ютнпка и штоко;м гидроцнлнндра для y,:iравленик валками.
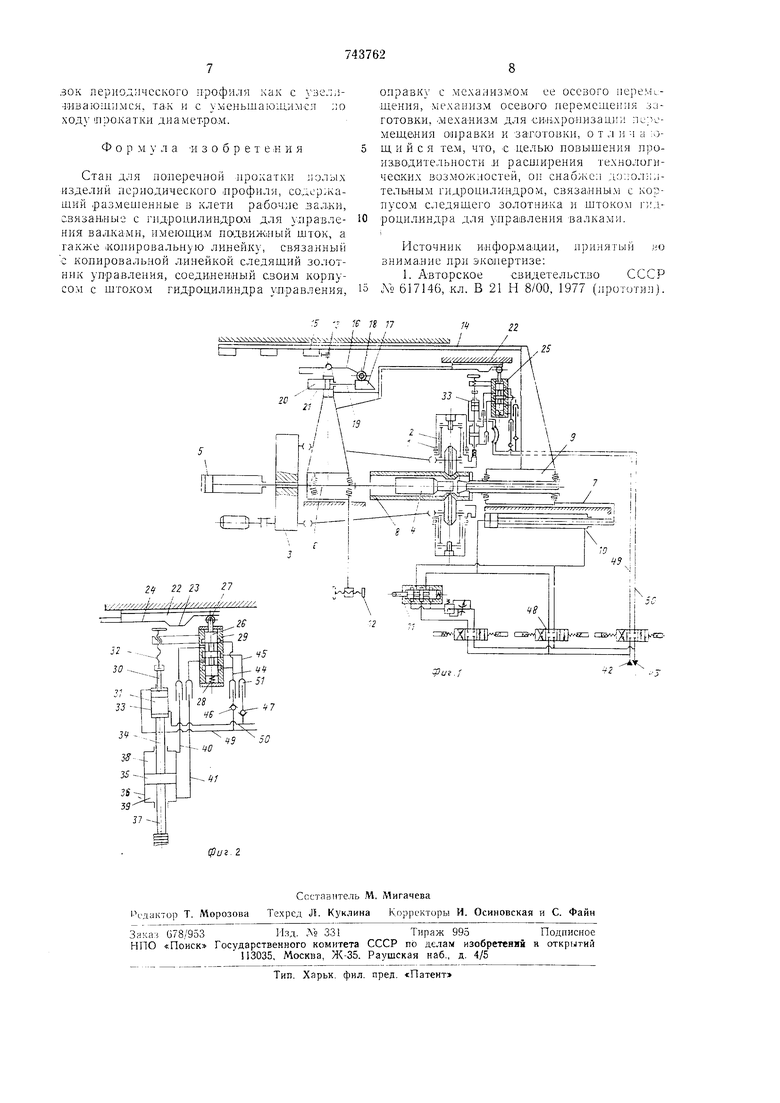
На . 1 изображена при,ниипналь;;ая схема станка для поперечной «рокатки; на ф.иг. 2 - копир.овально-следящее устройство.
Стан содержит клеть / с рабочно.1:; j;./:KaMiH 2, которые приводятся во вращение цризодом 3, оправку 4 с механизмом 5 ее осевого перемещения, г;меющим каретку о, связанную е оаразкой 4, и мехаинзм 7 осевого перемещения заготовки 8, который включает тянущую каретку 5 и гидропривод 10, соединенный .со следяпХН.м золоГг;лком II, взаимодействующим с регулируемым упором 12, смонтированным на карегке 6. Стан имеет механизм 13 для синхронизаднН перемещения оправки 4 -и заготозки 8, который выполнен в виде закрепленной на тянущей каретке 9 рейки 14 с упорами 15, установленкото на каретке 6 двуплечего рычага 16, контактирующего одним ллечо.м iC упора:, /5, а та1кже лрофнльной линейки 17, ко1;тактирующей через ролик 18 с другим плечом рычага i6 и установленной на штоке 19 порщневого гидроцнлкнд }а 20, корпус 2} котОрого закреплен на .каретке 6. Упоры /5 размещены .на расстоянии один от другого, равном длине одного участка за.готовки S, наружный и в.нут;рекНИИ профили которого периодически повторяются гПр:; про.катхг. Ста.н .имеет ко.иировальное устройство, .включающее .копировальную линейку 22 профильной формы, имеющую вы.ступы 23 и впадины 24 в завИсимости от проф.иля прокатываемой за готовки и закреплеННую «а каретке 6, следящий золотник 25, золотиик 26 которого через рол.ик 27 в процессе прокатки пружиной 28 постоя.нно пр.и.кимается к копировальной линейке 22. Корпус 29 золотиика 25 закреплен на щтоке 30 гид.р.оцили.нд.ра 31 с возможностью ОСезой регулировки посредстзом :ВИнтового механизма 32.
