F -|
N
(1)
где N - число разрядов делителя 16
частоты.
Как только начинается процесс сварки, т.е. когда через щунт 2
40
частоты,
на выходе этого делителя появляется импульс переполнения, который устанавливает триггер 29 в состояние О
k-rsa -T rij ,L-s - -x--.,
начинает проходить сварочный ток i(t), .5 При этом на вторых входах элементов И 1 „„„„ от 9/, ч 9А игтяняппипается запоешаю
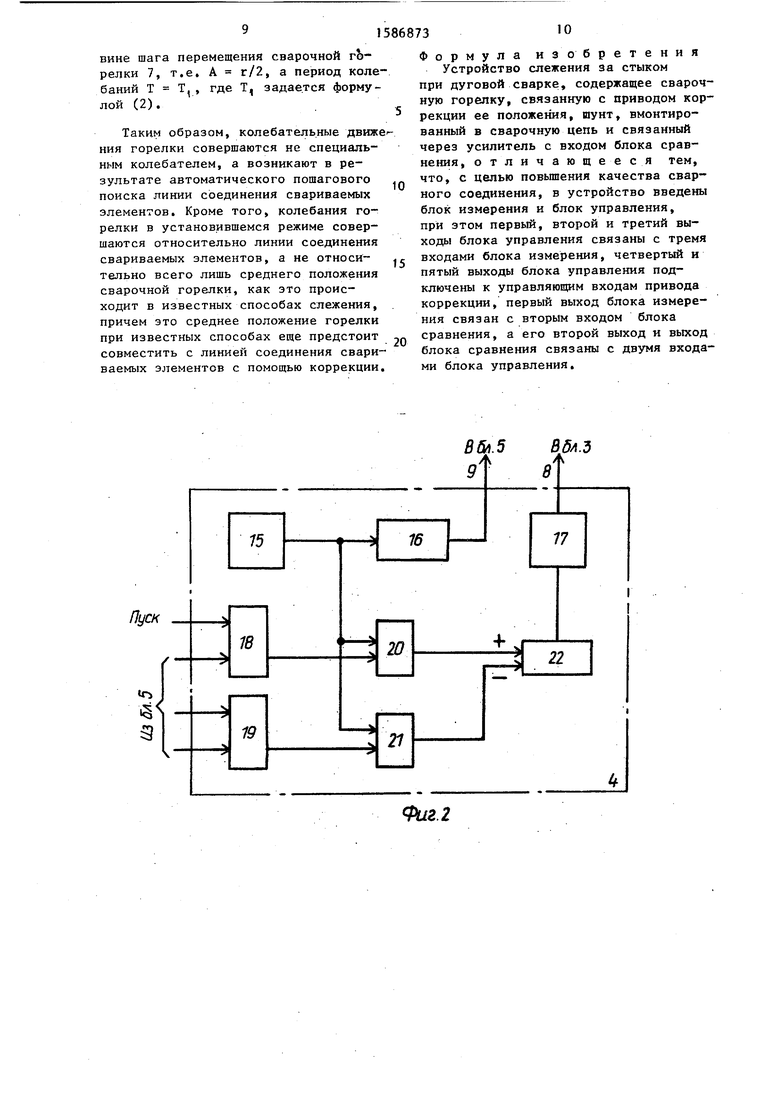
и на выходе усилителя 1 появляется напряжение U(t), пропорциональное i(t), сигналом Пуск триггер 18 устанавливается в состояние 1 (сигнал Пуск может быть сформирован в усилителе 1 или с помощью кнопки)« В результате на втором входе элемента И 20 появляется разрешающий потенциал и импульсы, поступающие на пер.вый вход этого элемента, проходят на суммирующий вход реверсивного счетчика 22. При этом на выходе цифроаналогового преобразователя 17 создается линейно нарастающее напряжение UQ(t).
