Изобретение относится к обработке металлов давлением, может быть использовано при разработке станов поперечно- винтовой прокатки профильных изделий и является усовершенствованием изобретё- ния по авт,св. № 1346315.
Целью изобретения является повышение надежности работы стана.
На фиг.1 изображен стан поперечно- винтовой прокатки, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З узел t на фиг,2; на фиг,4 - то же, вариант.
Стан поперечно-винтовой прокатки профильных изделий содержит рабочую клеть 1 с приводами 2 и 3 вращения м про- граммного радиального перемещения кольцевых валков 4, задающий патрон В с приводом 6 осевого перемещения и тянущий патрон 7 гидроцилиндром 8 осевого перемещения, соединенным трубопровода- ми 9 и 10 с дросселирующим двухкромоч- ным распределителем 11, подпружиненный золотник 12 которого взаимодейстувует с регулируемым упором 13.
Дросселирующий двухкромочный рас- пределитель 11 установлен на тянуш,ем патроне 7, а регулируемый упор 13, взаимодействующий с ним, - на дополнительном патроне 14. Дополнительный патрон 14 подвижно расположен внутри тянущего пат- рона 7 и удерживается от перемещений пружиной 15 с регулируемым усилием под- жатия, Внутри дополнительного патрона 14 размещен шпиндель 16 с зажимом 17, действующим от срабатывания цилиндра 18, установленного на дополнительном пат|ро- не 14. Гидропанель 19 с гидроаппаратурой управления гидроцилиндром 8 осевого перемещения тянущего патрона 7 и дросселирующим двухкромочным распределителем 11 установлена на кронштейне 20, закрепленном на корпусе тянущего патрона 7.
Поршневая полость 21 гидроцилиндра 8 осевого премещения тянущего патрона 7 через отверстие 22 в подвижном силовом элементе этого цилиндра, неподвижно закрепленном на корпусе тянущего патрона 7,
например штоке (фиг.З) или корпусе гидроцилиндра 8 осевого перемещения (фиг.4), трубопроводом 9 жестко соединена со средней распределительной полостью 23 дросселирующего двухкромочного распределителя 11 и через него от крайней его распределительной (сливной) полости 24 с обводным (сливным) трубопроводом 25.
На отводном Гсливном) трубопроводе 25 из гидроцилиндра 8 осевого перемещения через дросселирующий двухкромочный распределитель 11 установлены клапаны 26 и 27 давления и манометр 28 для настройки одного клапана 27 на необходимое давление подпора в поршневой полости 21 гидроцилиндра 8 осевого перемещения тянущего патрона 7 при прокатке профильного изделия стребуемым усилием натяжения, другой клапан 26 - на минимальное давление в сливной полости 24 дросселирующего двухкромочного распределителя 11 для его стабильной работы при прокатке профильного изделия по схеме сжатия с минимальным подпором прокатанного конца.
Отводы клапанов 26 и 27 давления подсоединены к отводам двухпозиционного че- тырехлинейного распределителя 29, сливной отвод которого соединен с подводом сливного двухпозиционного распределителя 30, а через него - со сливной магистралью 31.
Штокозая полость 32 гидроцилиндра 8 осевого перемещения тянущего патрона 7 через отверстие 33 в сливном элементе этого гидроцилиндра, стационарно установленном на стане, например, в корпусе цилиндра (фиг.З) или штоке (фиг.4), трубопроводом 34 через регулятор 35 потока соединена с напорной магистралью 36, а через отверстие 37 в другом подвижном силовом элементе этого цилиндра, неподвижно закрепленном на корпусе тянущего патрона 7, например, в штоке (фиг.З) или корпусе цилиндра 8 осевого перемещения (фиг.4), тру- бопроводом 10 жестко соединена с второй крайней распределительной (напорной)полостью 38 дросселирующего двухкромочноrq распределителя 11, через двухпозицион- ный четырехлинейный распределитель 29 трубопроводом 39 - с полостью 40 управления на переключение дросселирующего двухкромочного распределителя 11.
Стан работает следующим образом.
