Изобретение относится К обработке металлов давлением, в частности к инструменту для изготовления многополостных поковок.
Целью изобретения является повышение производительности труда и точности получаемых поковок, а также и экономичности.
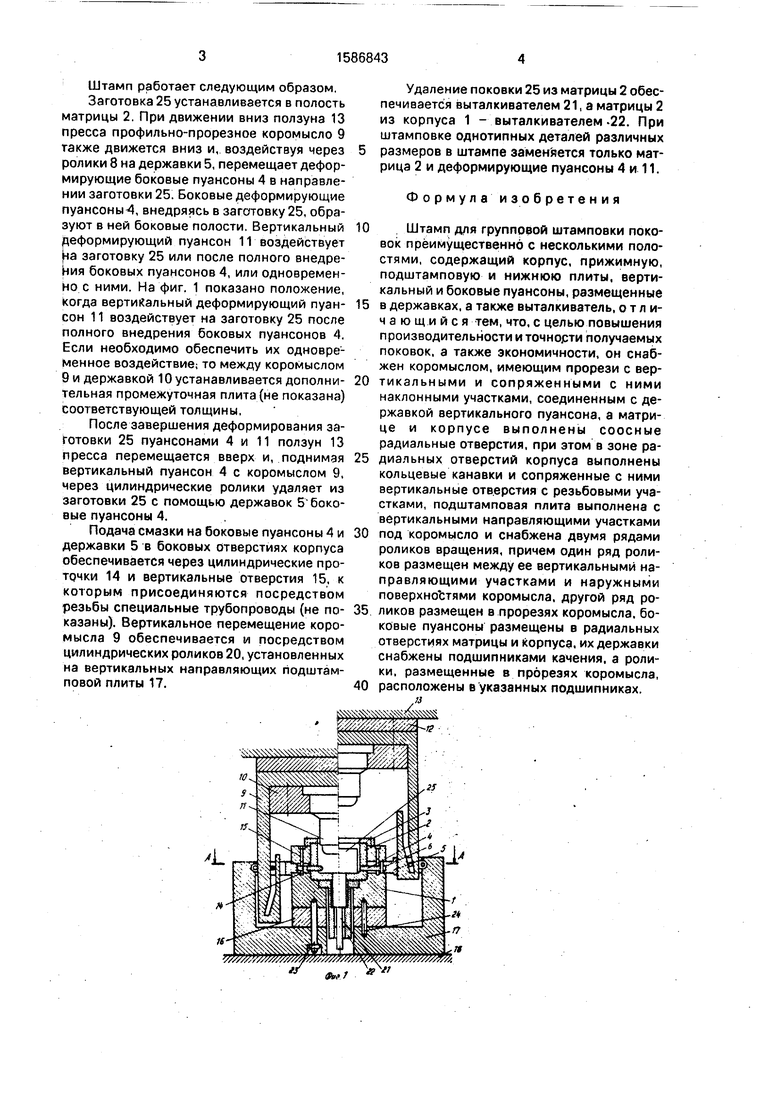
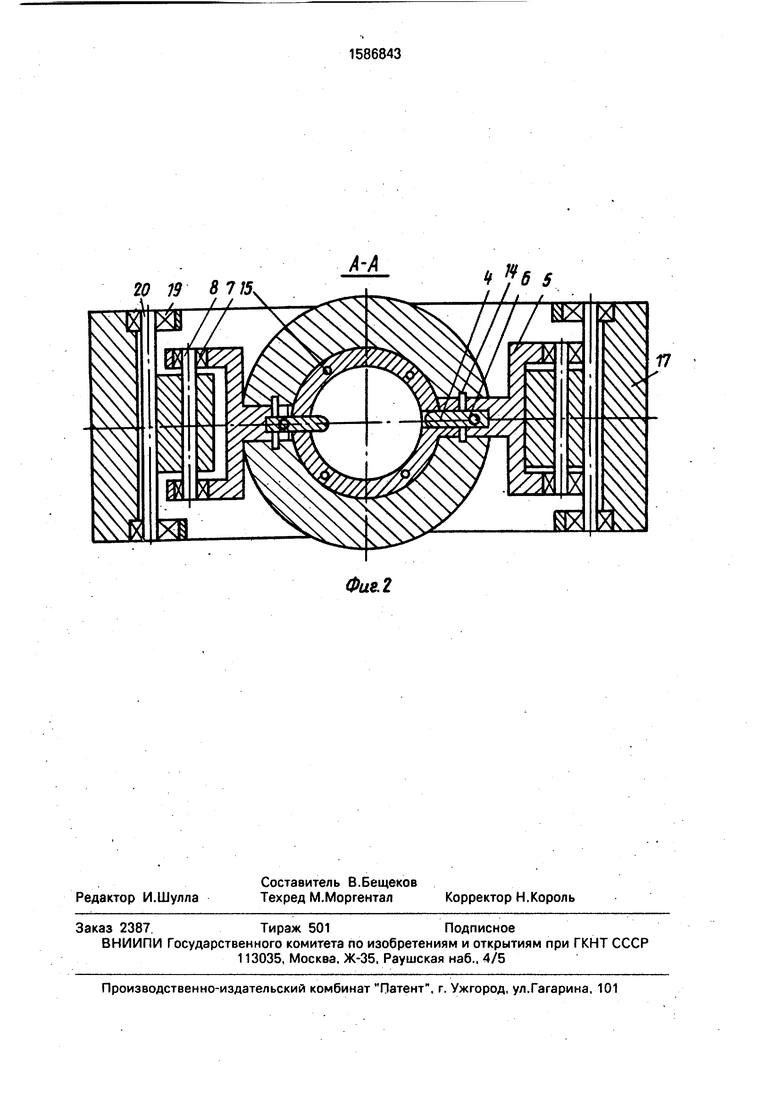
На фиг. 1 представлен штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Штамп содержит корпус 1, размещенную в нем матрицу 2, закрепленную в корпусе 1 посредством прижимной плиты 3. В боковых отверстиях корпуса 1 и матрицы 2 расположены боковые деформирующие пуансоны 4, которые закреплены в державках 5 посредством штифтов 6. В подшипниках 7 качения державок 5 установлены цилиндрические ролики 8, которые размещены в профильно-прорезном коромысле 9, соединенном с державкой 10 вертикального деформирующего пуансона 11 и через плиту 12 крепления с ползуном 13 пресса.
