1
Изобретение относится к обработке металлов давлением и может, быть использовано для штамповки поковок и просечки отверстий в них на прес- 5 сах.
Известны штампы для штамповки поковок, содержащие связанные колонками плиты, верхнюю и нижнюю, пуансон, матрицу, вытгшкиватель l. tO
Однако для просечки отверстий в поковках необходимо использовать дополнительное оборудование.
Наиболее близким по достигаемому эффекту и технической сущности к изобретению является штамп для штам- повки и просечки отверстий с рабочими инструментами, установленными на верхнейплите, пуансоном и кольцевым съемником, формообразующей мат- 20 рицей,прошивнем и концентрично ему смонтированным выталкивателем 2 .
Недостатком известного штампа является низкая производительность, так как штамповка и просечка отвер- 25 стий выполняется за 2 перехода.
Целью изобретения является повышение производительности.
С этой целью штамп снабжен неподвижной промежуточной плитой, несу- JQ
щей формообразующую матрицу, размещенными в нижней части штампа один над другим с возможностью ограниченных осевых перемещений толкателями, на которых соответственно закреплены соосно формообразующей, матрице прошивень и выталкиватель, и связанным с верхней плитой механизмом согласования перемещений подвижных рабочих инструментов.
Механизм согласования перемещений подвижных рабочих инструментов штампа выполнен в виде шарнирно закрепленных на верхней плите тяг с выступами, поочередно взаимодействующими с толкателями, несущими прошивень и выталкиватель, смонтированных на промежуточной плите кулачков, контактирующих с профильной поверхностью тяг, и шарнирно связанных со съемником захватов, сопряженных с тягами и взаимодействующих с промежуточной плитой.
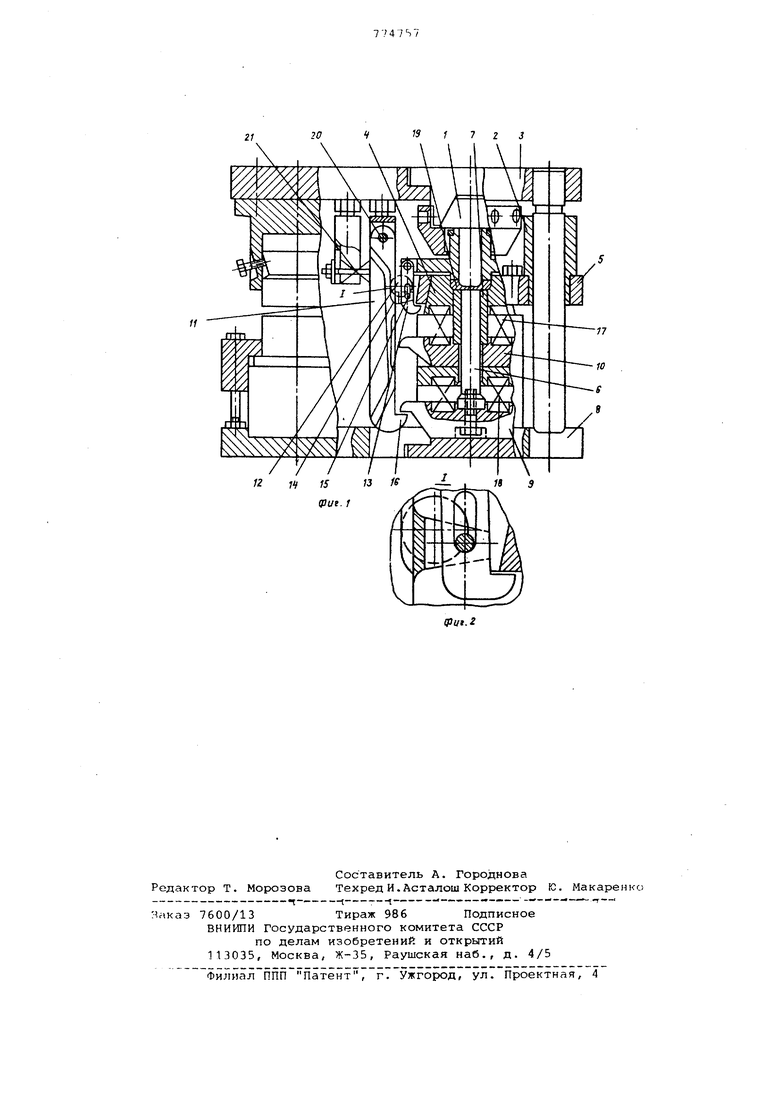
На фиг.1 схематически изображен предлагаемый штамп; на фиг. 2 - узел Т, на фиг.1.
