Изобретение относится.к кожгаланте- рейной промышленности, в частности для выполнения отделочных операций перча- точно-рукавичного производства.
Цель изобретения - повышение качества формования.
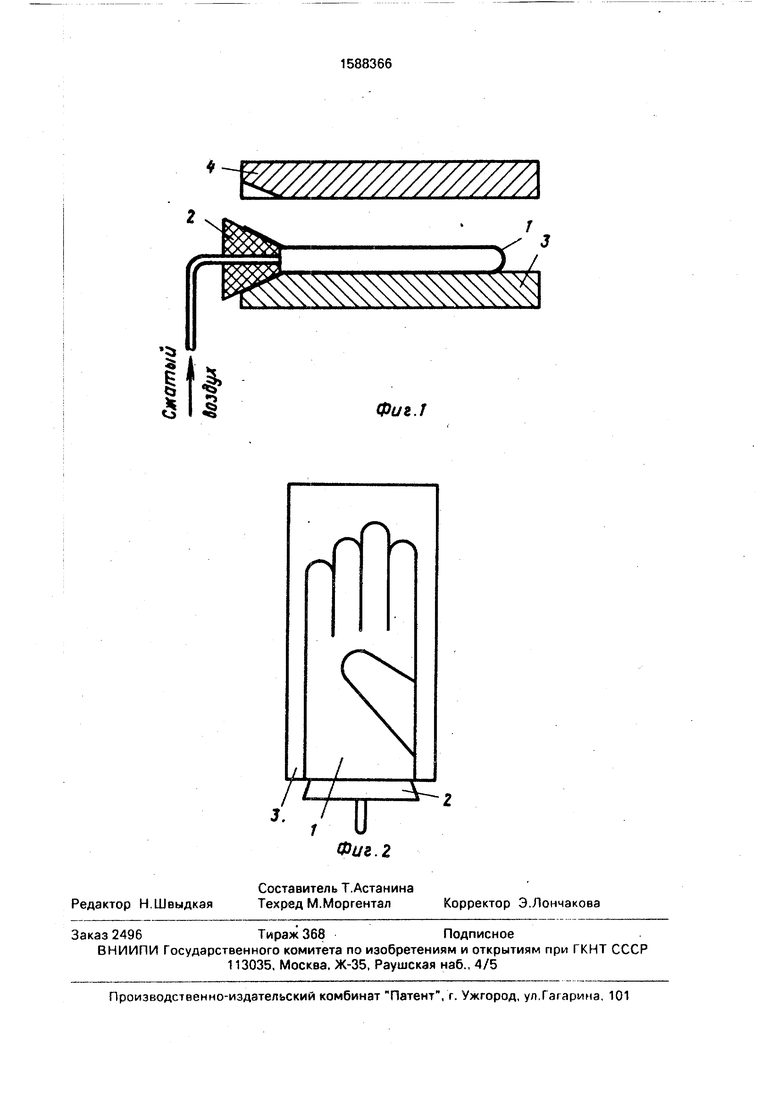
На фиг. 1 изображена схема выполнения технологической операции; на фиг. 2 - укладка пальцев перчатки.
Перчатка 1 надевается на упругую оправку 2 и укладывается на нижнюю обогреваемую до 70...110°С плиту (фиг.1). Через оправку подается сжатый воздух давлением до 0.1 мПа внутрь перчатки. Верхняя, обог- реваемая до той же температуры, плита 4 опускается до 5.,.7 мм зазора между плитами, осуществляя формование перчатки (фиг.1). Затем нижняя плита 3 смещается на 8...10 мм в поперечном направлении, производят укладку пальцев перчатки 1 в поперечном направлении, производя укладку пальцев перчатки 1 (фиг.2). после чего осуществляется выстой в течение 15.„20с. По окончании времени выстоя воздух из перчатки выпускается, а плиты возвращаются в исходное положение. Перчатка снимается с оправки.
Предлагаемый способ позволяет лучше расправить замины, складки и другие дефекты производства печаток, улучшить товарный вид готовых изделий.
