- Фиг.2
Рукояти 3 установлены с возможностью смещения относительно рамы t посред- ством нагфавлякищх втулок. Для захвата и удержангш бочек имеются два механизма захвата, выполненных в виде подвижно установленных на ру- ,коятях 3 посредством ползунов 5 вер- ,тикальнь1Х направляющих 6. Вертикаль- ные направляющие жестко прикреплены к ползунам 5, которые объединены меяду собой поперечинкой и обра- : зуют совместно с ползуна 1И 5 и вер- : тикальными направляющими 6 жесткий каркас. Вертикальные направляющие 6 установлены с возможностью свободного перемещения по рукоятям 3 и
фиксации посредством фиксирующих винтов 7 . В вертикальных направляняцих устанавливаются съемные шаблоны с выемкой под соответствующий диаметр бочки. Шаблон выполнен.из реборды, которая опорной поверхностью поджимает опорный пояс, устанавливаемый на бочку. Шаблон имеет кольцевую канавку, по краям которой выполнены .опорные профильные площадки. Бочка 26, в которой хранится краска, имеет кольцевые выступы 27 и пробку 28, вместо которой ввинчивают ручку 29 при вращении бочки. 1 з.п. ф- лы. 7 ил.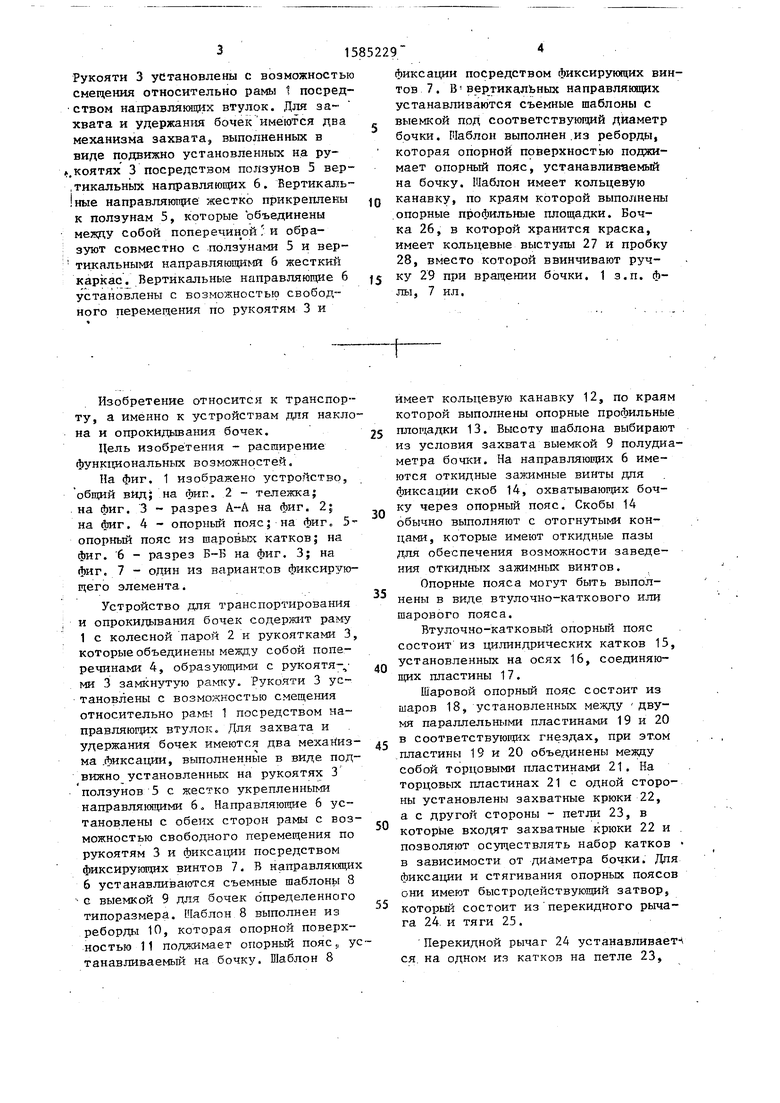
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа цилиндрических изделий | 1988 |
|
SU1712683A1 |
| Устройство для перевозки и кантования бочек | 1988 |
|
SU1645227A1 |
| Установка для перемешивания краски в бочке | 1990 |
|
SU1808364A1 |
| РУЧНАЯ ТЕЛЕЖКА ДЛЯ ПЕРЕМЕЩЕНИЯ БОЧЕК И СЛИВА ИЗ НИХ ЖИДКОСТЕЙ | 2008 |
|
RU2375228C1 |
| Установка для перемешивания краски в бочке | 1990 |
|
SU1762996A1 |
| Устройство для перемешивания и выгрузки материала из бочки | 1988 |
|
SU1640077A1 |
| Ручная тележка | 1984 |
|
