Изобретение относится к механической обработке металлов резанием и может быть использовано при обработке деталей машин.
Цель изобретения - повышение стойкости фрез при черновой обработке с использованием фрез с зубьями, имеющими наружные, внутренние и пересекающие их торцовые режущие кромки.
Цель изобретения достигается за счет ликвидации холостых движений режущих кромок фрезы.
Способ осуществляют следующим образом.
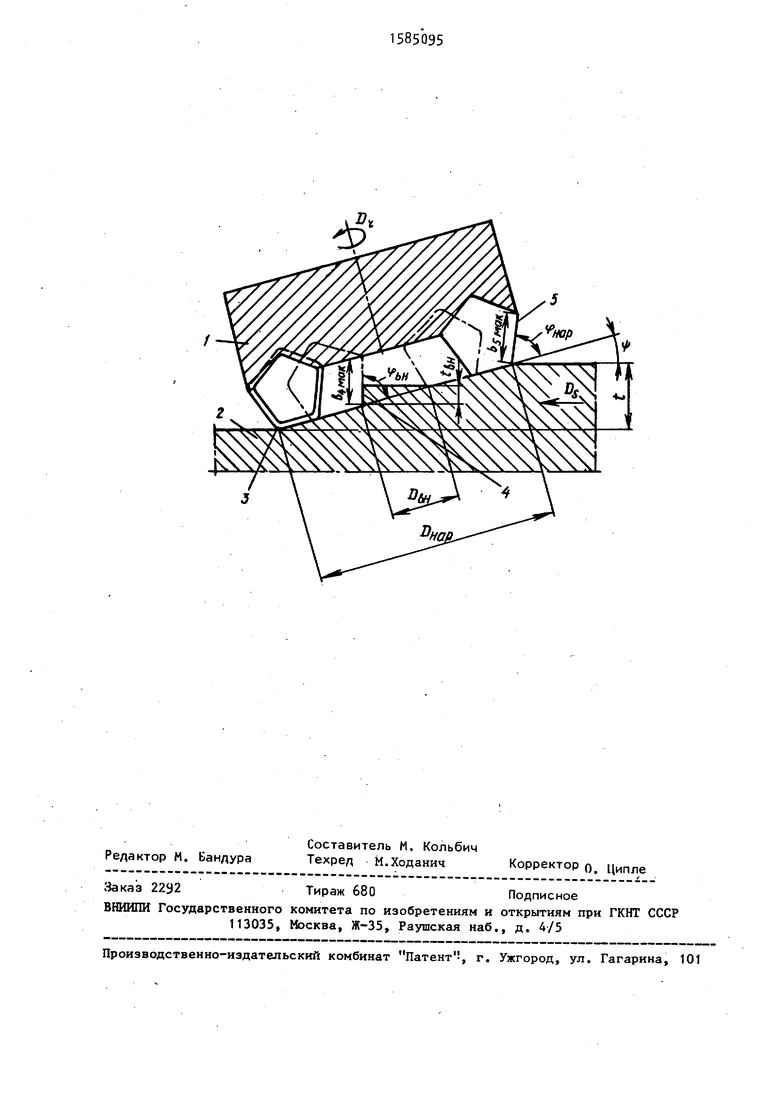
Торцовую фрезу 1 устанавливают под углом у к направлению ее перемещения относительно детали 2, Торцовые режущие кромки 3, снимающие основную часть припуска, располагают в плоскости, перпендикулярной оси фрезы, вокруг которой осуществляют вращение последней. При этих условиях плоскость резания торцовых режущих кромок 3 будет располагаться перпендикулярно оси фрезы, что обеспечивает на этих кромках непрерывность процесса резания со срезами постоянного сечения.
Радиальные внутренние режущие кромки 4 будут иметь срезы переменной толщины и ширины, изменяющиеся от нуля до максимальной величины, определяемой
СП
00 СП
о со ел
подачей на зуб фрезы. Холостой ход радиальных внутренних режущих кромок k сведен в точку, следовательно, равен нулю. Радиальные наружные режущие кромки 5, в основном, предназначены для подрезания припуска, превосходящего величину Онйр. sin у и участвуют в работе значительно меньше кромок 3 и k.
Радиальные режущие кромки 5 имеют срезы, изменяющиеся по толщине подобно обычному фрезерованию с той лишь разницей, что при переходе от минимальной толщины среза, равной нулю, к максимальной угол в плане изменяется соответственно от tfH«P + V гДе
V,
«ЗР.
