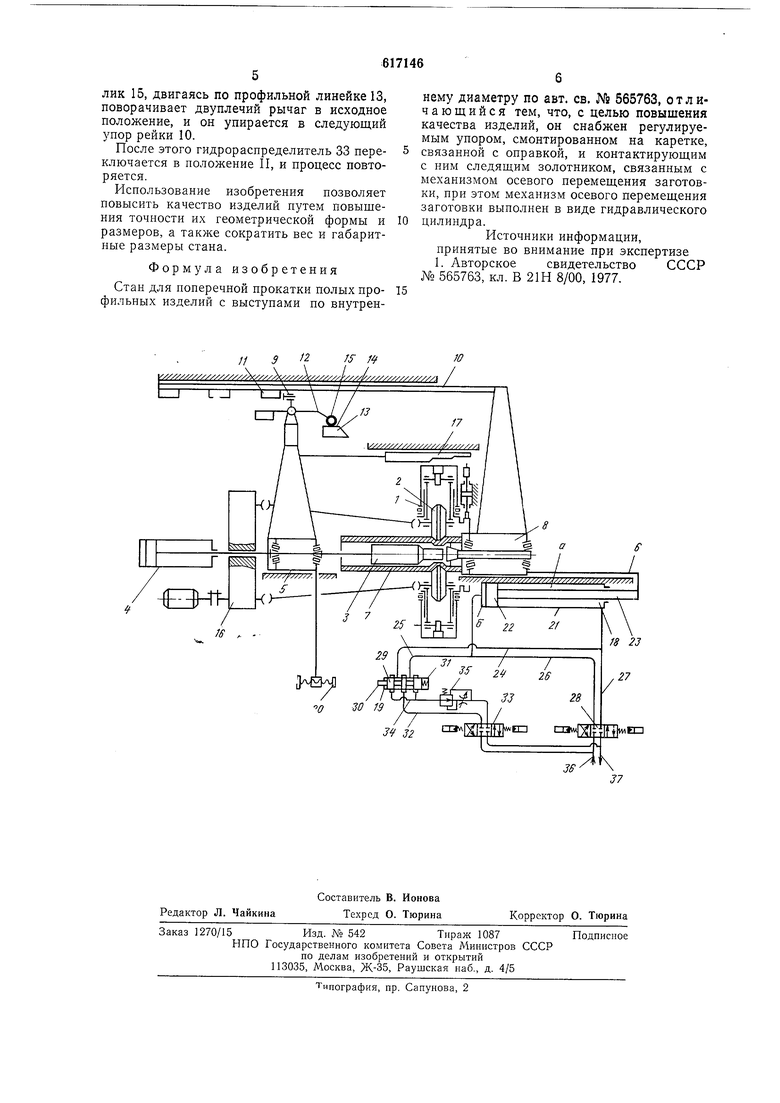
хронизации перемещения оправки 3 и заготовки 7, который выполнен в виде закрепленной на тянущей каретке 8 рейки 10 с упорами 11, размещенными на этой рейке, установленными на каретке 5, связанной с оправкой 3 двуплечего рычага 12, контактирующего одним плечом с упорами И, а также профильной линейки 13, контактирующей с другим плечом рычага 12. Упоры 11 размещены на расстоянии один от другого, равном расстоянию между выступами на изделии, а профильная линейка 13 выполнена с выступом 14, длина которого меньше расстояния между выступами на изделии. На конце рычага 12 установлен ролик 15, которым рычаг опирается на профильную линейку 13. Рабочие валки приводятся во вращение приводом 16, Стан имеет копирно-следящую систему 17.
Механизм 6 осевого перемещения заготовки 7 выполнен в виде гидравлического привода 18, соединенного со следящим золотником 19, взаимодействующим с регулируемым упором 20, смонтированным на каретке 5, связанным с оправкой 3. Гидравлический привод 18 представляет собой поршневой гидравлический цилиндр 21, корпус которого установлен неподвижно, а поршень 22 со штоком 23 имеют возможность перемещаться в корпусе. Тянущая каретка 8 жестко соединена со штоком 23 гидроцилиндра 21.
Штоковая а и поршневая б полости гидроцилиндра 21 соединены трубопроводами 24 и 25 с корпусом следящего золотника 19, а трубопроводами 26 и 27 - с гидрораспределителем 28 с электрическим управлением. В корпусе следящего золотника 19 установлен с возможностью осевого перемещения золотник 29 с выходящим наружу штоком 30 и пружина 31, поджимающая золотник 29 со штоком 30 в крайнее левое положение. Корпус следящего золотника 19 трубопроводом 32 соединен пепосредственно с гидравлическим распределителем 33 с электрическим управлением, а трубопроводом 34 с этим же распределителем 33, но через дроссель 35. Гидрораспределители 28 и 33 соединены с напорной 36 и сливной 37 магистралями насосной станции и имеют три фиксированных положения О, I и II.