SU1227542A1 |
| Ручная тележка для перевозки и кантования бочки | 1987 |
|
SU1449441A2 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2405672C1 |
Изобретение относится к транспорту, а именно к устройствам для наклона и опорожнения бочек. Целью изобретения является расширение функциональных возможностей. Устройство содержит раму 1 с колесной парой 2 и рукоятками 3, которые объединены между собой поперечинами, образующими с рукоятями 3 замкнутую раму. Рукояти 3 установлены с возможностью смещения относительно рамы 1 посредством направляющих втулок. Для захвата и удержания бочек имеются два механизма захвата, выполненных в виде подвижно установленных на рукоятях 3 посредством ползунов 5 вертикальных направляющих 6. Вертикальные направляющие жестко прикреплены к ползунам 5, которые объединены между собой поперечиной и образуют совместно с ползунами 5 и вертикальными направляющими 6 жесткий каркас. Вертикальные направляющие 6 установлены с возможностью свободного перемещения по рукоятям 3 и фиксации посредством фиксирующих винтов 7. В вертикальных направляющих устанавливаются съемные шаблоны с выемкой под соответствующий диаметр бочки. Шаблон выполнен из реборды, которая опорной поверхностью поджимает опорный пояс, устанавливаемый на бочку. Шаблон имеет кольцевую канавку, по краям которой выполнены опорные профильные площадки. Бочка 26, в которой хранится краска, имеет кольцевые выступы 27 и пробку 28, вместо которой ввинчивают ручку 29 при вращении бочки. 1 з.п. ф-лы, 7 ил.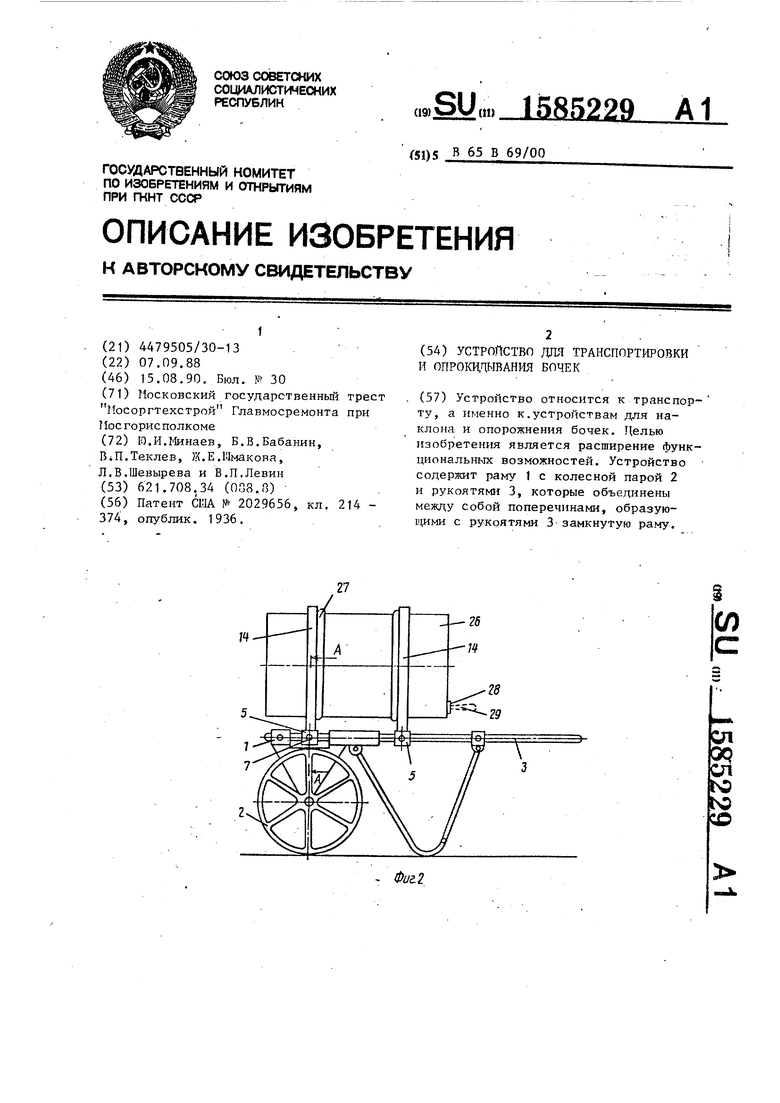
Изобретение относится к транспору, а именно к устройствам для накпо- на и опрокидьтания бочек.