ДО
(fu - главный угол в плаnOtp
не наружных режущих кромок фрезы.
Способ обработки деталей торцовойя фрезой, при котором фрезу поворачизают в направлении ее перемещения на угол относительно указанного направления для разделения припуска между режущими кромками фрезы, отличающийся тем, что, с целью повышения стойкости фрез при черновой .об5 изменяются
от b
работке с использованием фрез с зубьПо ширине срезы на режущих кромках 2п ями, имеющими наружные, внутренние
и пересекающие их торцовые режущие кромки, для обработки берут фрезу, кромки которой, пересекающие наруж- ные и внутренние, располагают в плос:
1
cos Н H«PCOS V
t - 2 einV,
при толщине среза, равной нулю, до Ь5 0 при максимальной толщине Среза, равной:
25
кости, перпендикулярной оси фрезы, при этом максимально допустимое значение угла поворота фрезы ц определяют по зависимости
as S2sin((, +y),
где. S2 - подача на зуб фрезы; bj, a. 5 - соответственно ширина и толщина срезЈ на кромках 5 фрезы.
Максимальное допустимое значение угла поворота фрезы определяют по зависимости
у Ј arcs in
J eliLiBlifeLitf)
вн
При-обработке должно соблюдатья условие
В 0„ар ;
t DHapsiny ,
де В - ширина обрабатываемой поверхности ;
D - диаметр фрезы по вершинам
пересечения наружных режущих кромок с торцовыми кромками; Dau - диаметр фрезы по вершинам пересечения внутренних режущих кромок с торцовыми кромками; глубина снимаемого за проход припуска; главный угол в плане внутренних режущих кромок фрезы;
Н«р
ви
t
действительный угол наклона фрезы,
ширина среза, максимально допускаемая величиной внутренних режущих кромок.
Формула изобретения
Способ обработки деталей торцовойя фрезой, при котором фрезу поворачизают в направлении ее перемещения на угол относительно указанного направления для разделения припуска между режущими кромками фрезы, отличающийся тем, что, с целью повышения стойкости фрез при черновой .об
кости, перпендикулярной оси фрезы, при этом максимально допустимое значение угла поворота фрезы ц определяют по зависимости
Cvl arcs in
..+ Йен
V)
5
при условии
В D
t
Нар
где b
0
5
маке
гьи
V Ьн
0
Нар
5
°нчР sinV ширина среза, максимально допускаемая величиной внутренних режущих кромок; главный угол в плане внутренних режущих кромок фрезы;
действительный угол наклона фрезы;
ширина обрабатываемой поверхности;
диаметр фрезы по вершинам пересечения внутренних режущих кромок с торцовыми кромками, перпендикулярными оси фрезы; диаметр фрезы по вершинам пересечения наружных режущих кромок с торцовыми кромками, перпендикулярными оси фрезы;
глубина снимаемого за проход припуска;
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Способ фрезерования валов | 1982 |
|
SU1042907A1 |
| Способ фрезерования | 1982 |
|
SU1148723A1 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| УГЛОВОЙ ПАТРУБОК, ВЫПОЛНЕННЫЙ ОБРАБОТКОЙ РЕЗАНИЕМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО УГЛОВОГО ПАТРУБКА | 2010 |
|
RU2533569C2 |
| Способ обработки поверхностей вращения торцевой фрезой | 1989 |
|
SU1704957A1 |
Изобретение касается механической обработки металлов резанием и может быть использовано при обработке деталей машин. Цель изобретения - повышение стойкости фрез при черновой обработке с использованием фрез с зубьями, имеющими наружные, внутренние и пересекающие их торцовые кромки. Обработку ведут торцовой фрезой, торцовые режущие кромки которой располагают в плоскости, перпендикулярной оси фрезы. Фрезу устанавливают под углом к направлению его перемещения в направлении последнего. При этом на торцовых режущих кромках обеспечивается непрерывность процесса резания со срезами постоянного сечения. Максимальный угол наклона фрезы определяют по зависимости, включающей величины диаметра фрезы по вершинам пересечения внутренних режущих кромок с торцовыми кромками, главного угла в плане внутренних режущих кромок, ширины среза, максимально допускаемой величиной внутренних режущих кромок действительно угла наклона фрезы. При осуществлении способа накладываются ограничения на величины ширины обрабатываемой поверхности и глубину снимаемого за проход припуска. 1 ил.
| Способ обработки деталей | 1978 |
|
SU818771A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