55
23, 24 и 26 устанавливается запрещаю- щий потенциал и тем самым прекращается поступление импульсов с выхода 13 блока 5 управления на соответствующий вход привода 6 коррекции и вход делителя 30 частоты. В результате перемещение сварочной горелки 7 прекращается. Таким образом, за интервал времени Т/ сварочная горелка 7 перемещается в одном из направлений на одии шаг величина г которого определяется из соотношения
К 2
М
(3)
где М - число разрядов делителя 30
частоты,
на выходе этого делителя появляется импульс переполнения, который устанавливает триггер 29 в состояние О
При этом на вторых входах элементов И от 9/, ч 9А игтяняппипается запоешаю
5 При этом на вторых входах элементов И от 9/, ч 9А игтяняппипается запоешаю
5
23, 24 и 26 устанавливается запрещаю- щий потенциал и тем самым прекращается поступление импульсов с выхода 13 блока 5 управления на соответствующий вход привода 6 коррекции и вход делителя 30 частоты. В результате перемещение сварочной горелки 7 прекращается. Таким образом, за интервал времени Т/ сварочная горелка 7 перемещает, ся в одном из направлений на одии шаг величина г которого определяется из соотношения
К 2
М
(3)
где К - коэффициент пропорциональноси.
Если в момент времени t, т.е. в момент появления импульса перепол- - нения делителя 30 частоты, напряжение U(t), поступающее на первый вход блока 3 сравнения, окажется меньше заполненного на выходе цифроаналого- вого преобразователя 17 напряжения ю , то на втором входе элемента И 27 создается разрешающий потенциал, В ре- зультате через этот элемент И, вы- ход 10 блока 5 управления импульс переполнения поступает на единичный J5 вход триггера 19 блока-А измерения и устанавливает его в состояние 1 . При этом на втором-входе элемента И 21 устанавливается разрешающий потенциал и импульсы с задающего генератора 20 15 начинают поступать на вычитающий вход реверсивного счетчика 22, В результате на выходе цифроаналогового преобразователя 17, образующем выход 8 блока 4 измерения, напряжение 25 и начинает уменьшаться. Через интервал времени т.е. в момент времени t,,когда напряжение и (t) становится равным напряжению U(t)s поступающему на первый вход 30 блока 3 сравнения, напряжение на вы- ходе этого блока 3 изменяется скачком с низкого уровня на высокий. При этом на втором выходе формирователя 33 формируется импульс, который через 5 выход 12 поступает на нулевой вход триггера 19 и устанавливает этот триггер в состояние О, в результате на второй вход элемента И 21 подается запрещающий потенциал и дальнейшее 40 поступление импульсов на вычитающий вход реверсивного счетчика 22 прекращается . Таким образом, на выходе циф- -роаналогового преобразователя .17, образующем выход 8 блока 4 измере- дЗ ния, формируется напряжение Uo U(t), хара:ктеризующее сварочный ток i(t) в момент измерения
Сформированный формирователем 33 импульс поступает также через о мент ИЛИ 34 на единичный вход триггера 29 и устанавливает его в состояние 1, При этом на вторые входы элементов И 23, 24 и 26 с единичного выхода триггера 29 подается разрешающий потенциал. В результате на тот же вы- ход 13, что и в первом случае, блока 5 управления, а также на вход делителя ЗО частоты начинают поступать импульсы, следующие с частотой F с выхода 9 блока 4 измерения. Через интервал времени Т на выходе делителя 30 появляется импульс переполнения, который устанавливает триггер 29 в состояние О. При этом на вторых входах элементов И 23,24 и 26 снова устанавливается запрещающий потенциал, прекращающий поступление импульсов на вход делителя 30 частоты и выход 13 блока 5 управления. Таким образом, сварочная горелка 7 перемещается еще на один шаг в то.м же направлении, что и в предыдущий период Так продолжается до тех пор, пока последнее запомненное напряжение Uo на выходе 8 превьшгает напряжение U(t) в момент их сравненияS
Как только напряжение U, окажется меньше U(t), на втором входе элемента И 25 устанавливается разрешающий потенцил и импульс переполнения делителя 30 частоты, появившийся в момент сравнения t, проходит через элемент И 25 (фиг.2 и 3) на счетный вход триггера 28, который изменяет свое состояние, Тое. в данном случае устанавливается в состояние 1. Кроме того, этот импульс устанавливает в состояние О триггер 29, запретив тем самым поступление импульсов на входы элементов И 23,24 и 26. Однако через время о .,определяемое схемой 31 задержки, на выходе этой схемы появляется импульс, который чер.ез элемент ИЛИ 34 поступает на единичный вход триггера 29 и устанавливает его в состояние I. В результате на вторых входах элементов И 23, 24 и 26 снова появляется потенциал, разрешающий прохождение импульс на вход делителя 30 частоты и выход 14 блока 5 управления и далее уже на другой вход привода 6 коррекции,. Теперь сварочная горелка 7 в течение периода Т перемещается в противоположном направлении о
Сварочная горелка 7 после несколь- ких т::агов перемещения в одном направлении достигает положения, в котором напряжение UQ в моменты сравнения всегда меньше напряжения U(t), и начинает совершать колебательные движения относительно линии соединения свариваемых элементов, находящейся всегда между двумя крайними точками этих колебательных движений. При этом амплитуда колебаний равна П-ОЛОвине шага перемещения сварочной гЬ- релки 7, т.е. А г/2, а период колебаний Т Т,, где Т, задается формулой (2).