В боковых отверстиях корпуса 1 выполнены кольцевые проточки 14, соединенные с отверстиями 15, имеющими резьбу у поверхности корпуса 1, который связан через промежуточную плиту 16 с подштамповой плитой 17, закрепленной на нижнем столе 18 пресса. В вертикальных направляющих подштамповой плиты 17 установлены в подшипниках 19 качения цилиндрические ролики 20. В штампе размещены выталкиватели заготовки 21 и матрицы 22, корпус 1 соединен с подштамповой плитой 17 посредством шпилек 23 и центрирующих штифтов 24. Прижимная плита 3 закреплена на корпусе 1 посредством болтов (на фиг. 1 показаны осевыми линиями). Державка 10 и коромысло 9 соединены с плитой 12 крепления посредством болтов и штифтов (на фиг, 1 показаны осевыми линиями).
сл
с
сл
00
о с
li СО
Штамп работает следующим образом.
Заготовка 25 устанавливается в полость матрицы 2. При движении вниз ползуна 13 пресса профильно-прорезное коромысло 9 также движется вниз и, воздействуя через ролики 8 на державки 5, перемещает деформирующие боковые пуансоны 4 в направлении заготовки 25. Боковые деформирующие пуансоны, внедряясь в загсгговку 25, образуют в ней боковые полости. Вертикальный Деформирующий пуансон 11 воздействует На заготовку 25 или после полного внедре- йия боковых пуансонов 4, или одновременно с ними. На фиг. 1 показано положение, когда вертикальный деформирующий пуан- сон 11 воздействует на заготовку 25 после полного внедрения боковых пуансонов 4, Если необходимо обеспечить их одноврс;- менное воздействие; то между коромыслом 9 и державкой 10 устанавливается дополни- тельная промежуточная плита (не показана) соответствующей толщины,
После заверщения деформирования заготовки 25 пуансонами 4 и 11 ползун 13 пресса перемещается вверх и, поднимая вертикальный пуансон 4 с коромыслом 9. через цилиндрические ролики удаляет из заготовки 25 с помощью державок 5 боковые пуансоны 4.
Подача смазки на боковые пуансоны 4 и державки 5 в боковых отверстиях корпуса обеспечивается через цилиндрические про- трчки 14 и вертикальные отверстия 15, к которым присоединяются посредством резьбы специальные трубопроводы (не по- казаны). Вертикальное перемещение коромысла 9 обеспечивается м посредством цилиндрических роликов 20, установленных на вертикальных направляющих Иодштам- повой плиты 17.
Удаление поковки 25 из матрицы 2 обеспечивается (зыталкивателем 21, а матрицы 2 из корпуса 1 - выталкивателем-22. При штамповке однотипных деталей различных размеров в штампе заменяется только матрица 2 и деформирующие пуансоны 4 и 11.
Формула изобретения
Штамп для группоеой штамповки поковок преимущественно с несколькими полостями, содержащий корпус, прижимную, подштамповую и нижнюю плиты, вертикальный и боковые пуансоны, размещенные в державках, а также выталкиватель, о т л и- ча ющийся тем, что,с целью повышения производительности и точности получаемых поковок, а также экономичности, он снабжен коромыслом, имеющим прорези с вер- тикальными и сопряженными с ними наклонными участками, соединенным с державкой вертикального пуансона, а матрице и корпусе выполнены соосные радиальные отверстия, при этом в зоне радиальных отверстий корпуса выполнены кольцевые канавки и сопряженные с ними вертикальные отверстия с резьбовыми участками, подштамповая плита выполнена с вертикальными направляющими участками под коромысло и снабжена двумя рядами роликов вращения, причем один ряд роликов размещен между ее вертикальными направляющими участками и наружными поверхноЪтями коромысла, другой ряд роликов размещен в прорезях коромысла, боковые пуансоны размещены в радиальных отверстиях матрицы и корпуса, их державки снабжены подшипниками качения, а ролики, размещенные в прореэях коромысла, расположены в указанных подшипниках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для штамповки и просечки отверстий | 1979 |
|
SU774757A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021068C1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2025185C1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения многополостных штамповок. Цель изобретения - повышение производительности труда и точности получаемых поковок, а также экономичности. Штамп состоит из корпуса, матрицы, прижимной плиты, вертикального пуансона, боковых пуансонов, выталкивателя, профильно-прорезного коромысла и подшипников качения. При перемещении вниз ползуна пресса профильно-прорезное коромысло воздействует на ролики и на боковые пуансоны, перемещая их в сторону заготовки. Одновременно с боковыми пуансонами вертикальный пуансон внедряется и деформирует заготовку. 2 ил.
;;;;
Yw// /2f//////y//r/y
Л../
К К
20 19 в 715. N
Фм.2
| Запрягайло Б.И | |||
| и др | |||
| Безоблойная штамповка на многоплунжерных прессах | |||
| - Кузнечно-штамповочное производство, 1977 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
