(54) СИСТЕМА УПРАВЛЕНИЯ СЛЕДЯЩИМ ГИДРОПРИВОДОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| Следящий гидропривод стана поперечно- ВиНТОВОй пРОКАТКи | 1979 |
|
SU806219A1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| ГИДРОМЕХАНИЧЕСКОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО СЕЛЬСКОХОЗЯЙСТВЕННОЙ МАШИНЫ | 2007 |
|
RU2372216C2 |
| Устройство для прессования изделий из порошковых материалов | 1983 |
|
SU1081002A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Гидропривод подачи стола зуборезного станка | 1977 |
|
SU679344A1 |
| Зубообрабатывающий станок | 1980 |
|
SU910377A1 |

Изобретение относится к обработке метаппов давлением и может быть испопьэовано в станах япя прокатки изделий,, имеющих переменный по длине диаметр. Кроме того, изобретение может быть использовано и в металлорежущих станках, обрабатывающих иэдепие по копиру. Известна система управления следящим гидроприводом, содержащая силовой цилинд связанный с исполнительным органом, копирную линейу, сленящий распределитель со щтоком, имеющим зозможность взаимодействия с копирной линейкой через рычаг щарнирко установленный на кронщтейне жестко закрепленном на корпусе распределителя, а тшсн:се уг-фавгетющий золотник, подключенный к напоркой и слизной магнат ралям перед распреаэгойтепем l . Недостатком известной системы управления является TD, что рабочий орган иополнительного механизм в иэ режима слежения по копиру не может быть быстро перемещен в любое из своих крайних положений. Быстрое развепение валков необходимо для предотвращения аварийных ситуаций, особенно при прокатке профилей с резкими перепадами диаметров ступеней. Быстрое сведение валков необходимо для получения резких переходов профиля, когда нет необходимости в точном соблюдении конфигурации переходных участков. Целью предлагаемогчэ изобретения является расщирение технологических возможностей и повышение безопасности работы устройства. Поставленная цель достигается за счет того, что система снабжена прерывателем, выполненным в виде ползуна со сквозным отверстием и привода его перемещения доль рычага, при этом на рычаге выпол/1ены направляющие, и сквозное отверстие соосное штоку следящего распределителя, а ползун размещен в направлякяцих рычага с возможностью взаимодействия со щтоком слерящего распределителя. Система снабжена регулируемым упором, установленньш соосно щтрку следящего распределителя.
374
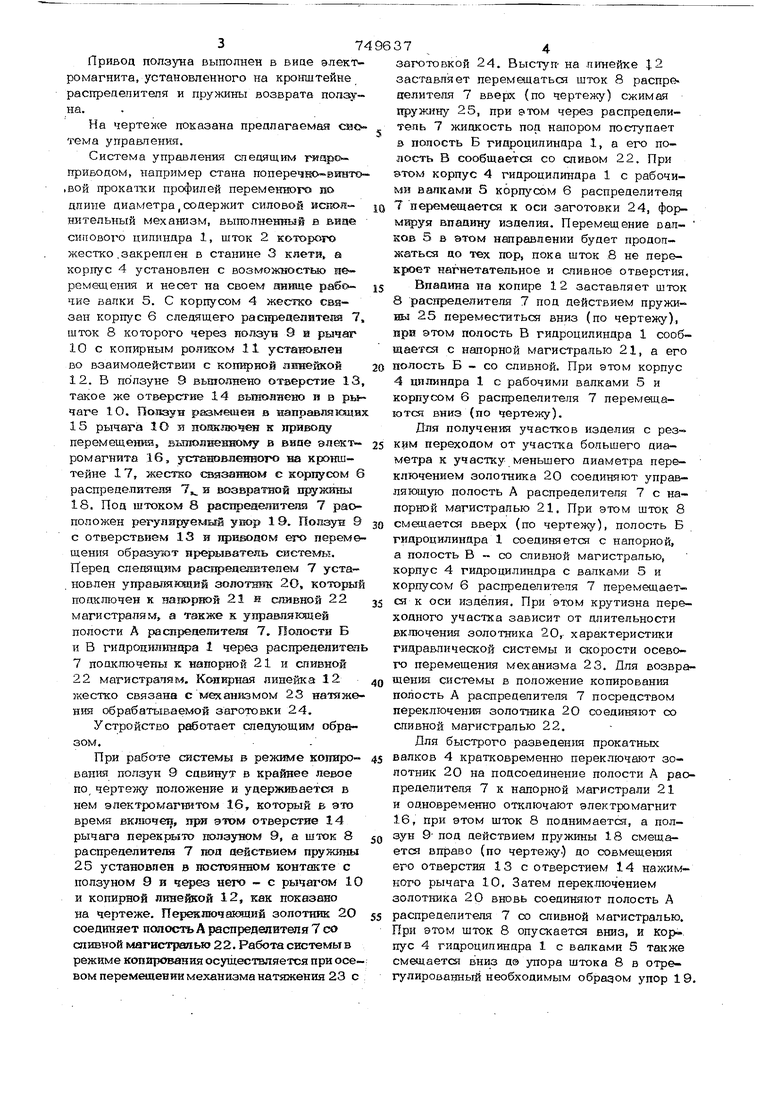
Привод попзуна выполнен в виде электромагнита, установленного на кронштейне распределителя и пружины возврата ползуна.
