Формула
3.134631
изобретения
1. Стан поперечно-винтовой прокатки профильных изделий, содержащий клеть с двумя рабочими инструментами, размещенными по обе стороны от оси прокатки, и приводами их вращения и радиального перемещения по заданной программе относительно оси прокатки, задающий патрон с зажимом и оправкой, тянупщй патрон с узлом зажима концевой части изделия и гидроцилиндр осевого перемещения тянущего патрона, соединенный с дроссели- рующим распределителем, взаимодействующим с регулируемым упором, отличающийся тем, что, с целью повышения точности геометрических размеров изделия за счет расщи- рения технологических возможностей стана и минимизации тангенциального течения металла заготовки в процессе прокатки, он снабжен подвижно установленным в тянущем патроне дополнительным подпружиненным патроном и клапаном давления на отводной магистрали из гидроцилиндра, причем зажим расположен внутри дополнительного патрона, регулируемый упор - на допол нительном патроне, дросселирующий распределитель, взаимодействующий с регулируемым упором, установлен
5..4
на тянущем патроне, а каждьй рабочий инструмент выполнен и ниде полукольца с вогнутой рабочей говерх- ностью, обращенной к оси прокатки
2, Стан по п.1, о т л и
ч а ю
щ и и с я тем, что,.с целгю повышения надежности работы станг., дросселирующий распределитель выполнен двухкромочным с расположен1-:ой на тянущем патроне гидроаппарат
