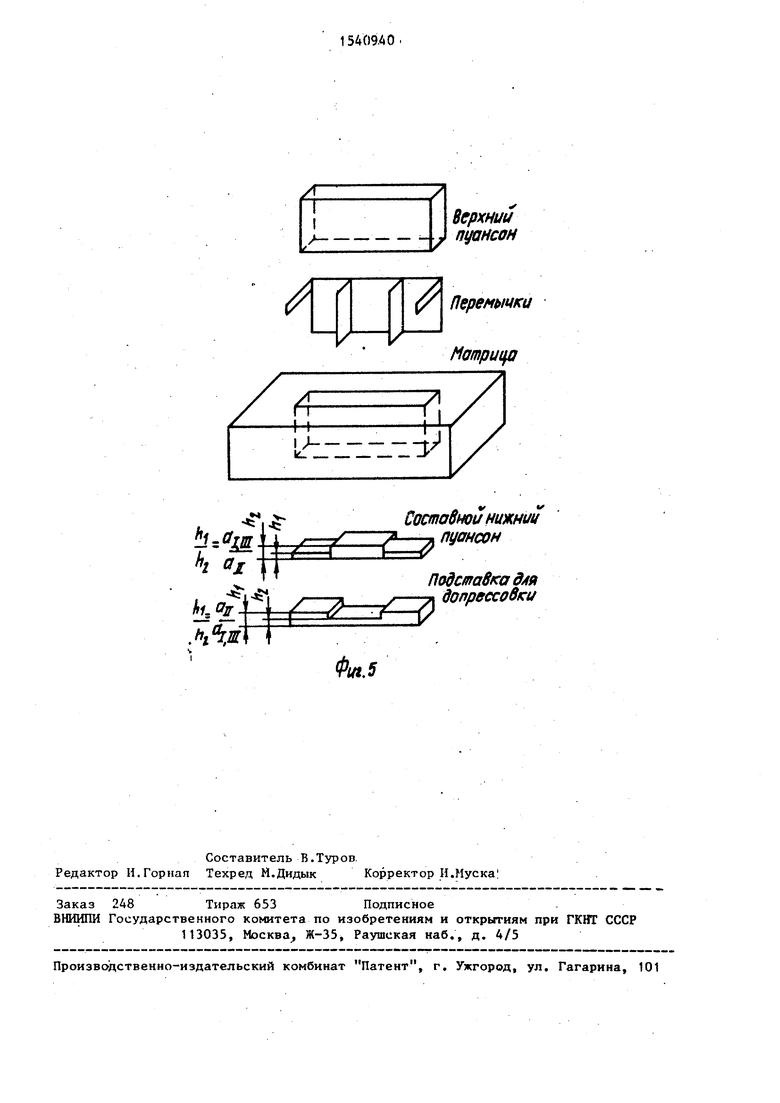
80 мм; на фиг. 5 - пресс-блок для изготовления магнитопровода, датчика для функций, изображенных на фиг. 4.
Пусть для функционального датчика перемещений требуется изготовить центральный стержень - магнитопровод постоянного сечения с распределением магнитной проницаемости р по его длине 1, заданной графиком (фиг. 1). При этом допускаются отклонения магнитной проницаемости р от заданной на величину J & 11, связанную с погрешностями изготовления и магнитных измерений. Реализация зависимости Ш f(U осу- ществляется делением магнитопровода на части, длина которых определяется средним уровнем магнитной проницаемости в них, лежащим в зоне погрешностей.
Из фиг. 1 следует, что минимальное число зон с длинами 1,, 1г, 1 обеспечивает приближение кривой (И f (1), квантованными по (И уровнями U, ,pt , (Uj. Значениями магнитной проницаемое- ти (Wj, р 4 Pi обладают железонике- левые сплавы с соотношением компонентов в них 2.} 2j соответственно (фиг. 2).
Из промышленных карбонильных порош ков железа и никеля составляют необходимые композиции, затем в барабанном смесителе, имеющем противоположное вращение внутренних лопастей и корпуса, готовят смеси. Затем каждую смесь для улучшения технологических свойств увлажняют 10% 4-процентного раствора поливинилового спирта в воде, просушивают смеси, протирают их через сито с размером ячейки 0,5 мм и определяют насыпные веса.
Перед прессованием полость матрицы разделяют перемычками (например, из фольги) на 3 части, затем в нее помещают составной нижний пуансон.