Цель изобретения - расширение функхщональных возможностей.
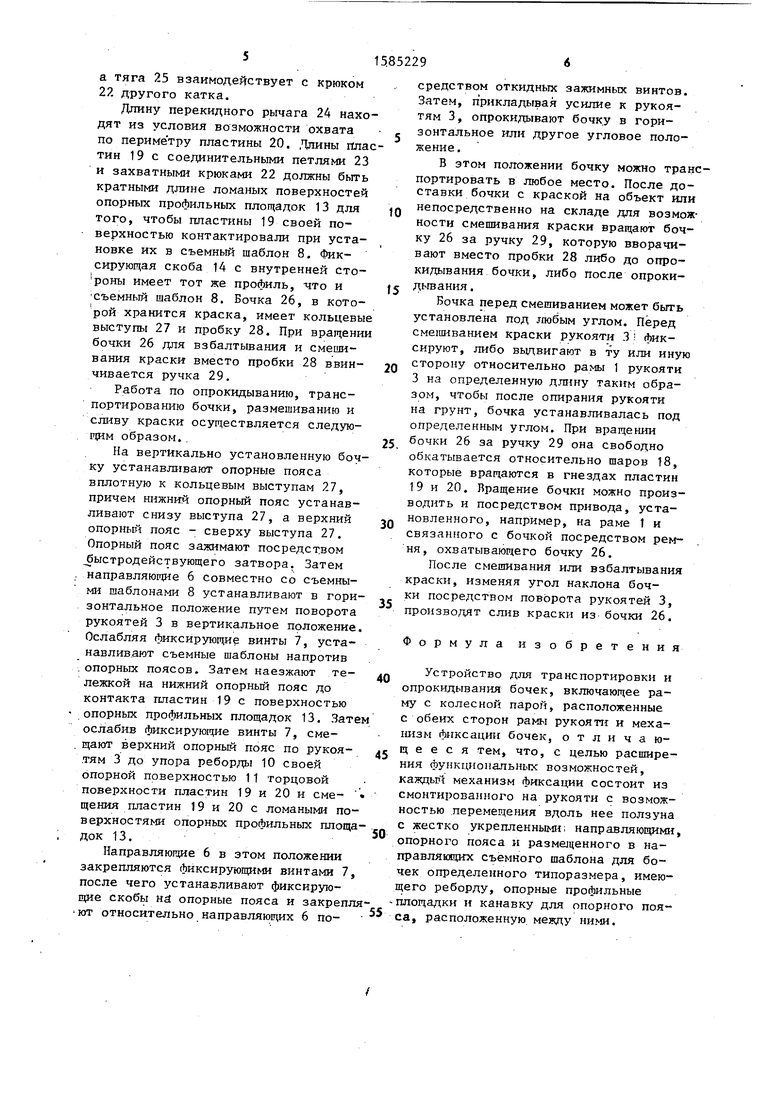
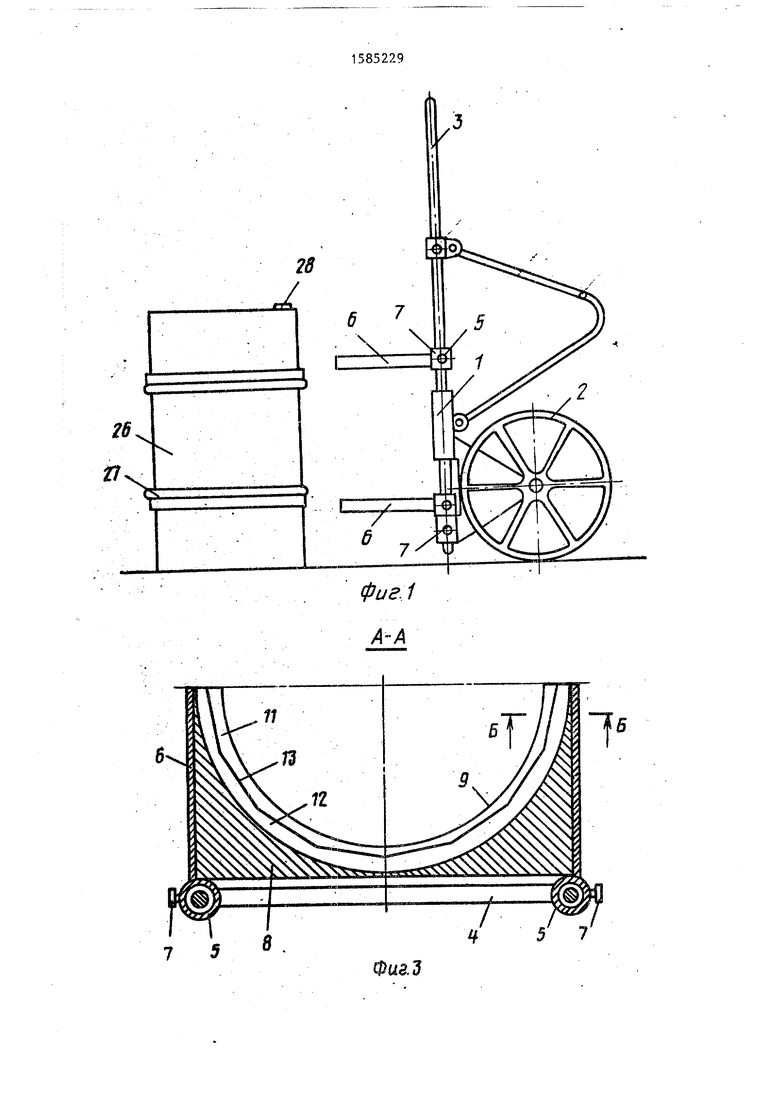
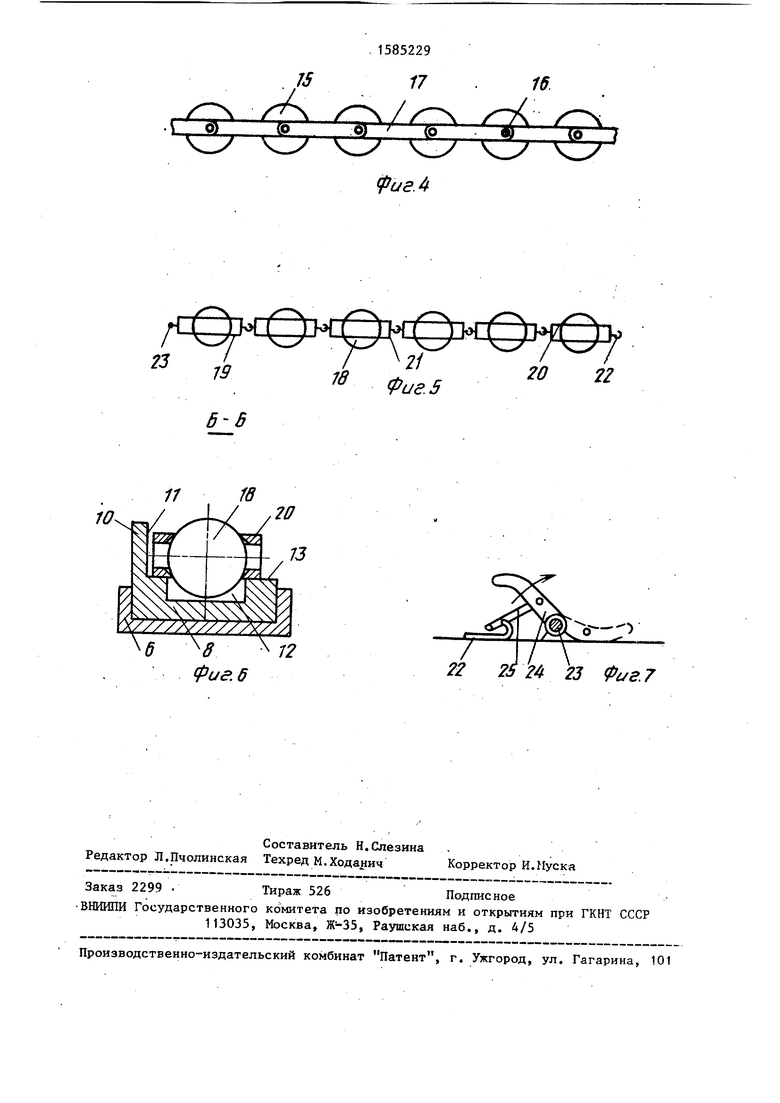
На фиг. 1 изображено устройство, , общий вид; на фип. 2 - тележка; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - опорный пояс; на фиг. 5- опорный пояс из шаровьЕс катков; на фиг. 6 - разрез Б-Б на фиг. 3; на фиг. 7 - один из вариантов фиксирующего элемента.
Устройство для транспортирования и опрокил гаания бочек содержит paisiy 1 с колесной парой 2 и рукоятками 3, которые объедине ны мещг,у собой поперечинами 4, образующими с рукоятя-., ми 3 замкнутую . Рукояти 3 установлены с возможностью смещения относительно рамы 1 посредством направляющих втулоко Для захвата и удержания бочек имеются два механизма .фиксахщи, выполненные в виде подвижно установленных на рукоятях 3
