А-А
(Л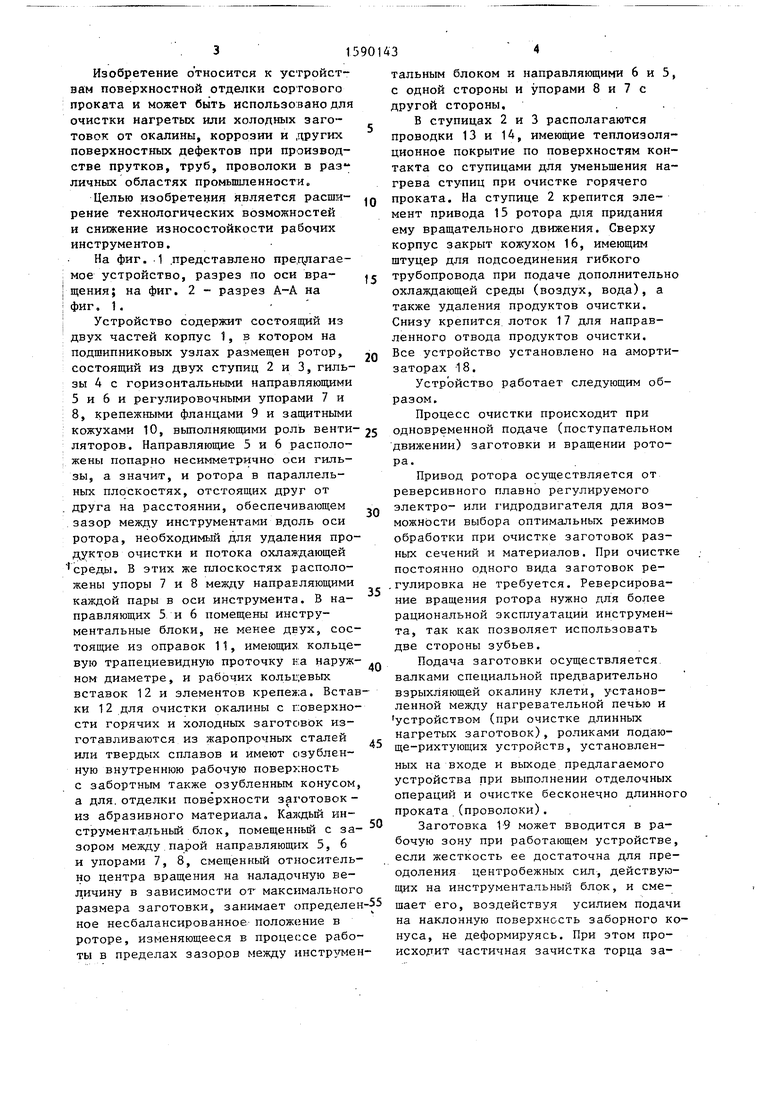

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКА МЕХАНИЗМА НАГНЕТАНИЯ ДАННОГО УСТРОЙСТВА | 1996 |
|
RU2113299C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ | 1992 |
|
RU2050990C1 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ОТ ОКАЛИНЫ | 2004 |
|
RU2268802C1 |
| УСТРОЙСТВО ДЛЯ АКТИВАЦИИ ПОВЕРХНОСТИ И ОЧИСТКИ ПРОВОЛОКИ ИЛИ КРУГЛОГО ПРОКАТА | 2006 |
|
RU2330740C1 |
| Устройство для очистки прутков круглого проката | 1988 |
|
SU1639820A1 |
| Способ зачистки осевых каналов роторов турбин и устройство для его осуществления | 1990 |
|
SU1784448A1 |
| Рабочий орган устройства для очистки наружной поверхности трубопровода | 1980 |
|
SU1007767A1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
Изобретение относится к очистке наружной поверхности цилиндрических изделий и позволяет расширить технологические возможности устройства. В роторе со смещением относительно его центра тяжести установлены горизонтальные направляющие, в которых помещены очистные инструменты, не менее двух, состоящие из оправок 11, имеющих кольцевую трапециевидную проточку на наружном диаметре, и кольцевых вставок с внутренней рабочей поверхностью. Каждый очистной инструмент занимает определенное несбалансированное положение в роторе, изменяющееся в процессе работы в пределах зазоров между инструментальными блоками и направляющими 5, 6 и упорами 7, 8. Корпус устройства установлен на амортизаторах 18. 1 з.п. ф-лы, 2 ил.