рой управления им и гидроцилиндром С севого перемещения, при этом поршневая полость гидроцилиндра соединена со средней распределительной полостью дросселирующего распределителя и через крайнюю распределителы ую полость его, один из двух клапанов давления, двухпозиционный :eтыpexли- нейный распределитель, отвс ды которого подсоединены к отводам ;тих клапанов, и второй двухпозиционпый распределитель - со сливной магистралью.
а штоковая полость цилиндр
соединенная непосредственно г наг орнай магистралью и второй крайней распределительной полостью дроссслирующе- гЪ распределителя, через первый двухпозиционный четырехлинейный распределитель - с полостью упгавления
на переключение дросселиру распределителя.
щего
Составитель Ю. Марков Редактор И.- Дербак Техред А.Кравчук Корректор М. Самборская
Заказ 5949Тираж 572 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 10f
сриэ.З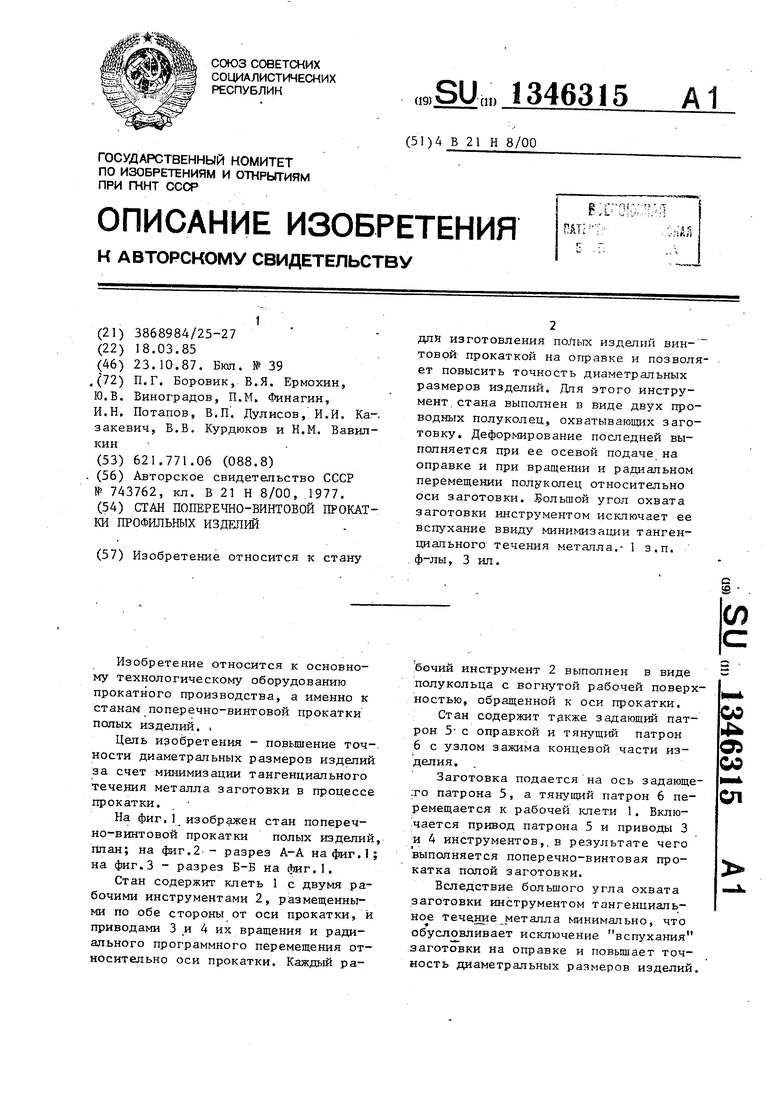
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| Рабочая клеть трубопрокатного стана | 1987 |
|
SU1493341A1 |
| Механизм разворота барабана с валком косовалкового стана | 1980 |
|
SU863022A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий C пЕРЕМЕННыМВНуТРЕННиМ диАМЕТРОМ | 1978 |
|
SU795685A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU841754A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| Стан поперечной прокатки | 1983 |
|
SU1088821A1 |
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
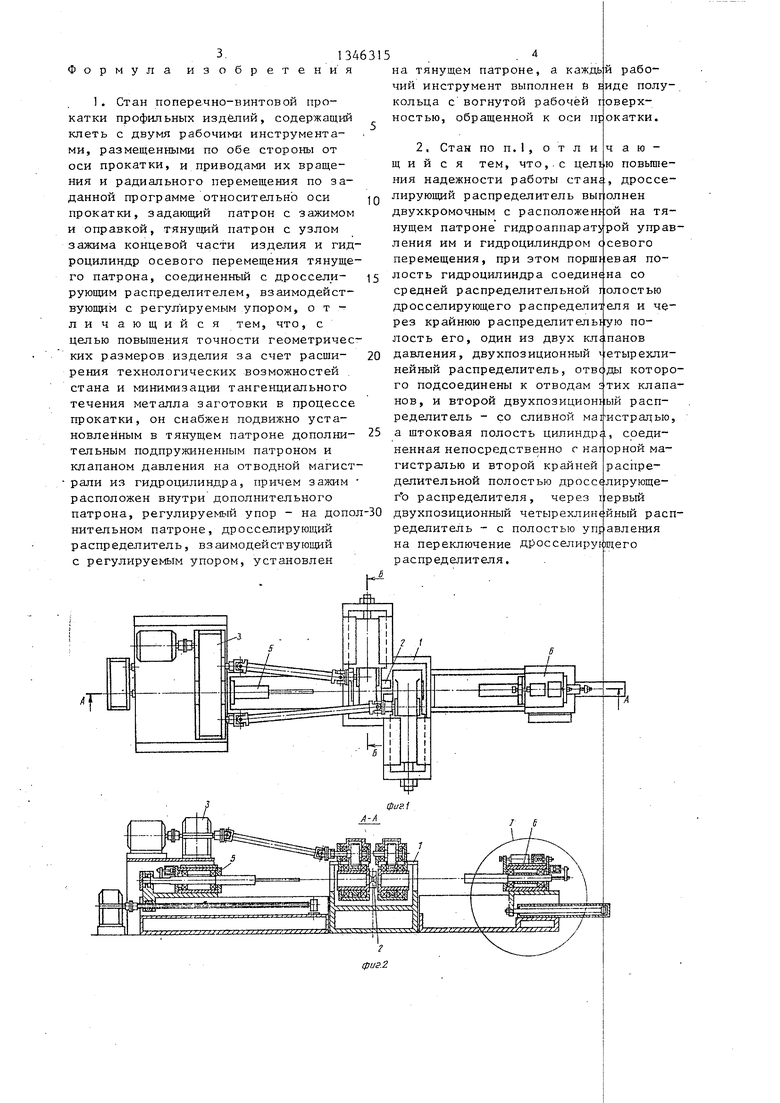
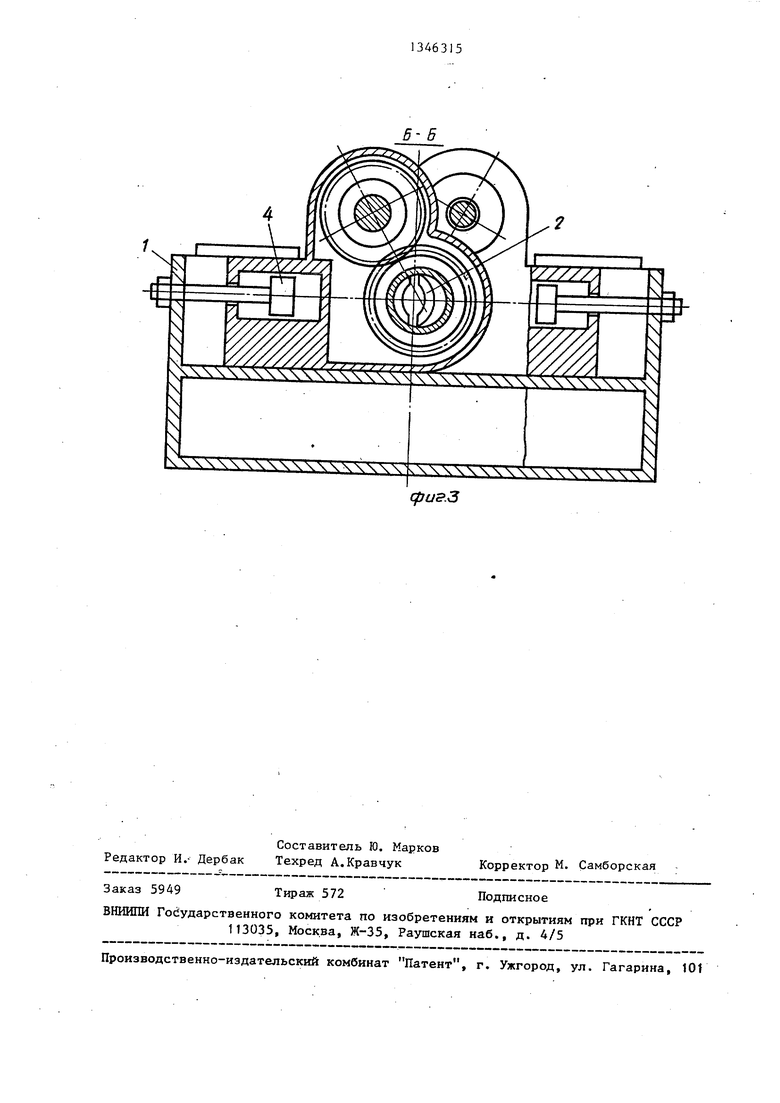
Изобретение относится к стану Изобретение относится к основному технологическому оборудованию прокатного производства, а именно к станам поперечно-винтовой прокатки полых изделий. Цель изобретения - повышение точ-. кости диаметральных размеров изделий за счет