На чертеисе показана преалагаемая стотема управления.
Система управления следящим гиаро- приводом, например стана поперечно винто ,вой прокаши профилей переменного по длине диаметра, содержит силовой ислоя- нительный механизм, выполненный в вине силового пилиндра 1, шток 2 которого жестко.закреплен в станине 3 клети, а корпус 4 установлен с возможностью перемещения и несет на своем аиище рабочие вапки 5. С корпусом 4 жестко связан корпус 6 следящего распредепитеая 7, шток 8 которого через ползун 9 а рычаг 10 с копирным роликом 11 устаж)влен во взаимодействю с копнрной лжнейкой 12. В ползуне 9 вьшолнено отверстие 13, такое же отверстие 14 выподнено и в рь5 чаге Ю. Ползун равмещен в направпякщих 15 рычага 10 и пояключен к приводу перемещедаш, выпоиненнол в вице элект ромагнита 16, установленного на кронштейне 17, жестко связанном с корпусом б распределителя Т н возвратной пиджины 18. Под штоком 8 распределителя 7 раоположен регулируемый yirop 19. Ползун 9 с отверствием 13 и щ) его перемещения образуют прерыватель системы. Перед следящим распреяейителем 7 уста. нов лен управляющий золотш-ж 2О, который подкшочен к напорной 21 и слявной 22 магистралям, а также к управляющей полости А распреаепитепя 7, Полости Б и В гидро1ЕШ1 шцра 1 через распреаелитеяь 7 подключены к напорной 21 и сливной 22 магистралям., Копирная линейка 12 жестко связана с механизмом 23 натяжения обрабатываемой заготовки 24.
Устройство растает следующим образом.
При работе системы в режиме кошфования ползун 9 сдвинут в крайнее левое по чертежу положение и удерживается в нем электромагнитом 16, который в это время включен, при этом отверстие 14 рычага перекрь5то ползуном 9, а шток 8 распределителя 7 под аействием пружины 25 установлен в постоянном контакте с ползуном 9 и через него - с рычагом 10 и копиркой линейкой 12, как показано на чертеже. Перекпючакяяий золотник 20 соединяет полость А распреденителя 7 со сливной магистрап ью 2 2. Работа системы в режиме копирования осуществляется прн осевом перемещении механизма натяжения 23с
374
заготовкой 24. Выступ- на линейке 12 заставляет перемещаться шток 8 распрецелителя 7 вверк {по чертежу) сжимая пружину 25, при этом через распределитель 7 жидкость под напором поступает в полость Б гидроцилиндра 1, а его полость В сообщается со сливом 22. При этом корпус 4 гидроцилиндра 1 с рабочи и валками 5 корпусом 6 распределителя
7перемещается к оси заготовки 24, формируя впадину изделия. Перемещение валков 5 в этом направлении будет продолжаться до тех пор, пока шток 8 не перекроет нагнетательное и опивное отверстия,
Впадина на копире 12 заставляет щток
8распределителя 7 под действием пружины 25 переместиться вниз (по чертежу), при этом полость в гидроцилиндра 1 сообщается с напорной магистралью 21, а его полость Б - со сливной. При этом корпус 4 цилиндра 1 с рабочими валками 5 и корпусом 6 распределителя 7 перемещаются вниз (по чертежу).
