Изобретение относится к обработке металлов давлением и может быть использовано при производстве радиальным обжатием изделий из малопластичных и порошковых материалов и сплавов.
Цель изобретения - повышение качества поковок и коэффициента использования металла.
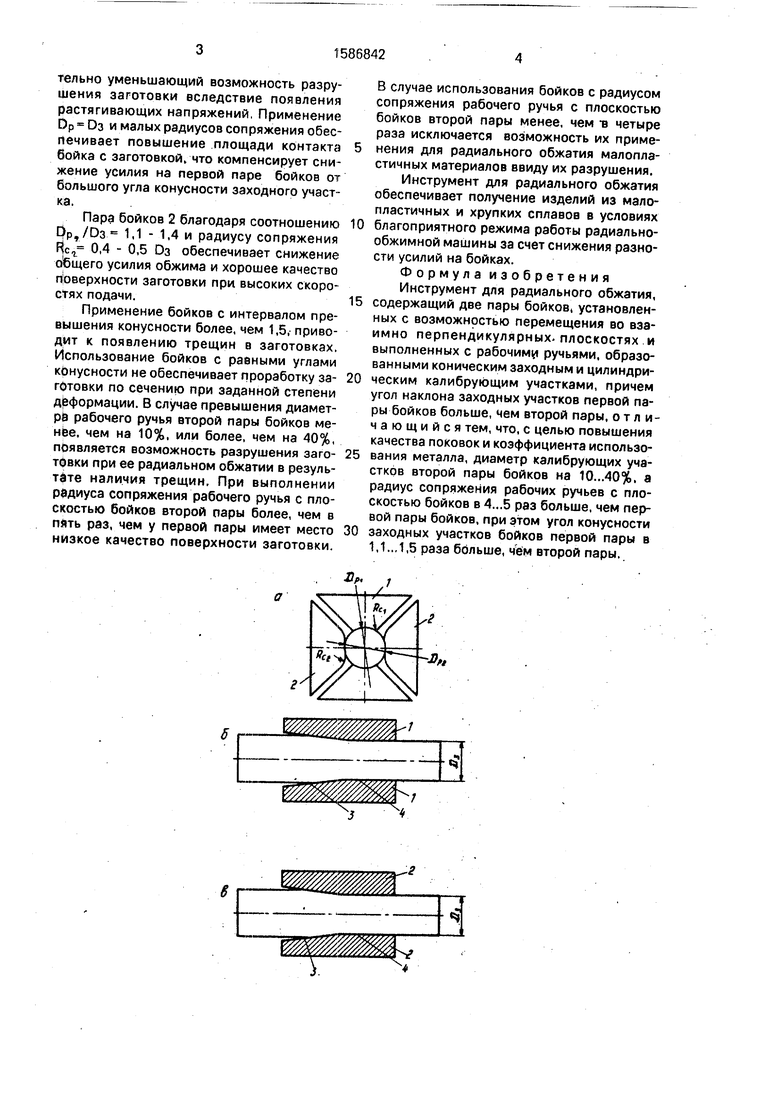
На чертеже изображены бойки для радиального обжатия заготовки.
Инструмент состоит из двух пар бойков 1 и 2, установленных с возможностью перемещения во взаимно перпендикулярных плоскостях. Рабочий ручей бойков образован заходным участком 3 конической формы и цилиндрическим калибровочным участком 4. Угол конусности заходного участка 3 пары бойков 1 равен 8-12°. Диаметр Dp, калибрующего участка 4 пары бойков 1 выполняется равным диаметру обжатой заготовки
Dp Оз, а радиус сопряжения RC, 0,08 ... 0,12 Оз. Угол конусности заходного участка 3 пары бойков 2 выполняется в 1,1 ... 1,5 раза меньше угла конусности заходного участка пары бойков 1. Диаметр Dp калибрующего участка 4 пары бойков 2 выполняется на 10 - 40% больше, чем Dp, т.е. Ор, 1,1 ... 1,4 Оз. Радиус сопряжения -RCj рабочего ручья с плоскостью бойков 2 выполнен в 4-5 раз больше, чем Rc - радиус сопряжения пары бойков 1. Rca 0,4...0,5 Оз. В процессе ковки заготовка одновременно обжимается всеми бойками, в промежутках между обжатиями производится продольная подача и вращение.