Рабочая среда, постоянно поступающая под давлением из напорной магистрали 36 в штоковую полость 32 гидроцилиндра 8 осевого перемещения тянущего патрона 7 через регулятор 35 потока по трубопроводу 34 из штоковой полости 32 цилиндра 8 осевого перемещения по трубопроводу 10 поступает в крайнюю распределительную (напорную) полость 38 дросселирующего двухкромочного распределителя 11, а через двухпозицирнный четырехлинейный распределитель 29, находящийся в исходном положении О, по трубопроводу 39 - в полость 40 управления дросселирующего Двухкромочного распределителя 11, отжимает подпружиненный золотник 12 его а крайнее: (правое на фиг.З и 4) положение, подпружиненным золотником 12 перекрывает крайнюю распределительную (напорную) полость 38 и соединяет среднюю, распределительную полость 23 с другой крайней распределительной (сливной) полостью 24 дросселирующего двухкромочного распределителя 11,
При этом поршневая полость 21 гидроцилиндра 8 осевого перемещения тянущего патрона 7 через дросселирующий двухкромочный распределитель 11, клапан 27 давления и распределители 29 и 30 соединяется со сливной магистралью 31, а тянущий патрон 7 под давлением рабочей среды, поступающей в штоковую полость 32 тидроцилиндра 8 осевого перемещения из напорной магистрали 36, занимает крайнее от рабочей клети 1 положение.
Заготовка прдается на ось задающего патрона, а тянущий патрон 7 перемещается к рабочей клети-1. Для этого четырехлинейный распределитель 29 переключается в положение I, при котором полость 40 управления дросселирующего двухкромочного распределителя 11 по трубопроводу 39 через оба распределителя 29 и 30 соединяется со сливной магистралью 31. Подпру- )kинeнный золотник 12 дросселирующего двухкромочно го распределителя 11 перемещается пружиной в другое крайнее положение и соприкасается с торцом отрегулированного упора 13, расположенного на дополнительном патроне 14.
При этом крайняя сливная полость 24 дросселирующего двухкромочного распределителя 11 перекрывается, а средняя распределительная полость 23, соединенная с
поршневой полостью 21 гидроцилиндра 8 осевого перемещения тянущего патрона 7, соединяется в нем с крайней напорной полостью 38, соединенной постоянно через
штоковую полость 32 цилиндра 8 с напорной магистралью 36. Обе полости 21 и 32 гидроцилиндра 8 осевого перемещения тянущего патрона 7 находятся под давлением рабочей среды, поступающей из напорной
0 магистрали 36, и из-за разности рабочих площадей поршня в поршневой и штоковой полостях тянущий патрон 7 силовым элементом гидроцилиндра 8 осевого перемещения, жестко связанным с ним,
5 перемещается к рабочей клети 1.
После установки заготовки в стан на ось задающего патрона 5 включается его привод 6 осевого перемещения, заготовка захватывается задающим патроном 5 и
0 подается в зону кольцевых рабочих валков 4 рабочей клети 1. При подходе конца заготовки к рабочим валкам 4 включаются приводы 2 и 3 вращения валков 4 и их программного радиального перемещения.
5 Начинается прокатка переднего конца профильного изделия по схеме сжатия.
После выхода-из зоны рабочих валков 4 передний прокатанный конец изделия входит в шпинедель 16 дополнительного патро0 на 14, находящийся в тянущем патроне 7 и удерживаемый в крайнем положении пружиной 15, нажимает на зажим 17 внутри него и перемещает шпиндель 16, а вместе с ним и дополнительный патрон 14. сжимая
5 пружину 15. При этом упор 13, закрепленный на дополнительном патроне 14, нажимает на подпружиненный золотник 12 дросселирующего двухкромочного распределителя 11, расположенного на корпусе тя0 нущего патрона. 7, и перемещает его в среднее положение, при котором кромки подпружиненного золотника 12 и крайних распределительных полостей 24 и 38 совмещаются, перекрывая тем самым ра спре5 делительные полости 23, 24 и 38 в дросселирующем двухкромочном распределителе 11,
При дальнейшем перемещении подпружиненного золотника 12 вследствие движе0 ния переднего прокатанного конца изделия при прокатке по схеме сжатия средняя рас- . пределительная полость 23 дросселирующего двухкромочного распределителя 11, соединенная металлическим трубопрово5 дом 9 с поршневой полостью 21 гидроцилиндра 8 осевого перемещения тянущего патрона 7, соединяется с крайней распределительной сливной полостью 24, соединенной через клапан 26 давления и распределители 29 и 30 со сливной магистралью 31, и тянущий патрон 7 гидроцилиндром 8 осевого премещения под давлением рабочей среды, постоянно поступающей в штоковую полость 32 из напорной магистрали 36, начинает двигаться, а с ним и корпус дросселирующего двухкромочного распределителя 11, перекрывая среднюю распределительную полость 23.
