ел ю о
чэ л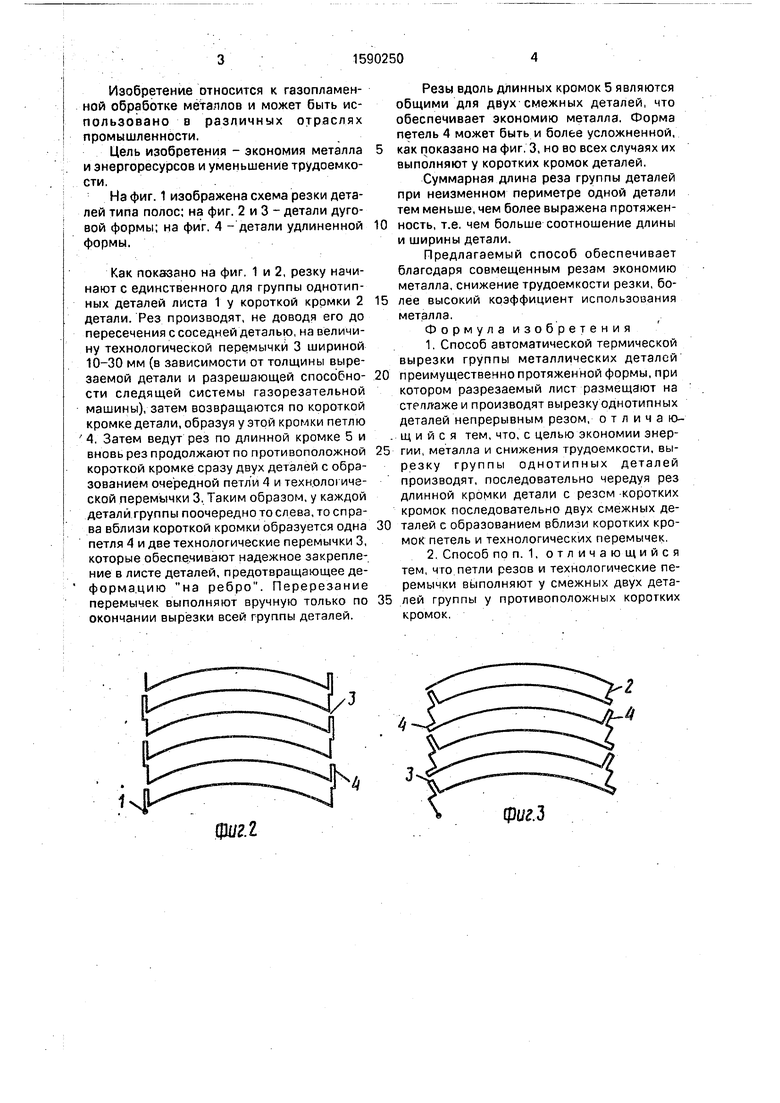
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической резки металлических заготовок | 1979 |
|
SU764888A1 |
| Способ машинной тепловой резки деталей из профильного проката | 1984 |
|
SU1222466A1 |
| Способ тепловой резки металла | 1978 |
|
SU727358A1 |
| Способ термической вырезки деталей со скосом кромок из листов | 1981 |
|
SU988480A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ СВАРНОЙ ЗАГОТОВКИ ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ АВТОМОБИЛЯ | 2011 |
|
RU2500514C2 |
| СПОСОБ СНИЖЕНИЯ ПОТЕРЬ ТЕПЛА МЕТАЛЛОМ В ПРОЦЕССЕ ЕГО ПЕРЕДАЧИ ПО РОЛЬГАНГУ ИЗ ОДНОЙ ПРОКАТНОЙ КЛЕТИ (ГРУППЫ КЛЕТЕЙ) В ДРУГУЮ И КАССЕТА ЭКРАНОВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2268791C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2121900C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С НЕПАРАЛЛЕЛЬНЫМИ КРОМКАМИ | 1991 |
|
RU2077400C1 |
| Способ лазерной резки тонколистового углепластика | 2018 |
|
RU2689346C1 |
| Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана и устройство для его осуществления | 1982 |
|
SU1106560A1 |
Изобретение относится к газопламенной обработке металлов и может быть использовано в различных отраслях промышленности. Цель изобретения - экономия металла, энергоресурсов, снижение трудоемкости. Резку начинают у короткой кромки 2 детали. Рез производят, не доводя его до пересечения с соседней деталью на величину технологической перемычки 3. Затем возвращаются по короткой кромке детали, образуя петлю 4, ведут рез по длинной кромке 5 и вновь рез продолжают по противоположной короткой кромке сразу двух деталей с образованием очередной петли и технологической перемычки. Перемычки перерезают вручную по окончании вырезки всей группы деталей. Способ обеспечивает экономию металла, снижение трудоемкости, повышение КИМ путем применения совмещенных резов. 1 з.п. ф-лы. 4 ил.