Пара бойков ,1 вследствие равенстеа Ор, Оз и малого радиуса сопряжения RC, 0,08 - 0,t2 Оз охватывает заготовку всей поверхностью рабочего ручья, обеспечивая большой угол охвата заготовки, значь сл
00
о
00
ь
fO
тельно уменьшающий возможность разрушения заготовки вследствие появления растягивающих напряжений, Применение Dp Оз и малых радиусов сопряжения обеспечивает повышение площади контакта бойка с заготовкой, что компенсирует снижение усилия на первой паре бойков от большого угла конусности заходного участка.
Пара бойков 2 благодаря соотношению Рр,уОз 1,1 - 1.4 и радиусу сопряжения 0,4 - 0,5 Оз обеспечивает снижение сшщего усилия обжима и хорошее качество пЮверхности заготовки при высоких скоростях подачи.
Применение бойков с интервалом превышения конусности более, чем 1,5. приводит к появлению трещин в заготовках Использование бойков с равными углами конусности не обеспечивает проработку за- готовки по сечению при заданной степени деформации. В случае превышения диамет- PS рабочего ручья второй пары бойков менее, чем на 10%. или более, чем на 40%, появляется возможность разрушения заго- тфвки при ее радиальном обжатии в резуль- тйте наличия трещин. При выполнении радиуса сопряжения рабочего ручья с плоскостью бойков второй пары более, чем в Пить раз. чем у первой пары имеет место низкое качество поверхности заготовки
5
0
В случае использования бойков с радиусом сопряжения рабочего ручья с плоскостью бойков второй пары менее, чем -в четыре раза исключается возможность их применения для радиального обжатия малопластичных материалов ввиду их разрушения. Инструмент для радиального обжатия обеспечивает получение изделий из малопластичных и хрупких сплавов в условиях благоприятного режима работы радиально- обжимной машины за счет снижения разности усилий на бойках.
Формула изобретения Инструмент для радиального обжатия содержащий две пары бойков, установленных с возможностью перемещения во взаимно перпендикулярных, плоскостях и выполненных с рабочими ручьями, образованными коническим заходным и цилиндрическим калибрующим участками, причем угол наклона заходных участков первой пары бойков больше, чем второй пары, отличающийся тем, что, с целью повышения качества поковок и коэффициента использования металла, диаметр калибрующих участков второй пары бойков на 10...40% а радиус сопряжения рабочих ручьев с плоскостью бойков в 4...5 раз больше, чем первой пары бойков, при этом угол конусности заходных участков бойков первой пары в 1.1..-1,5 раза больше, Ч1ем второй пары.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бойки для ротационного обжатия | 1980 |
|
SU933170A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| Способ радиальной ковки | 1988 |
|
SU1637926A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1731396A1 |
| Инструмент для радиального обжатия | 1990 |
|
SU1803247A1 |
| Бойки для ротационного обжатия | 1988 |
|
SU1590187A1 |
| Инструмент для радиальной ковки | 1982 |
|
SU1073953A1 |
| Боек к радиально-ковочной машине | 1986 |
|
SU1465167A1 |
| Способ кузнечной протяжки | 1989 |
|
SU1639861A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
Изобретение относится к обработке металлов давлением, в частности к бойкам для радиального обжатия изделий из малопластичных и порошковых материалов. Цель изобретения - повышение качества поковок и коэффициента использования металла. Инструмент для радиального обжатия содержит две пары бойков. Рабочий ручей каждого бойка образован заходным коническим и калибрующим цилиндрическим участками. Угол конусности заходных участков бойков первой пары в 1,1...1,5 раза больше, чем второй пары. Диаметр рабочего ручья второй пары бойков на 10-40%, а радиус сопряжения рабочего ручья с плоскостью бойков в 4-5 раз больше, чем первой пары бойков. В процессе ковки заготовка одновременно обжимается всеми бойками. За счет рекомендуемой конструкции бойков снижается разность усилий на бойках, что создает благоприятный режим деформации и позволяет получать качественные изделия из малопластичных и порошковых материалов. 1 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