Таким образом, начинается отслеживание положения тянущего патрона 7 со скоростью перемещения переднего прокатанного конца изделия и прокатки изделия по схеме сжатия с минимальным подпором переднего конца, равным суммарному усилию от поджатия пружины 15 и трения при, перемещении дополнительного патрона 14.
Как только тянущий патрон 7 начнет движение, передний пpoкaтaнfшй конец изделия захватывается зажимом 17 шпинделя 16 дополнительного патрона 14. Затем переключается в исходное положение четырехлинейный распределитель 29 и соединяет г через себя полость 40 управления дросселирующего двухкромочного распределителя 11 с напорной магистралью 36. а крайнюю (сливную) распределительную полость 24 - со сливной магистралью 31 через клапан 27 давления, настроенный на необходимое давление подпора в поршневой полости 21 гидроцилиндра В осевого перемещения тянущего патрона 7 для прокатки изделия с требуемым усилием натяжения, равным разности усилий, действующих на поршень гидроцилиндра 8 осевого перемещения от подаваемого давления в штоковую полость 32 и подпора в его поршневой полости 21.
При этом под давлением рабочей среды подпружиненный золотник 12 дросселирующего двухкромочного распределителя 11 отжимается в крайнее (исходное) положение, выключая дросселирующий двухкро- мочный распределитель 11 из работы по слежению, и соединяет среднюю распределительную полость 23, соединенную с поршневой полостью 21 гидроцилиндра 8 осевого перемещения, с крайней распределительной (сливной) полостью 24. Осуществляется прокатка профильного изделия с требуемым усилием натяжения.
По окончании прокатки профильного изделия и отвода его э зону выгрузки второй
сливной двухпозиционный распределитель 30 переключается в положение I, при котором он перекрывается, поршневая полость 21 гидроцилиндра 8 осевого перемещения 5 тянущего патрона 7, соединенная до этого через распределитель 30 со сливной магистралью 31, закрывается, и тянущий патрон 7 останавливается.
После разжима зажима 17 шпинделя 16 10 дополнительного патрона 14 второй сливной двухпозиционный распределитель 30 вновь переключается в исходное положение О и соединяет поршневую полость 21 гидроцилиндра В осевого перемещения тянущего 15 патрона 7 со сливной магистралью 31, а тянущий патрон 7, оставив профильное изделие в зоне выгрузки, принимает крайнее исходное положение. В этом же время производится отвод задающего патрона 5 в ис- 0 ходное положение, а затем выгрузка готового изделия и подача следующей заготовки на ось задающего патрона.
Устройство позволяет повысить надежность работы оборудования за счет поступ- 5 ления рабочей среды в гидроцилиндр перемещения тянущего патрона, дросселирующий распределитель и гидроаппаратуру, управление при работе стана под постоянным и пульсирующим (переменным) 0 давлением осуществляется только через жесткие трубопроводы и отверстия в силовом подвижном элементе гидроцилиндра; закрепленном стационарно на тянущем патроне. 5
Фор мула изобретения Стан поперечно-винтовой прокатки профильных изделий по авт.св. № 1346315, отличающийся тем, что, с целью
0 повышения надежности, штоковая полость гидроцилиндра осевого перемещения тянущего патрона, соединенная с магистралью давления системы через отверстие, выполненное в одном из элементов гидроцилинд5 ра, смонтированного Жестко на станине стана, и поршневая полость гидроцилиндра подсоединены через отверстия, выполненные в закрепленном на тянущем патроне в другом его подвижном силовом элементе,
0 посредством трубопроводов с подводами и отводами гидроаппаратуры управления, установленной на тянущем патроне.