Комбинированный штамп содержит пуансон 1 и кольцевой съемник 2, установленные на верхней плите 3, формоОбразующую матрицу 4, закрепленную на промежуточной плите 5, прошивень и выталкиватель 7. Промежуточная плита 5 жестко связана с нижней плитой Прошивень б неподвижно закреплен на толкателе 9, а концентрично ему смонтирован на толкателе 10 выталкиватель 7. Штамп снабжен механизмом со ласования перемещений подвижных рабочих инструментов: пуансона 1, прошивня 6, съемника 2 и выталкивателя 7 , и выполнен в виде тяг 11, шар нирно закрепленных на верхней плите 3, кулачков 12, смонтированных на промежуточной плите 5, и захватов 13, связанных шарнирно со съемником 2. .Боковая поверхность 14 тяг 11 выполнена профильной, контактирующей с кулачками 12. Тяги 11 сопряжены посредством жестко связанных .с ними пальцев 15 с захватами 13.
На тягах 11 выполнены выступы 16, поочередно взаимодействующие с толкателями 9 и 10.
Штамп работает следующим образом.
При крайнем верхнем положении ползуна-пресса (на чертеже не -показан) верхняя плита 3 с закрепленными на н съемником 2, пуансоном 1 и тягами 11 находится в крайнем верхнем положени Толкатель 10 с выталкивателем 7 и токатель 9 с прошивнем 6 отжаты пружинами 17 и 18 в крайние нижние положенин, при этом торцы прошивня б и выталкивателя 7 совмещаются, образуя полный ручей с ручьем матрицы 4.
Предварительно осаженная заготовка 19 укладывается в ручей матрицы 4
При ходе ползуна-пресса вниз верхняя плита 3 с пуансоном 1 и съемником 2 опускается, формуя заготовку, захваты 13( в конце хода вниз) входят в зацепление с неподвижноП промежуточной плитой 5, а тяги 11 входят в зацепление с нижним толкателем 9.
При ходе ползуна-пресса вверх пуансон 1 вместе с верхней плитой подн мается, при этом съемник 2 удерживается на месте захватами 13, взаимодествующими с нижним толкателем 9, перемещают его вместе с прошивнем 6 вверх, при этом прошивень, 6 просекает заготовку 19. После окончания просечки, при дальнейшем подъеме верхней- плиты 3 тяги 11 боковыми профильными поверхностями 14 набегают на кулачки 12, поворачиваются вокруг осей 20, выходят из зацепления с ниж ним толкателем 9, одновременно освобождая посредством подвижной связи (палец 15 - продольный паз захвата 13) захваты 13 от взаимодействия с неподвижной плитой 5 .
При дальнейшем движении плиты 3 съемник 2 вместе с захватами 13 начинает движение вверх. Упругие элементы 21 поднимаюг тяги И, ь-с 1Ч;ч.1. В3аимодействук1т с нерхмим чолкатг;лем 10, иеромещая его виерх нмсчгте с выталкивателем 7, выталкивая уже готовую поковку из ручья матрицы 4 и снимая ее с прошивня 6.
Далее кулачки 12, взаимодействуя с соответствующим участком профильных поверхностей 14 тяг 11, поворачивают тягу относительно осей 20, и верхний толкатель 10 выходит иэ контакта с выступами 16 тяг 11.
Пружины 17 и 18 отжимают оба коромысла в крайние нижние положения.
Предлагаемый штамп позволяет повысить производительность труда путем осуществления операции штамповки и прошивки на одной позиции и за оди ход ползуна-пресса.
