Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке, применяемой преимущественно для изготовления заготовок корпусов кранов-смесителей.
Целью изобретения является расширение технологических возможностей.
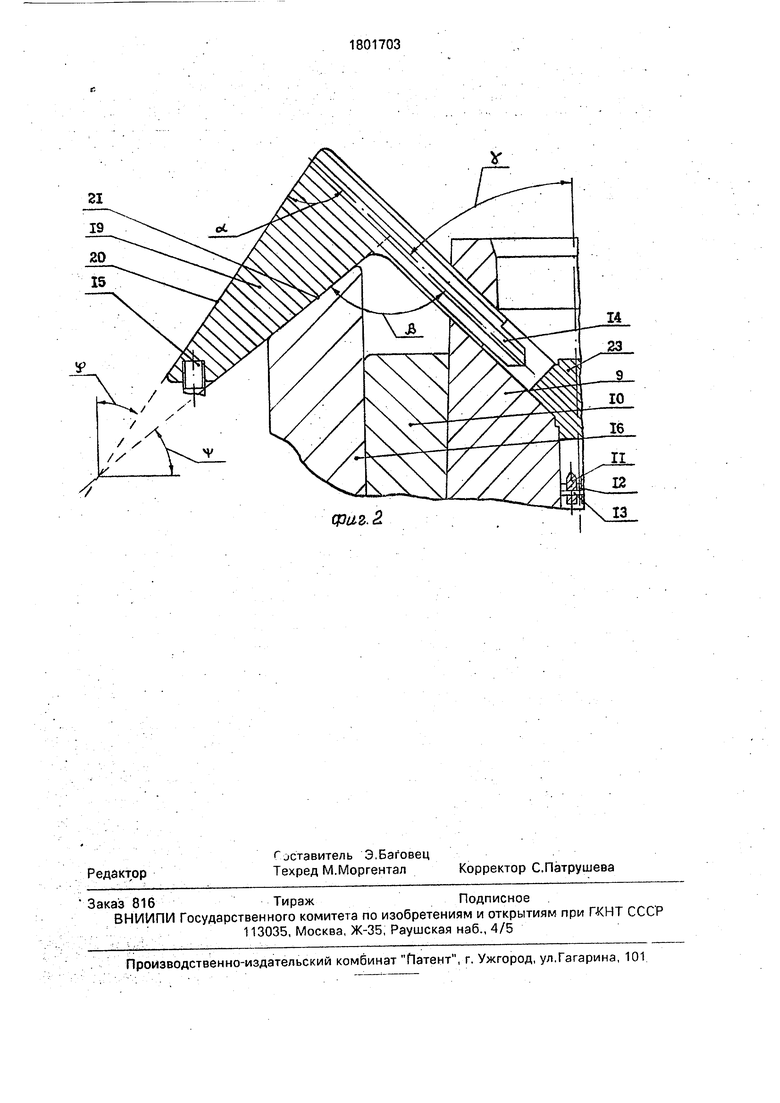
На фиг. .1 представлен продольный разрез штампа после размещения в нем заготовки (слева) и после завершения формообразования (справа); на фиг. 2 - фрагмент продольного разреза штампа, изображенного на фиг. 1 (слева).
Штамп для получения заготовок изделий с полостями содержит верхнюю 1 и ниж- нюю 2 плиты. На верхней плите 1 закреплено бандажное кольцо 3 и установлен пуансон со стержневой 4 и полой 5 частями, связанными между собой винтами 6. Между верхней плитой 1 и полой частью пуансона 5 установлена пружина 7. На нижней плите 2 установлен упор 8 и матрица 9, расположенные в контейнере 10. В нижней части матрицы 9 расположены пуансоны 11, формующие полости вдоль оси матрицы и
связанные с выталкивателем 12 посредством шпонки 13. В полостях матрицы 9, выходящих на ее боковую поверхность, расположены боковые пуансоны 14 с винтами 15. В контейнере 10 также установлены толкатели 16 и пружины 17. На верхней торцевой поверхности контейнера 10 закреплены планки 18. Боковые пуансоны .14 выполнены с хвостовиком 19, имеющим верхнюю торцевую поверхность 20, расположенную к оси пуансона под острым углом а, а нижнюю поверхность 21, взаимодействующую с ответной конической поверхностью толкателя 16 и расположенную под тупым углом /3 к оси пуансона (фиг. 2). 3 вертикальной плоскости, проходящей через ось пуансона 14, , образованные в точке пересечения продолжений образующих поверхности хвостовика соответственно между продолжением образующей верхней торцевой поверхности и прямой, параллельной оси матрицы, а также между продолжением образующей нижней поверхности и прямой, перпендикулярной оси матрицы, выполнены равными друг другу.