I
Для получения прессовки с одинаковой плотностью,; необходимо обеспечить разный набор порошковых составляющих ее частей, поэтому высоты h, h, Ьэ частей составного нижнего пуансона прямо пропорциональны насыпным весам а, а , at используемых смесей. После засыпки каждой секции соответствующей смесью, перегородки удаляют
из матрицы, вставляют цельный верх- ний пуансон и осуществляют прессование. После прессования пресс-форму устанавливают на подставку, высота
5 0
5
0
5
частей которой обратно пропорциональна насыпным весам засыпаемых в секции порошковi и осуществляют допрес- совку. Полученную прессовку вместе с кольцевыми образцами-свидетелями спекают в атмосфере водорода по режиму, обеспечивающему образование однородного твердого раствора железа в никеле.
Пример 1. Для функционального датчика перемещений необходимо изготовить магнитопровод постоянного сечения, зависимость магнитной проницаемости м которого по его длине выражается графиком, представленным на фиг. 3. Кривые на фиг.З ограничивают разброс магнитной проницаемости, обусловленный погрешностями изготовления и магнитных измерений.
Для изготовления магнитопровода с представленным распределением магнитной проницаемости по его длине полость матрицы разделяют перемычками на зоны, число и размеры которых определяются средними значениями магнитных прони- цаемостей входящих в них сплавов, лежащими в зоне погрешностей. Из фиг.З следует, что целесообразно деление полости матрицы на три части длиной 15, 20 и 45 мм со средним уровнем магнитной проницаемости в них 80000, 60000 и 42000 Гс/Э соответственно.
Целесообразно для изготовления магнитопровода датчика выбрать сплавы системы железо-никель.
Приготовляют смеси: 79 НМ (79% карбонильного никеля ПНК1Л5, 5% молибдена, железо карбонильное Р10 остальное) 79 НМ (79% ПНК1Л6, 5% Мо, железо остальное); 50 Н (50% ПНК1Л6, железо остальное).
Приготовление смесей осуществляется в смесителе барабанного типа, имеющем противоположное вращение наружного барабана и внутренних лопастей, в течение 2 ч. Затем в каждую смесь добавляют 10% 4-процентного раствора поливинилового спирта в воде, смеси просушивают и протирают через сито с размером ячейки 0,5 мм. Перед прессованием полость матрицы разделяется перемычками из фольги на три части, в них помещается составной нижний пуансон, предусматривающий разный набор порошков для получения одинаковой плотности прессовки, в каждую полость засыпают необходимую смесь (в зону
515409406
I смесь 1, зону II смесь 2, зону III дят окончательное прессование (допрессмесь 3), удаляют перемычки, вставля- ют в матрицу верхний пуансон и осу- ществляют прессование и допрессовку при давлении 5 т/см2. Затем прессованный магнитопропод (вместе с кольцевыми образцами-свидетелями) подвергается спеканию при в течение 12 ч в атмосфере водорода. Уровень магнитных свойств, определенный на образцах-свидетелях, соответствует среднему уровню магнитной проницаемости в зонах магнитопровода.
совку) придавлении 5 т/см2. Плотность прессовки 5,5-6,1 г/см3, пористость 30-35%.
Двенадцатичасовое спекание при 1350°С в атмосфере водорода обеспечивает получение прочных магнитопрово- дов (пористость уменьшается до 2,5%)
Ю с требуемым распределением магнитных свойств.