Устройство работает следующим образом.
В исходном положении каретка 5, связанная с оправкой 3, стоит в крайнем левом положении. Конец оправки 3 меньшего диаметра находится под рабочими валками 2, а шток 23 и соединенная с ним тянущая каретка 8 с закрепленной на ней рейкой 10 с упорами 11 также в крайнем левом положении. Один конец двуплечего рычага 12 упирается в упор 11 рейки 10, другой конец роликом 15 опирается на выступ 14 профильной линейки 13. При этом гидрораспределители 28 и 33 установлены в положение О и обе полости гидроцилиндра 21 разобщены
с напорной 36 и сливной 37 магистралями.
При включении привода 16 вращения рабочих валков 2 последние с помощью копировально-следящей системы 17 сводятся на прокатку необходимого наружного диаметра заготовки 7.
После этого гидрораспределитель 33 переключается в положение II и рабочая жидкость из напорной магистрали 36 по трубопроводу 32 поступает к следящему золотнику 19, который находится в крайнем левом положении, и через следящий золотник и трубопровод 25 поступает в поршневую полость б гидроцилиндра 21, создавая там давление. Одновременно штоковая полость а гидроцилиндра 21 через трубопровод 4, следящий золотник 19, трубопровод 34, дроссель 35 с регулятором и гидрораспределитель 33 соединяется со сливной магистралью 37. Под действием давления жидкости в поршневой полости б гидроцилиндра 21 поршень 22 со штоком 23 перемешаются, перемешая закрепленную на штоке тянущую каретку 8 и закрепленную на ней рейку 10.
Рейка 10 упором 11 тянет за собой каретку 5, связанную с оправкой 3, воздействуя на двуплечий рычаг 12.
При этом другой конец рычага 12 роликом 15 опирается на выступ 14 профильной линейки 13, перемещаясь по ней. Скорость перемещения тянущей каретки 8 регулируется дросселем 35 с регулятором.
При прохождении меньшего диаметра оправки 3 валков 2 и определенной длины оправки большого диаметра ролик 15, дойдя до сплошной части профильной линейки 13, выводит другой конец двуплечего рычага 12 из зацепления с упором И рейки 10.
Дальнейшая прокатка изделия с большим внутренним диаметром происходит без сцепления рейки 10 с двуплечим рычагом 12.
При окончании прокатки участка с большим внутренним диаметром на шток 20 следящего золотника 19 наезжает упор 20, закрепленный на каретке 5, перемещает золотник 29 в осевом направлеиии до тех пор, пока он не разобщает полости гидроцилиндра 21 с напорной и сливной магистралями, после чего шток 30 останавливается, и процесс осевого перемещения заготовки прекращается. Момент остановки в зависимости от профиля заготовки 7 регулируется положением упора 20. Точность остановки, а с ней и точность прокатываемого изделия обеспечивается точностью исполнения следящего золотника 19 и измеряется десятыми долями миллиметра.
После остановки осевого перемещения тянущей каретки 8 гидрораспределитель 33 переключается в положение О, перекрывая подвод рабочей жидкости к следящему золотнику 19, дается команда на перемещение оправки 3 в исходное положение. При перемещении оправки в исходное положение ролик 15, двигаясь по профильной линейке 13, поворачивает двуплечий рычаг в исходное положение, и он упирается в следующий упор рейки 10.
После этого гидрораспределитель 33 переключается в положение II, и процесс повторяется.
Использование изобретения позволяет повысить качество изделий путем повышения точности их геометрической формы и размеров, а также сократить вес и габаритные размеры стана.
Формула изобретения
Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру по авт. св. № 565763, отличающийся тем, что, с целью повышения качества изделий, он снабжен регулируемым упором, смонтированном на каретке, связанной с оправкой, и контактирующим с ним следящим золотником, связанным с механизмом осевого перемещения заготовки, при этом механизм осевого перемещения заготовки выполнен в виде гидравлического цилиндра.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 565763, кл. В 21Н 8/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1975 |
|
SU565763A1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| Система управления следящим гидроприводом | 1978 |
|
SU749637A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий C пЕРЕМЕННыМВНуТРЕННиМ диАМЕТРОМ | 1978 |
|
SU795685A1 |
| Нажимная система кольцепрокатного стана | 1989 |
|
SU1697954A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
// Э 2 /у
У/////Л /// /////////(/ // ///// / / //Л////1//////////////// /
Y
-О 0 W