fe
00
о
XI о со
Штамп снабжен автономным выталкивателем 22,
Штамп работает следующим образом. В исходной позиции (фиг. 1, слева) верхняя плита 1 с закрепленными на ней деталями поднята. Боковые пуа,нсоны 14 находятся в верхнем положении благодаря воздействию на их хвостовик 19 подпружиненных толкателей 16. Предварительно выполненную, например, горячей штамповкой, нагретую заготовку 23 (фиг. 1, слева)устанавливают в матрицу 9. Во время рабочего хода пресса ползун вместе с верхней плитой 1 двигается вниз. При этом полая часть 5 пуансона входит в матрицу 9, а ее торец соприкасается с заготовкой 23. При дальнейшем ходе ползуна пресса пружина 7 сжимается и препятствует выталкиванию полой части пресса пружина 7 сжимается и препятствует выталкиванию полой части 5 пуансона из матрицы 9, а стержневая часть4 пуансона перемещается относительно ее полой части 5 и вдавливается в заготовку 23. Одновременно с этим коническая поверхность бандажного кольца 3 воздействует на хвостовики 19 боковых пуансонов 14, вдавливая их в боковую поверхность заготовки 23, При этом толка- тели 16 под действием хвостовиков 19 ежи-- мают пружины 17 и опускаются вниз. По мере вдавливания гтуансонов 4 и 14 в заготовку 23 ее металл затекает в полость между стержневой частью 4 пуансона и его полой частью 5, а также - в полость между заготовкой 23, матрицей 9 и выталкивателем 12. Если при затекании металла в полость в первом случае образуется боковая стенка заготовки корпуса крана-смесителя 24 (фиг. 1, справа), то во втором случае - хвостовая часть, которая осаждаясь на пуансонах 11 создает на ее торце наметки для последующей после штамповки механической обработки. После завершения формообразования и обратном ходе ползуна пресса вместе с последним поднимается и верхняя плита 11. При этом из образованных боковых полостей выходят боковые пуансоны 14, Это осуществляется за счет разжатия пружин 17, которые по мере снятия нагрузок со стороны поднимаемого бандажного кольца 3 на хвостовики 19 воздействуют на толкатели 16 и приводят в движение пуансоны 14, Одновременно с верхней плитой 1 поднимается стержневая часть 4 пуансона, выходя из образованной центральной полости поковки 24. После излечения стержневой части 4 и пунсонов 14 до поднятия последних в исходное положение поковка 24 удерживается полой частью 5 пуансона за счет воздействующей на нее разжимающейся пружины 7. После приведения верхней пли-
ты 1 в исходное положение включается автономный выталкиватель 22, который воздействует на выталкиватель 12 и поднимает поковку 24 над полостью матрицы 9. Поковку 24 снимают пинцетом с пуансонов 11, автономный выталкиватель 22 опускают вниз, при этом перемещается в исходное положение и выталкиватель 12, штамп приведен в исходное положение:
По предлагаемой конструкции был изготовлен штамп для получения из сплава ЛЦ40С.Д ГОСТ 17711-80 поковок заготовки корпуса крана-смесителя. Штамп выполняли с оговоренными в формуле изобретения ,
углами , fi 100° у 45°, р 35°.
Пружины 7 и 17 изготавливали из стали
50ХГФА, которую можно использовать при
повышенных температурах (до 300° С), при
многократных переменных нагрузках (температура разогрева поверхностей штампа, с которыми соприкасаются пружины, не превышает 200° С). Сила пружины при предварительной деформации для пружины 7 была равна 3 т, а для пружин 17 - 1,5 т.
Штамповку осуществляли на 160 т прессе при температуре нагрева заготовок - 500° С. Была отштампована партия заготовок корпусов кранов-смесителей - 1000 шт. Все изделия были качественными, а в процессе
штамповки и после ее проведения выполнять какие-либо замены узлов штампа не требовалось,
35
Формула изобр,ете-ния
Штамп для получения заготовок изделий с полостями, преимущественно корпусов кранов-смесителей, содержащий смонтированные на подвижной верхней
0 плите пуансон и бандажное кольцо, расположенные на нижней плите контейнер с мат- рицей, боковые пуансоны, а также выталкивающее- устройство, снабженное толкателями, отличающийся тем, что,
5 с целью расширения технологических возможностей, пуансон, смонтированный на верхней плите, выполнен в виде.стержневой и подпружиненной полой частей, боковые пуансоны расположены наклонно к оси мат0 рицы под углами до 45°, с вершинами, обращенными к нижней плите, и снабжены
хвостовиком, имеющим верхнюю торцовую поверхность, наклонную коси пуансона под острым углом, и нижнюю поверхность, раз5 мещенную с возможностью взаимодействия с ответной конической поверхностью подпружиненного толкателя и расположенную под тупым углом коси пуансона, причем в вертикальной плоскости, проходящей через ось пуансона, углы, образованные в точке пересечения продолжений образующих поверхности хвостовика между продолжением образующей верхней торцовой повер- хности и прямой, параллельной оси
матрицы, и между продолжением образующей нижней поверхности и прямой, перпендикулярной оси матрицы, равны друг ДРУгу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| Штамп для получения деталей | 1989 |
|
SU1662734A1 |
| Штамп для изготовления деталей типа стаканов | 1990 |
|
SU1750835A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Штамп для объемной штамповки | 1986 |
|
SU1360866A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |

Использование: обработка металлов давлением, изготовление многополостных поковок. Сущность изобретения: штамп содержит верхнюю и нижнюю плиты, бандажное кольцо, контейнер с матрицей и выталкивающее устройство. Пуансон выполнен в виде стержневой и подпружиненной частей. Боковые пуансоны расположены наклонно к оси матрицы и снабжены хвостовиком. Хвостовики боковых пуансонов взаимодействуют с толкатепем. 2 ил.
| Штамп для групповой штамповки поковок | 1988 |
|
SU1586843A1 |