Таким образом, предлагаемый способ позволяет по сравнению с известным снизить трудоемкость изготовления за
15 счет исключения необходимости соединения составных частей магнитопровода. Кроме того, замена механического соединения составных частей магнито- провода на диффузионное повышает
Пример 2. Требуется изготовить подвижный шток - магнитопровод датчика перемещений постоянного сечения (6x6 мм) и длиной 80 мм, зависимость магнитной проницаемости которо- 20 прочность магнитопроводов и их экс- го по длине выражается графиком, пред- плуатационную надежность, ставленным на фиг. 4. В этом случае
полость матрицы разбивается перемычка- Формула ми на три части длиной 25, 30 и 25 мм. Для I и III зон целесообразно исполь- 25 зовать сплавы с высоким содержанием никеля (79 НМ), содержащие 79% карбонильного никеля марки ПНК1Л5, 5% моизобретения
Способ изготовления магнитопроводов элементов автоматики, включающий подготовку исходных порошков, их сме
шивание, засыпку в матрицу пресс-фор мы, прессование и спекание, о т л и
либдена, железо карбонильное Р10 остальное (насыпной вес смеси 0,88 г/см3 )зо чающийся тем, что, с целью для зоны II: 25% карбонильного никеля марки ПНК1Л5, железо карбонильное марки Р10 остальное (насыпной вес 1,59 г/см3). Матрицу со вставленным составным нижним пуансоном (фиг. 5), высота частей которого для прессования зон I и III равна 10 мм, а части II - в 1,8 раза больше, т.е. 18 мм (ап/ашл 1,59/0,88-1,8), помещают на гладкую плиту. В полость матрицы устанавливают перемычки (в направлении прессования), в образовавшиеся секции засыпают требуемый порошок (высота засыпки для зон I и III 4,05 см, зоны II 2,25 см), перемычки удаляют, вставляют в матрицу верхний цельный пуансон и производят подпрес- совку. Затем (для получения ровной нижней поверхности прессованного магснижения трудоемкости изготовления и повышения эксплуатационной надежн ти магнитопроводов с переменной маг ной проницаемостью, перед засыпкой
,, порошков матрицу пресс-формы раздел ют вертикальными перемычками на сек ции, число и размеры которых опреде ляют из функции распределения магни ной проницаемости по длине магнитоп
40 вода, допустимого разброса магнитны свойств и уровня магнитных характер тик составных частей магнитопровода высоту засыпки секций порошками рег лируют составным нижним пуансоном,
45 высота частей которого прямо пропор
. циональна насыпным плотностям засы паемых порошков, перед прессованием перемычки удаляют,из полости матриц а после прессования проводят допреснитопровода) пресс-блок устанавливают50 совку на подставке, высота частей кона подставку, высота частей которой торой обратно пропорциональна насып- обратно пропорциональна насыпным ве- ним плотностям засыпаемых в секции по- сам используемых порошков, и произво- рошков.
совку) придавлении 5 т/см2. Плотность прессовки 5,5-6,1 г/см3, пористость 30-35%.
Двенадцатичасовое спекание при 1350°С в атмосфере водорода обеспечивает получение прочных магнитопрово- дов (пористость уменьшается до 2,5%)
с требуемым распределением магнитных свойств.
Таким образом, предлагаемый способ позволяет по сравнению с известным снизить трудоемкость изготовления за
счет исключения необходимости соединения составных частей магнитопровода. Кроме того, замена механического соединения составных частей магнито- провода на диффузионное повышает
прочность магнитопроводов и их экс- плуатационную надежность,