Таким образом, колебательные движ ния горелки совершаются не специальным колебателем, а возникают в результате автоматического пошагового поиска линии соединения свариваемых элементов. Кроме того, колебания горелки в установившемся режиме совершаются относительно линии соединения свариваемых элементов, а не относительно всего лишь среднего положения сварочной горелки, как это происходит в известных способах слежения, причем это среднее положение горелки при известных способах еще предстоит совместить с линией соединения свариваемых элементов с помощью коррекции
Формула изобретения
Устройство слежения за стыком при дуговой сварке, содержащее сварочную горелку, связанную с приводом коррекции ее положения, шунт, вмонтированный в сварочную цепь и связанный через усилитель с входом блока сравнения, отличающееся тем, что, с целью повьппения качества сварного соединения, в устройство введены блок измерения и блок управления, при этом первый, второй и третий выходы блока управления связаны с тремя входами блока измерения, четвертый и пятый выходы блока управления подключены к управляющим входам привода коррекции, первый выход блока измерения связан с вторым входом блока сравнения, а его второй выход и выход блока сравнения связаны с двумя входами блока управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического направления электрода по линии сварного соединения | 1984 |
|
SU1212731A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Устройство для перемещения и колебаний сварочной горелки | 1988 |
|
SU1547995A1 |
| Устройство для автоматического направления электрода по стыку свариваемых деталей | 1984 |
|
SU1207678A1 |
| Устройство для преобразования частоты | 1981 |
|
SU1008904A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Цифровой анализатор частотных характеристик линейных четырехполюсников | 1985 |
|
SU1315946A1 |
| Линейно-круговой интерполятор | 1984 |
|
SU1215090A2 |
| Устройство для стабилизации сквозного проплавления неповоротных стыков труб | 1984 |
|
SU1217600A1 |
| Устройство для измерения мощности | 1983 |
|
SU1157472A1 |

Изобретение относится к автоматизации сварочных процессов и может быть использовано в сварочных установках, сварочных роботах и другом оборудовании для автоматической дуговой сварки в защитном газе угловых швов и стыковых швов с разделкой. Цель изобретения - повышение качества сварного соединения путем повышения точности слежения за линией соединения свариваемых элементов. Шунтом 2 измеряют ток в сварочной цепи. Формируют сигнал перемещения сварочной горелки 7 поперек линии соединения свариваемых элементов в произвольном направлении и снова измеряют ток. Если измеренное в данный момент времени значение тока меньше предыдущего его значения, то запоминается последнее измеренное значение и осуществляется шаг перемещения в том же направлении. Если измеренное в данный момент времени значение тока больше предыдущего значения, то оно не запоминается, а шаг перемещения осуществляется в противоположном направлении. Устройство включает блоки сравнения 3, измерения 4, управления 5 и привод 6 коррекции. 4 ил.
BiS.S Вбл.Ъ
г.2
изЛ4
ь.
ХX
Ш Д1 J
Фигз
| Авторское свидетельство СССР № 1003454, кло В 23 К 9/10, 1980. |