ползунов 5 с жестко укрепленными направляющими 6. Направляющие 6 установлены с обеих сторон рамы с возможностью свободного перемещения по рукоятям 3 и фиксации посредством фиксирующих винтов 7. В направлякящх 6 устанавливаются съемные шаблоны 8
-с выемкой 9 для бочек сэпределенного типоразмера. Шаблон 8 выполнен из реборды 10, которая опорной поверх- ностью 11 поджимает опорный пояс., устанавливаемый на бочку. П1аблон 8
5
0
5
0
5
0
5
имеет кольцевую канавку 12, по краям которой выполнены опорные профильные площадки 13. Высоту шаблона выбирают из условия захвата выемкой 9 полудиаметра бочки. На направляюш 1х 6 имеются откидные зажимные винты дпя фиксации скоб 14, охватывающих бочку через опорный пояс. Скобы 14 обычно выполняют с отогнутыми концами, которые имеют откидные пазы для обеспечения возможности заведения откидных зажимных винтов.
Опорные пояса могут быть выполнены в виде втулочно-каткового или шарового пояса.
Втулочно-катковый опорньй пояс состоит из цилиндрических катков 15, установленных на осях 16, соединяющих пластины 17.
Шаровой опорный пояс состоит из шаров 18, установленных между двумя параллельш-1ми пластинами 19 и 20 в соответствующих гнездах, при эт.ом .пластины 19 и 20 объединены между собой торцовыми пластинами 21. На торцовых пластинах 21 с одной стороны установлены захватные крюки 22, а с другой стороны - петли 23, в которые входят захватные крюки 22 и позволяют осуществлять набор катков в зависимости от диаметра бочки. Дпя фиксации и стягивания опорных поясов они имеют быстродействующий затвор, который состоит из перекидного рычага 24. и тяги 25.
Перекидной рычаг 24 устанавливаете ся. на одном из катков на петле 23,
а тяга 25 взаимодействует с крюком 22 другого катка.