минимизации тангенциального течения металла заготовки в процессе прокатки. На фиг.1 изображен стан поперечно-винтовой прокатки полых изделий. План; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг.1. Стан содержит клеть 1 с двумя рабочими инструментами 2, размещенными по обе стороны от оси прокатки, и приводами 3 и 4 их вращения и радиального программного перемещения относительно оси прокатки. Каждый радля изготовления полых изделий вин- товрй- прокаткой на оправке и позволяет повысить точность диаметральных размеров изделий. Для этого инструмент, стана выполнен в виде двух проводных полуколец, охватывающих заготовку. Деформирование последней выполняется при ее осевой подаче на оправке и при вращении и радиальном перемещении полуколец относительно оси заготовки, .большой угол охвата заготовки инструментом исключает ее вспухание ввиду минимизации тангенциального течения металла.- 1 з.п. , ф-лы, 3 ил. tg СЛ бочий инструмент 2 выполнен в виде полукольца с вогнутой рабочей поверхностью, обращенной к оси прокатки. Стан содержит также задающий патрон 5 с оправкой и тянущий патрон 6 с узлом зажима концевой части изделия. Заготовка подается на ось задающего патрона 5, а тянущий патрон 6 перемещается к рабочей клети 1. Вклю- чается привод патрона 5 и приводы 3 и 4 инструментов,. в результате чего выполняется поперечно-винтовая прокатка полой заготовки. Вследствие большого угла охвата заготовки инструментом тангенциальное тече кке метапла минимально, что обусловливает исключение вспухания заготовки на оправке и повьплает точность диаметральных размеров изделий. 00 4 Од СО сл