Формула изобретения
1.Комбинированный штамп для штампойки и просечки отверстий с рабочими инструментами, установленньлми на верхней плите, пуансоном и кольцевым съемником, фopмooбpaзyющeJi матрицей, прошивнем и концентрично ему смонтированным выталкивателем, о т личающийс я тем, что, с целью повышения производительности, он снабжен неподвижной промежуточной плитой, несущей формообразующую матрицу, размещенными в нижней части штампа один над другим с возможностью ограниченных осевых перемещений толкателями, на которых соответственно закреплены соосно формообразующей матрице прошивень и выталкиватель, и связанным с верхней плитой механизмом согласования перемещений подвижных рабочих инструментов, ч
2.Шт амп поп.1,отлича ющ и и с я тем,что механизм согласования перемещений подвижных рабочих инструментов выполнен в виде шарнирно закрепленных на верхней плите тяг с выступами, поочередно взаимодействующими с толкателями, несущими прошивень и выталкиватель, смонтированных на промежуточной плите кулачков , контактирующих с профильной поверхностью тяг, и шарнирно связанных со съемником захватов, сопряженных с и взаимодействующих с промежуточной плитой.
Источники информации, принятые, во внимание при экспертизе
1.Авторское свидетельство СССР 541556, кл. В 21 J 13/02
от 21.04.1975.
2.Охрименко Я. М. Технология кузнечно-штамповочного производства.
М., 1966, с.391-392, рис.232 (прототип) .
г/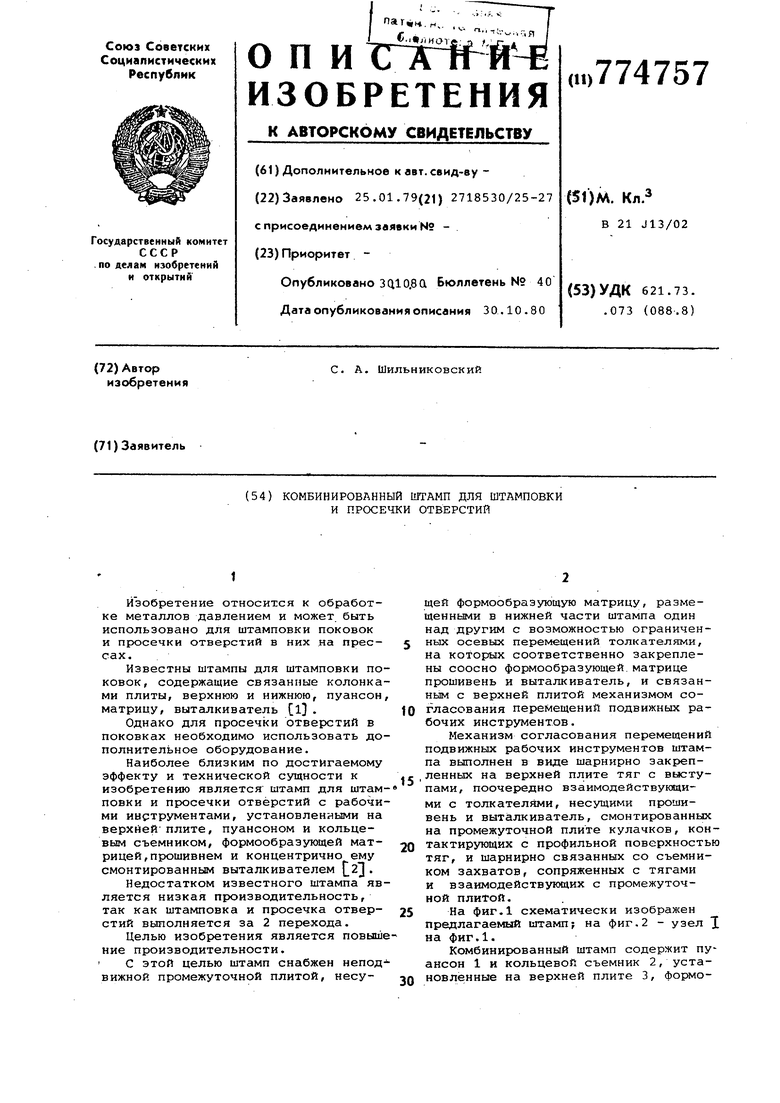
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Комбинированный штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU869928A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| Штамп | 1980 |
|
SU899216A1 |
| Комбинированный штамп | 1975 |
|
SU505485A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Совмещенный штамп | 1988 |
|
SU1581463A1 |