16
7/
СП
со о
i
00
Ч
Фиг.1
10
15
20
Изобретение относится к устройствам поверхностной отделки сортового проката и может быть использовано для очистки нагретых или холодных заготовок от окалины, коррозии и други:(с поверхностньк дефектов при производстве прутков, труб, проволоки в различных областях промьшшенностио
Целью изобретения является расширение технологических возможностей и снижение износостойкости рабочих инструментов.
На фиг. 1 представлено предлагав- мое устройство, разрез по оси вра- щения; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит состоящий из двух частей корпус 1, в котором на подшипниковых узлах размещен ротор, состоящий из двух ступиц 2 и 3, гильзы 4 с горизонтальными направляющими 5 и 6 и регулировочными упорами 7 и 8, крепежными фланцами 9 и защитными кожухами Ю, вьшолняющими роль венти- 25 ляторов. Направляющие 5 и 6 расположены попарно несимметрично оси гильзы, а значит, и ротора в параллельных плоскостях, отстоящих друг от друга на расстоянии, обеспечивающем зазор между инструментами вдоль оси ротора, необходимый для удаления продуктов очистки и потока охлаждающей среды. В этих же плоскостях расположены упоры 7 и 8 между направляющими каждой пары в оси инструмента. В направляющих 5 и 6 помещены инструментальные блоки, не менее двух, состоящие из оправок 11, имеющих кольцевую трапециевидную проточку ка наруж- д- ном диаметре, и рабочих кольцевых вставок 12 и элементов крепежа. Вставки 12 для очистки окалины с поверхности горячих и холодных заготс1ВОк изготавливаются из жаропрочных сталей или твердых сплавов и имеют С1зублен- ную внутреннюю рабочую поверхность с 3a6opTHbnvi также озубленным конусом, а для. отделки поверхности заготовок- из абразивного материала, Каясдый инструментальный блок, помещенный с зазором между парой направляющих 5, 6 и упорами 7, 8, смещенньш относительно центра вращения на наладочную величину в зависимости or максимального размера заготовки, занимает опред€;лен-55 ное несбалансированное положение в роторе, изменяющееся в процессе работы в пределах зазор.ов между инстрзгмен30
35
45
50
0
5
0
5 д- 5530
35
45
50
тальным блоком и направляющими 6 и 5, с одной стороны и упорами 8 и 7 с другой стороны.. .
В ступицах 2 и 3 располагаются проводки 13 и 14, имеющие теплоизоляционное покрытие по поверхностям контакта со ступицами для уменьшения нагрева ступиц при очистке горячего проката. На ступице 2 крепится элемент привода 15 ротора для придания ему вращательного движения. Сверху корпус закрыт кожухом 16, имеющим штуцер для подсоединения гибкого трубопровода при подаче дополнительно охлаждающей среды (воздух, вода), а также удаления продуктов очистки. Снизу крепится лоток 17 для направленного отвода продуктов очистки. Все устройство установлено на амортизаторах 18.
Устройство работает следующим образом.
Процесс очистки происходит при одновременной подаче (поступательном движении) заготовки и вращении ротора.
Привод ротора осуществляется от реверсивного плавно регулируемого электро- или гидродвигателя для возможности выбора оптимальных режимов обработки при очистке заготовок разных сечений и материалов. При очистке постоянно одного вида заготовок ре- .гулировка не требуется. Реверсирование вращения ротора нужно для более рациональной эксплуатации инструмента, так как позволяет использовать две стороны зубьев.
Подача заготовки осуществляется валками специальной предварительно взрыхляющей окалину клети, установленной между нагревательной печью и устройством (при очистке длинных нагретых заготовок), роликами подаю- ще-рихтующих устройств, установленных на входе и выходе предлагаемого устройства при выполнении отделочных операций и очистке бесконечно длинного проката.(проволоки).