с«5
Ч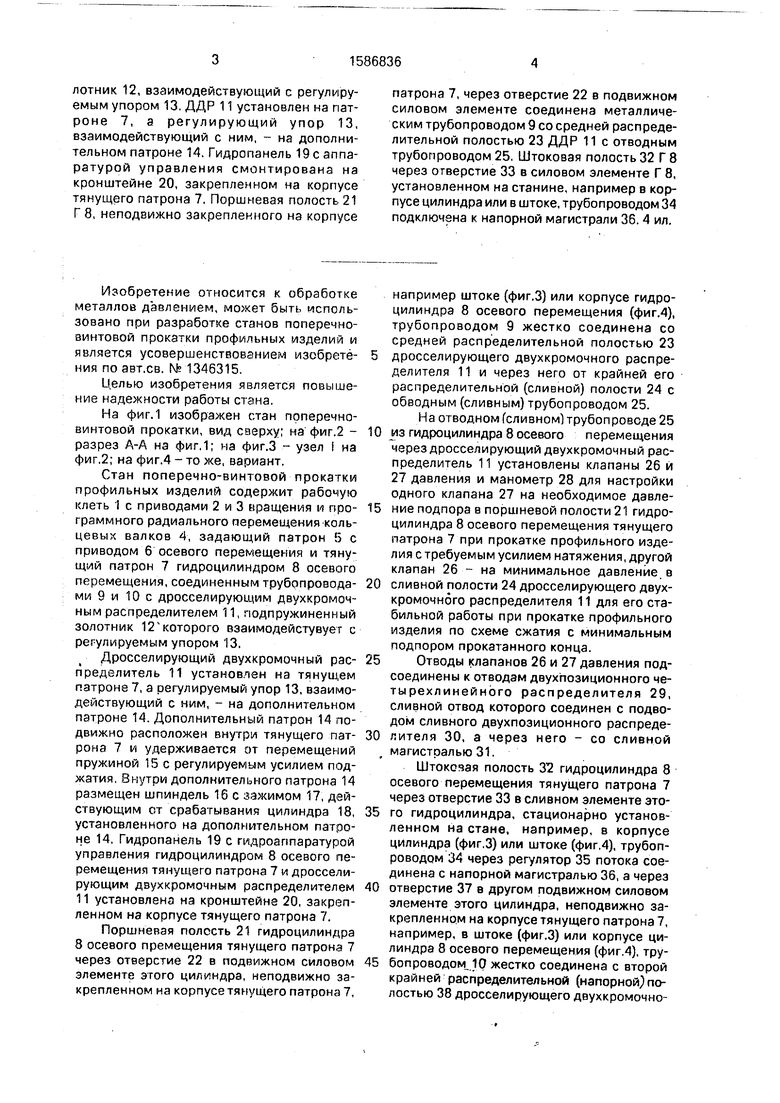


| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-винтовой прокатки профильных изделий | 1985 |
|
SU1346315A1 |
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| СИСТЕМА СИНХРОНИЗАЦИИ ГИДРОЦИЛИНДРОВ | 1996 |
|
RU2105907C1 |
| Система управления следящим гидроприводом | 1978 |
|
SU749637A1 |
| Испытательная гидравлическая машина | 1978 |
|
SU1002892A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Гидравлический синхронный механизм зажима | 1985 |
|
SU1284769A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМПРЕССОМ | 1971 |
|
SU418351A1 |
| Гидравлическая система бурового станка | 1983 |
|
SU1133374A1 |


Изобретение относится к обработке металлов давлением и может быть использовано при разработке станов поперечно-винтовой прокатки профильных изделий. Цель изобретения - повышение надежности в работе. Стан содержит приводную клеть с приводами вращения и программного радиального перемещения кольцевых валков, задающий патрон с приводом осевого перемещения, тянущий патрон 7 с гидроцилиндром (Г) 8 осевого перемещения, соединенный жестко трубопроводами 9 и 10 с дросселирующим двухкромочным распределителем (ДДР) 11, и подпружиненный золотник 12, взаимодействующий с регулируемым упором 13. ДДР 11 установлен на патроне 7, а регулирующий упор 13, взаимодействующий с ним - на дополнительном патроне 14. Гидропанель 19 с аппаратурой управления смонтирована на кронштейне 20, закрепленном на корпусе тянущего патрона 7. Поршневая полость 21 Г 8, неподвижно закрепленного на корпусе патрона 7, через отверстие 22 в подвижном силовом элементе соединена металлическим трубопроводом 9 со средней распределительной полостью 23 ДДР 11 с отводным трубопроводом 25. Штоковая полость 32 Г 8 через отверстие 33 в силовом элементе Г 8, установленном на станине, например в корпусе цилиндра или в штоке, трубопроводом 34 подключена к напорной магистрали 36. 4 ил.
| Стан поперечно-винтовой прокатки профильных изделий | 1985 |
|
SU1346315A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