Длину перекидного рычага 24 находят из условия возможности охвата по периметру пластины 20. Длины пластин 19 с соединительными петлями 23 и захватными крюками 22 должны бьп-ь кратными длине ломаных поверхностей опорных профильных площадок 13 для того, чтобы пластины 19 своей поверхностью контактировали при установке их в съемный шаблон 8. Фиксирующая скоба 14 с внутренней сто- роны имеет тот же профиль, -что и съемньй шаблон 8. Бочка 26, в которой хранится краска, имеет кольцевые выступы 27 и пробку 28. При вращении бочки 26 для взбалтывания и смешивания краски вместо пробки 28 ввинчивается ручка 29,
Работа по опрокидыванию, транспортированию бочки, размешиванию и сливу краски осуществляется следую- рщм образом.
На вертикально установленную бочку устанавливают опорные пояса вплотную к кольцевым выступам 27, причем нижний опорный пояс устанавливают снизу выступа 27, а верхний опорный пояс - сверху выступа 27. Опорный пояс зажимают посредством быстродействующего затвора. Затем направляющие 6 совместно со съемными шаблонами 8 устанавливают в горизонтальное положение путем поворота рукоятей 3 в вертикальное положение. Ослабляя фиксирующие винты 7, уста- навливают съемные шаблоны напротив опорных поясов. Затем наезжают тележкой на нижний опорный пояс до контакта пластин 19 с поверхностью опорных профильных площадок 13. Затем ослабив фиксирую1чие винты 7, сме- щают верхний опорный пояс по рукоя- .тям 3 до упора реборды 10 своей опорной поверхностью 11 торцовой поверхности пластин 19 и 20 и сме- . щения пластин 19 и 20 с ломаными поверхностями опорных профильных площадок 13.
Направляющие 6 в этом положении закрепляются фиксирующими винтами 7, после чего устанавливают фиксируюие скобы Hd опорные пояса и закрепля- Т относительно направляющих 6 по45
50
55
10
15
0
0
5
средством откидных зажимных винтов. Затем, прикладывая усилие к рукоятям 3, опрокидывают бочку в горизонтальное или другое угловое положение.
В этом положении бочку можно транспортировать в любое место. После доставки бочки с краской на объект или непосредственно на складе для возможности смешивания краски вращают бочку 26 за ручку 29, которую вворачивают вместо пробки 28 либо до опрокидывания бочки, либо после опроки- дьгоания.
Бочка перед смешиванием может быть установлена под 1побым углом. Перед cмeIш вaниeм краски рукояти 3; фиксируют, либо выдвигают в ту или иную сторону относительно рамы 1 рукояти 3 на определенную длину таким образом, чтобы после опирания рукояти на грунт, бочка устанавливалась под определенным углом. При вращении бочки 26 за ручку 29 она свободно обкатывается относительно шаров 18, которые вращаются в гнездах пластин 19 и 20. Вращение бочки можно производить и посредством привода, установленного, например, на раме 1 и связанного с бочкой посредством ремня, охватывающего бочку 26.
После смешивания или взбалтывания краски, изменяя угол наклона бочки посредством поворота рукоятей 3 производят слив краски из бочки 26
Формула изобрет
е н и я
40
45
0
5
Устройство для транспортировки и опрокидывания бочек, включающее раму с колесной парой, расположенные с обеих сторон рамы рукояти и меха- 1шзм фиксации бочек, отличающееся тем, что, с целью расширения функциональных возможностей, каждьй механизм фиксации состоит из смонтированного на рукояти с возможностью перемещения вдоль нее ползуна с жестко укрепленньвд ; направляющими, опорного пояса и pa3MejueHHoro в направляющих съемного шаблона для бочек определенного типоразмера, имеющего реборду, опорные профильные площадки и канавку для опорного пояса, расположенную, мегщу ними.
28
7 5
Фиг1 А-А
5 7
ФыгЗ
- 1585229
Af17
,../TN/
:i
, / . O 4Ly
Ч
/
:s
s:
viy
игЛ
22
22 23 Фиг.7
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2029656C1 |
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| Способ переработки латунного лома на красную медь и окись цинка | 1925 |
|
SU1936A1 |