изобретения
Формула
Способ изготовления магнитопроводов элементов автоматики, включающий подготовку исходных порошков, их смеФормула
шивание, засыпку в матрицу пресс-формы, прессование и спекание, о т л и чающийся тем, что, с целью
снижения трудоемкости изготовления и повышения эксплуатационной надежности магнитопроводов с переменной магнит ной проницаемостью, перед засыпкой
порошков матрицу пресс-формы разделяют вертикальными перемычками на секции, число и размеры которых определяют из функции распределения магнитной проницаемости по длине магнитопровода, допустимого разброса магнитных свойств и уровня магнитных характеристик составных частей магнитопровода, высоту засыпки секций порошками регулируют составным нижним пуансоном,
высота частей которого прямо пропорциональна насыпным плотностям засыпаемых порошков, перед прессованием перемычки удаляют,из полости матрицы, а после прессования проводят допресДлина магнитопробода I,
#rt
Фиг.1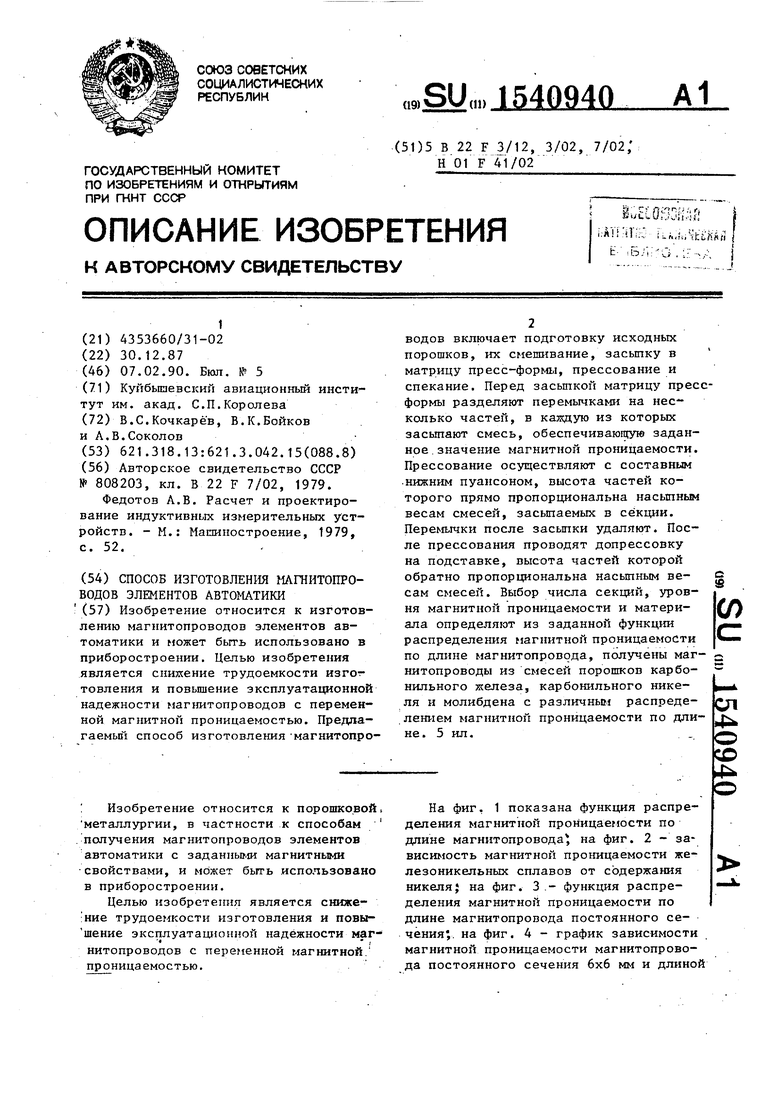
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ЦЕЛЬНОПРЕССОВАННЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111086C1 |
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2013 |
|
RU2551750C1 |
| Способ прессования изделий сложного профиля с плоскопараллельными боковыми сторонами | 1984 |
|
SU1158291A1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2321474C1 |
| Способ прессования многослойных изделий из порошковых материалов с вертикальным расположением слоев | 1982 |
|
SU1026958A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2275274C1 |
Изобретение относится к изготовлению магнитопроводов элементов автоматики и может быть использовано в приборостроении. Целью изобретения является снижение трудоемкости изготовления и повышение эксплуатационной надежности магнитопроводов с переменной магнитной проницаемостью. Предложенный способ изготовления магнитопроводов включает подготовку исходных порошков, их смешивание засыпку в матрицу пресс-формы, прессование и спекание. Перед засыпкой матрицу пресс-формы разделяют перемычками на несколько частей, в каждую из которых засыпают смесь, обеспечивающую заданное значение магнитной проницаемости. Прессование осуществляют с составным нижним пуансоном, высота частей которого прямо пропорциональна насыпным весам смесей, засыпаемых в секции. Перемычки после засыпки удаляют. После прессования проводят допрессовку на подставке, высота частей которой обратно пропорциональна насыпным весам смесей. Выбор числа секций, уровня магнитной проницаемости и материала определяют из заданной функции распределения магнитной проницаемости по длине магнитопровода, получены магнитопроводы из смесей порошков карбонильного железа, карбонильного никеля и молибдена с различным распределением магнитной проницаемости по длине. 5 ил.
«sh Ч
Л
л
з
s
/. ,
Содержание никеля, % Фиг. 2
год
Алина магнитопро6ода,мн. Фиг.З
10
9
5
У, . А.
§
зг«
I
1
ZQW60 80
Длина магни/полро8ода,мм Фиг.(
Л
4
LL-ir
Сост
Ал. 5
Верхний пдансон
Перемычки Матрица
Yl
ir Составной нижний пдансон
Подставка для допрессовки
| Способ изготовления комбинированныхиздЕлий из пОРОшКА | 1979 |
|
SU808203A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Федотов А.В | |||
| Расчет и проектирование индуктивных измерительных устройств | |||
| - М.: Машиностроение, 1979, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