Для получения участков изделия с резким переходом от участка большего диаметра к участку меньшего диаметра переключением золотника 20 соединяют управляющую полость А распределителя 7 с напорной магистралью 21. При этом шток 8 смещается вверх (по чертежу), полость Б гидроцилиндра 1 соединяется с напорной, а полость В - со сливной магистралью, корпус 4 гидроцилиндра с валками 5 и Kopnycovf 6 распредепителя 7 перемещается к оси изделия. При этом крутизна переходного участка зависит от длительности вк.ппочения золотника 20,- характеристики гидравлической системы и скорости осевого перемещения механизма 23. Для возвращения системы в положение копирования полость А распредепителя 7 посредством переключения золотника 2О соединяют со спивной магистралью 22.
Для быстрого разведения прокатных валков 4 кратковременно переключают золотник 20 на подсоединение полости А распределителя 7 к напорной магистрали 21 и одновременно отключают электромагнит 16, при этом шток 8 поднимается, а ползун 9 под действием пружины 18 смещается вправо (по черте}ку.) до совмещения его отверстия 13 с отверстием 14 нажимного рычага 10. Затем переключением золотника 20 вновь соединяют полость А распредепителя 7 со сливной магистралью. При этом шток 8 опускается вниз, и кор-, пус 4 гидроцилиндра 1 с валками 5 также смещается вниз д® упора штока 8 в отрегулированный необходимым образом упор 19 Дгй возвращения системы в режим коп рования попость А распределителя 7 nocsреастБОм включения золотника 20 кратковреметю соединяют с напорной магистралью 21, шток 8 при этом поднимается и одновременно включшот электромагнит 16 который Б момент поаъема штока смещает ползун 9 влево (по черте ку), сжимая пружину 18, Попзун 9 при этом перекрывает отвер тие 14 в рычаге 10. Затем полость А распрепепите.ля 7 посредством переключения золотника 20 вновь соединяют со спи вной магистралью. Шток 8 при этом под действием пружины 25 опускается до упора в ползун 9. Система таким образом вновь установлена на режим работы по копиру. Предложенная система управления спедящим гидроприводом по сравнению с образцами аналогичного оборудования обладает более широкими технологическими возможностями при сохранении ее простоты и устойчивости в работе, обеспечиваемых небольшим количеством силовых элементов. Кроме того, эта система боле безопасна в работе. Эти свойства системы достигнуты благодаря тому, что ее конструктивное исполнение позволяет осуществлять работу как в режиме копирования, так и в режиме быстрого перемещения рабочего органа исполнительного механизма к обрабатываемому изделию, а также резко отводить рабочий орган от изделия в аварийных ситуациях. Испытания предложенной системы показали надежность ее работы во всех описанных выше режимах. Экономический эффект при использовании данной системы в стане д.ля прокатки изделий с переменным по длине диа. метром .складывается из экономии, получаемой от снижения потерь времени на перевалку валков, снижен потерь времени на настройку режима, снижения потерь металла за счет обеспечения рационал ьных перех о до в профиля, они жения потерь от брака и составляет по преаварительным подсчетам 11000 руб/год. формула изобретения 1, Система управления спепящим гидроприводом, напри-мер, перемещения рабоЧ валков стана прокатки периодических профилей, содержащая силовой цилиндр, связанный с исполнительным органом, копирную линейк , следящий распределитель со штоком, имеющим возможность взаимодействия с копирной линейкой ч&рез рычаг шарнирно установленный на кронштейне жестко закрепленном на кор.пусе распределителя, а также управляющий золотник, подключенный к напорной и сливной магистралям перед распределителем, отличающаяся тем, что, с целью расширения технологнчесзскх возможностей и повышения безопасности работы путем обеспечения возможности резкого разведения исполнительного органа, она снабжена прерывателем, выполне шым в виде ползуна со сквозным отверстием и привода его перемещешш вдоль рычага, при этом на рычаге выполнены направляющие и сквозное отверстие соосное штоку слепящего распределителя, а ползун размещен в напраш1яю дпх рычага с возможностью взаимодействия со штоком следящего распределителя. 2. Система по п. 1,отличающа1« я с я тем, что она снабжена регулируемым упором, установленным соосно штоку следящего распределителя. 3. Система по пп. 1 к.2, о т л и ч аю щ а я с я тем, что привод ползуна выполнен в виде электромагнита, установленного на кронштейне распределителя и пру5кины возврата ползуна. Источники 1тформации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 263349, кл. F 15 В 9/08, 1968.