Заготовка 19 может вводится в рабочую зону при работающем устройстве, если жесткость ее достаточна для преодоления центробежных сил, действующих на инструментальный блок, и смешает его, воздействуя усилием подачи на наклонную поверхность заборного конуса, не деформируясь. При этом происходит частичная зачистка торца за1590143
готовки 19, В этом случае перед пуском устройства упорами 7 и 8 необходимо отрегулировать крайние положения инструментальных блоков таким образом, чтобы близлежащая кромка заготовки приходилась ниже наружного края заборного конуса. Введение заготовки малой жесткости (проволоки) должно произво- диться при остановленном роторе, с Q проворотом его вручную.
При одновременной подаче заготовки и вращении ротора несбалансировано расположенные инструментальные блоки
мент совершает планетарное движение что создает условия для работы инструмента по всему его рабочему пер метру; .расширить номенклатуру обраб тываемых деталей за счет вьтолнения внутренней рабочей вставки с больши внутренним диаметром, что позволяет зачищать заготовки большего диапазо диаметров, а также сечений проката, ограниченных выпуклой кривой (эллип овал и др.), в виду подвижности инструмента относительно оси вращения ротора, совпадающей с осью .заготов
под действием центробежных сил, стре- J5 в регулируемых пределах; расширить
мясь сместиться от центра вращения, прижимаются своими внутренними рабочими поверхностями к наружной поверхности заготовки 19 и увлекаемые направляющими 5 или 6 скользят по обрабатываемой заготовке 19, скобля поверхностный слой. Так как устройство установлено на амортизаторах 18, оно совершает колебательные движения (вибрирует) , амплитуда которых регулируется (не показано), контакт между оправкой 11 и направляющими 5 и 6 не постоянен.
Зазор между направляющими 5 и 6 и оправкой 11 выбирается таким, что заклинивание оправки может происходить только с одной из направляющих
. 5 или 6, в виду чего вставки 12 или обкатываются вокруг заготовки 19 или отрываются от нее, чтобы в следующий миг удариться о заготовку под действием центробежных сил, т.е. кроме скоблящего воздействия вставка 12 наносит заготовке 19 микроудары, что способствует интенсификации процесса отделения поверхностного слоя заготовки 19.
Продукты очистки (окалина, абразивная стружка, абразив) удаляются через зазоры между инструментальными блоками, окна в ступицах и гильзе воздушным потоком, создаваемым кожухами 1-0, а при необходимости и допол- нительньм потоком охлаждающей среды, проводимой через штуцер в защитном кожухе.
Использование предлагаемого уст,ройства позволяет повысить стойкость инструмента за счет смещения его центра тяжести относительно центра вращения ротора, благодаря чему инструтехнологические возможности устройс ва за счет возможности выполнения к очистных, так и отделочных операций вплоть до шлифовки, применяя вставку
20 с внутренней озубленной поверхностью либо в виде абразивного кольца; инте сифицировать процесс очистки путем .нанесения инструментом микроударов, возникающих вследствие колебательных
25 движений (вибраций) устройства, уста новленного на амортизаторах. Формула изобретения
50 относительно другой с образованием между очистными инструментами рабочей зоны для прохода очищаемого изделия,
35
40
45
1590143
мент совершает планетарное движение, что создает условия для работы инструмента по всему его рабочему периметру; .расширить номенклатуру обрабатываемых деталей за счет вьтолнения внутренней рабочей вставки с большим внутренним диаметром, что позволяет зачищать заготовки большего диапазона диаметров, а также сечений проката, ограниченных выпуклой кривой (эллипс, овал и др.), в виду подвижности инструмента относительно оси вращения ротора, совпадающей с осью .заготовки
в регулируемых пределах; расширить
в регулируемых пределах; расширить
технологические возможности устройства за счет возможности выполнения как очистных, так и отделочных операций вплоть до шлифовки, применяя вставку
с внутренней озубленной поверхностью либо в виде абразивного кольца; интенсифицировать процесс очистки путем нанесения инструментом микроударов, возникающих вследствие колебательных
движений (вибраций) устройства, установленного на амортизаторах. Формула изобретения
тносительно другой с образованием ежду очистными инструментами рабочей оны для прохода очищаемого изделия,
о a opт зaтopa 5и, на которых изготовен корпус.
w
N
Л
аг. /
| Устройство для очистки длинномерного цилиндрического изделия | 1985 |
|
SU1319936A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