Корпус 33 гидроцилиндра 3 закреплен на одномщтоке 34 двух.щто.ко,вого поршне;ioro гидроцилиндра 35, имеющего корпус 36, а другой пгток v7 связан слриводными валками 2 .клети. Полостп -38 н 39 гидроцнл..:;,ра 35 соединены телескопическими трубопроводами 40, 41 со следяпщм золотником 25, который управляет перемещением щтоков гпдроцилиндра 35, а с ним .и рабочих валков 2, соединяя од1су из полостей 33, 3 гидроцилиндра 35 .с напор.ной магистралью 42, а другую - со сливной магистралью 43 телескопическими трубопроводами 44, 45. Через обратные клапаны 46, 47 следящий золотник 25 .соединен с гидрораспределителем 48 с электрическим управлением, который управляет подачей рабочей ла дкости к следящему золотнику 25. Гидроцилиндр 3/ Т(рубо.проводами 49, 50 соединен с гидрора€пределителе.м 48, который имеет три фиксированных положевия (0; I и П).
На трубонрозо.дах 0 у. -11, а так/:-:е 44 л 5 установлены гидравлические телескопы 51, позволяющие совершать осевые перемещепия корпусу 29 следян его золот} нка 25 вместе с гидроиилкндром 31 и щтоком 34 ПО отно.шению к неподвижному корпусу 37 г.идроцилинд.ра 35 в процессе прокатки, обеспечивая возхможность слежени5 по Konirpcjвальной линейке 22 и получения профильной заготовки 8. чроме тОГо, телес опы 51 паз.воляют :пepe г щaтьc i следящему золотнику 25 ,в осево.( направлении вместе со щтоком 30 гидроцнлиндра 31 но отпошеиию к неподвижному з этот л омент корпусу 33 гиДроцилиндра 31 в |Нрэ.цессе отвода с-ледящего золотника 15 от копировальной линейки 22 после окончания прюкаткп предыдущего участка загото.вкн с повтаряю.ил.имся iipoфилем и подвода его к кош-гровальной л нейке 22 в .момент нача. ;1ро. следующего участка. Телескопы 5/ иоззоляют посредством виито вого механ1;зма 32 осуществлять осевое перемещение следящего золотника 25 по отношению к щтоку 30 гкд.роцилпндра 31, что необходимо -при настр.ойке исходного н.о.шжения рабочих налков 2 в мо.мент 1-:ачала прокатки.
Стан -работает следующим образом.
В .исход-ном положении каретка 6, связа.нная с оправкой 4, стоит в крайнем лево.м положении. Ilp.ii этом конец оправки 4 .меньщего диаметра находится под рабочи.ми вал.ками 2, а тянущая .каретка 9 с закрепленной на ней рейкой 14 с упорами 15 та(Кже в афайнем левом положении. Одни конец двуплечего рычага .16 у.п.ирается в упор 15 рейки 14, другой конец роликом 18 о.иирается на П1)офильную линейку 17, которая вместе со штоком 19 гидроцплиндра 20 выводится в крайнее правое положение. Рабочие валки 2 раз.водятся гидроцилиндром 35 в крайнее положение. При этом гидрорасиределитель 48 устанавливается в положение II, и рабочая .жидкость из на.норной магистрал.и 42 по .бопрОБОду 49 поступает в щтоков -ю полость гидроцилиндр; 31. Порщнезая .полость трубопроводом 50 через гидрораспределитель 48 соединяется со сливной магистралью 43. Под действием давления жидкости шток 30 перемещается внутрь гидроцилиндра 3 в крайнее положение, перемещая за.креплеиный на нем корпус 29 следящ-дго золотника 25 с установленным в нем золотником 26. Обратные клапаны 4S и 47 разобщают следящий золотник с напор.ной 42 и сливной 43 магистралями. Золотник 26 с роликом 27 выдви ается пружиной 25 из корпуса 29, но отводится от копировальной линейки 22 .гидроцилиндром 31. При включении привода 3 врапхенкя рабочих .валкоз 2 гидрораспределитель 45 переключается в положение I. Рабочая жидкость под давлением поступает по трубопроводу 50 в пор.щневую полость гидроцилиндра 31, щтокозая полость соедикяется со сливной ма-гистралью 43, шток 30 г.кдроцилиндра 31 выдвигается наружу з кэайнее положение, перемещая закрепле:{ный на нем корпус следящего золотника 25 с установленным в нем золотником 26 и рол.нком 27. Одновремен.но рабочая жидкость лоступает по трубопроводу 45 через обратный клапан 47 к следящему золотнику и от него по трубопроводу 41 в полость 39 гидэоцилиндра 35, а полость 38 гидроцилиндга 55 соединяется со сливной магистралью 43. Шток 34 гидроцилиндра 35 начинает перемещаться, сводя рабочие валки 2. Одновременно перемещается .и шток 34, перемещая при этом гидроциливдр 31 со штокоу -30 и закреплеиным на нем .корпусом 29 следящего золотника 25 в сторону копировальг ой линейки 22. Как только следящий зочотник 25 роликом 27 наезжает на кояирозальную линейку 22, золотник 26, переместив.щись внутри корлуса 29 и сжав пружиrfv 28 на некоторое расстояние, разобщает пэлост.п 38 и 39 гидроцилиндра 35 с напорной 42 и сливной 43 магистралями. Сведение валков прекращается. При этом они оказываются сведенны ми на прокатку необходимого начального наружного диаметра заготовки 8. После этого .включается механизм 7 осевого перемещения заготовки 8 с тянущей кареткой 9, которая перемещает закрепленную на ней рейку 14. Рейка 14 упором /5 тянет за собой каретку 6, связанную с оправкой 4, воздействуя на дзуплег. рычаг 16. При этом другой конец рычага /Кроликом /8 опирается на профильную лИНейку 17.