Формула изобретения Способ формования перчаток, при ром изделие надевают на правило, формование осуществляют нагревая изделие и фиксируя заданную форму при охлаждении отличающийся тем. что. с целью повышения качества формования, перед формованием внутрь перчатки подают сжатый воздух под давлением, обеспечивающим расправление заминов. формование осуществляют между двумя обогреваемыми до 70...110 С плитами при создании между ними зазора в пределах от 5 до 7 мм. а после формования производят укладку пальцев поперечным смещением нижней плиты относительно верхней на 8.,, 10 мм. с последующим выстоем в течение 15...20 с.
.
сл
00
00
со
о
о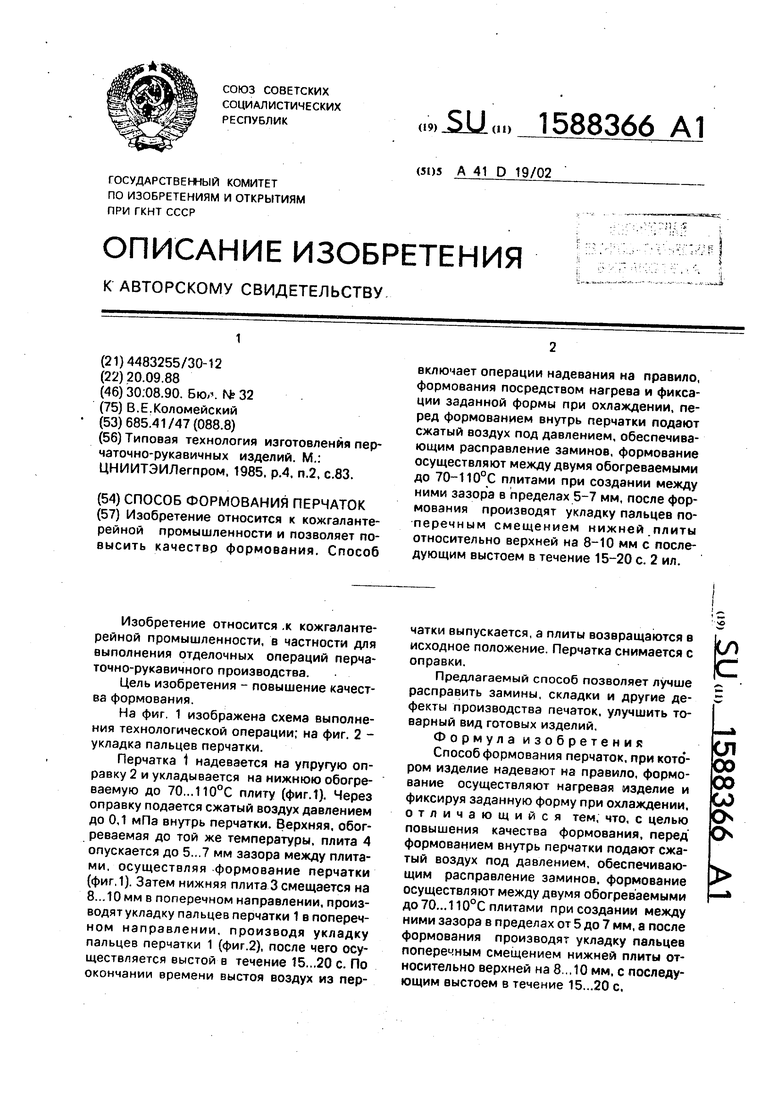
Изобретение относится к кожгалантерейной промышленности и позволяет повысить качество формования. Способ включает операции надевания на правило, формования посредством нагрева и фиксации заданной формы при охлаждении, перед формованием внутрь перчатки подают сжатый воздух под давлением, обеспечивающим расправлением заминов, формование осуществляют между двумя обогревами до 70...110°С плитами при создании между ними зазора в пределах от 5 до 7 мм, после формования производят укладку пальцев поперечным смещением нижней плиты относительно верхней на 8...10 мм с последующим выстоем в течение 15...20 с. 2 ил.
JI
Фиг. 2
Редактор Н.Швыдкая
Составитель Т.Астанина Техред М.Моргентал
Фиг.
Корректор Э.Лончакова
| Типовая технология изготовления пер- чаточно-рукавичных изделий | |||
| М.: ЦНИИТЭИЛегпром | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пуговица | 0 |
|
SU83A1 |