Линейка вместе со щтоком 19 гидроцилиндра 20, на котором она закреплена, и корпусом, который закреплен на каретке 6. аеремешается вместе с кареткой 5 .я двуплечкм рычагом 16. В результате, в лроцгссе шюкатки ролик 18 двуплечего рычага 16 не перемещается относительно профильной линейки 17.
В-месте с кареткой 6 перемещается закрепленная на ней копировальная линейка 22. Поскольку ролик 27 следящего золотни.к;а 2,5 постоянно в процессе прокатки пр.;;;|:имается к копировальной линерше 22, а корпус 29 через 1гидроцилиндр 31 жестко соединяется с щтоком 34 гидроцилпндра 33 управле}1пя валками, так ка.к порщневая яолость гидроцилиндра 31 находится под .д:авлением рабочей жидкости, рабоч -;е зал.хи 2 отслеживают профиль, задавае.мый коапровальной линейкой 22. При этом прокатывается профильная заготовка 5, в; тро; Hsni профиль которой определяется чочф--гурацией оправки 4. а наружный - профилем копирозальной линейки 22. После про|Катки .профильного участка заготовх:: уочiKO уста-новленной дл.ины следящ ; : золотЯ.ИК // наезжает на заранее отрегхлпрозанный упор 12 л гидропривод W останавлива:- т тянущую каретку 5. Гидрораспределитель
48 переключается в положение И, рабочая жидкость иод давлением поступает в щтоК0о ю полОСть п дроцилиндра 5/, отводя лток 30 и закрепленный на нем корпус 29 следящего золотника 25 и золотипк 26 с роликом 27 от копировальной линейки 22. При этом обратные клапаны 46 и 47 разобщают следяи;ий золотник 25, а с ни1М и полости 38 к 39 гидроаилиндра 35 с напорной 42 и сливной 43 магистраля:ми, .и щтоки 37 и 34 цилиндра 35 остаются неподвижными. После этого гидроцилиндром 20 профильная линейка /7 перемещается в крайнее левое положение, ролик /8 двуплечего рычага 16 опускается :; выводит другой ко.нец рычага 16 из зацепления с упором 75 рейки 14. iMcханизм 5 .переметает каретку 6 влево в исходное положение, перемещая при этом зак релленные на ней упор 12, гидроцилиндр 20, оправку 4 и копировальную линейку 22 также в исходное положение. Поскольку гидроцилиндром 31 .следящий золотник 25 отводится от копировальной линейки 22, то он не мещает перемещению копировальной линейки 22 в исходное положение, даже если ролик 27 следящего золотника 25 в последний момент находится за выступом 23 проф.ильной л: нейки 22, т. е. наружный диаметр заготовки в конце ирокатан.ного участка меньще предыдущего. Таким образом достигается возможность прокатывания на стане заготовх:; повторяющегося ирофиля с увеличивающ; ;ся и }меньщающимся по ходу прокатки наружным диаметром.
После возвращения копировальной лпнейки 22 в исходное положение гпдроцилиндром 2) т;роф ;льная линейка /7 пере.мещается вправо, наезжает на ролик 18 двуп.лечего рычага 16 и поворачивает его в исходное положение, и он упирается в следующий упор рейки 14. Гидрораспределитсль 43 перемещается в положение /, следящий золотник 25 подводится к копировальной линейке 22, ра бочие валки 2 при этом сводятся гидроцилиндром 35 на про.катку необходимого наружного диаметра заготовки 8, включается механизм перемещения тянущей каретки 9, и процесс повторяется, njmхатывая следующий -часток заготовки 4, повторяющ.ий предыдущий.
Исходное положение рабочих валков 2 3 момент начала прокатки настраи,БаетсЛ зИНтовы.м механиз.мом 32, при этом перемещается в осевом направлении следящ;п; золотник 25 и иод действием рабочей ж 1дкос ч. подаваемой им э полости 38 или 39 гидпоцилиндра 35, пеоемещаются щтскк 3- и --Г, а следо.вательно сводятся и рабсч:е j,-.:;: 2.
Предложе1-1ны; стан для поперечной прокатки ПОЛЫХ изделий периодического проф.илл позволяет повысить производительность и обеспечивает прокатку загото
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1975 |
|
SU565763A1 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Устройство для поперечно-винтовой прокатки | 1989 |
|
SU1636099A1 |
| Система управления следящим гидроприводом | 1978 |
|
SU749637A1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Нажимная система кольцепрокатного стана | 1989 |
|
SU1697954A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ СТУПЕНЧАТЫХИЗДЕЛИЙ | 1972 |
|
SU446344A1 |
| Горелка для газопрессовой сварки и термической обработки | 1948 |
|
SU89338A1 |