Фиг.1
Изобретение относится к газопламенной обработке металлов и может быть использовано в различных отраслях промышленности.
Цель изобретения - экономия металла и знергоресурсов и уменьшение трудоемкости.
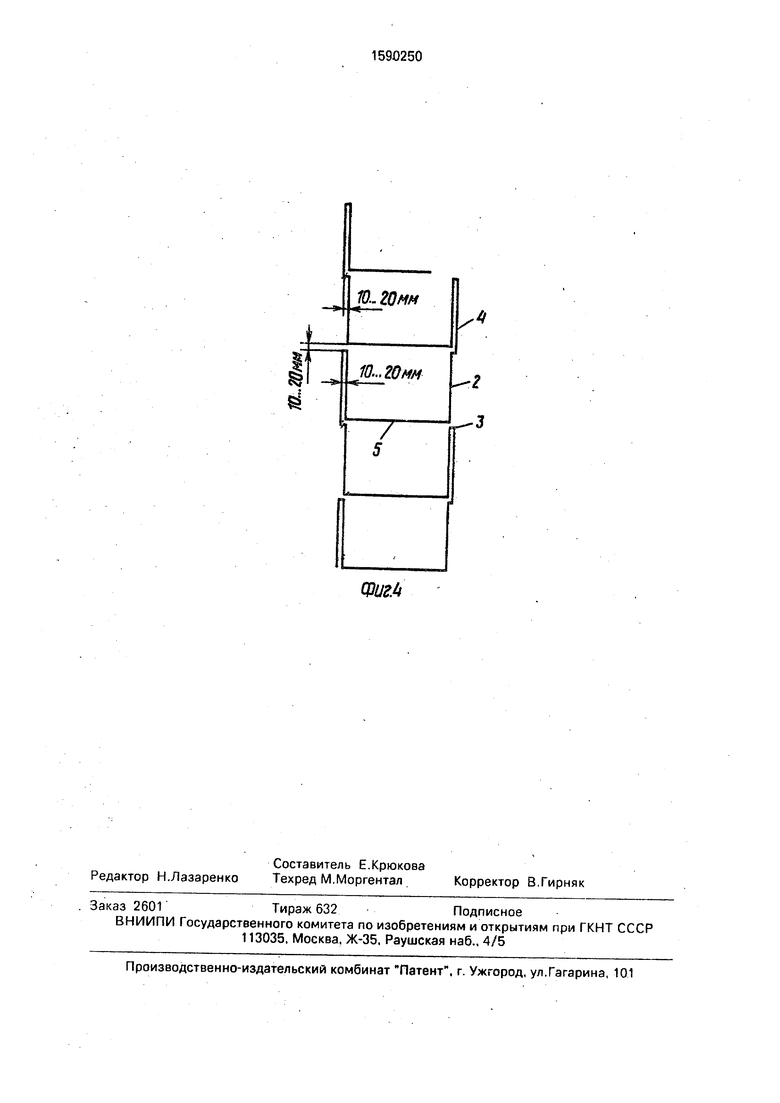
На фиг. 1 изображена схема резки деталей типа полос; на фиг. 2 и 3 - детали дуговой формы; на фиг. 4 - детали удлиненной формы.
Как показано на фиг. 1 и 2, резку начинают с единственного для группы однотипных деталей листа 1 у короткой кромки 2 детали. Рез производят, не доводя его до пересечения с соседней деталью, на величину технологической перемычки 3 шириной 10-30 мм (в зависимости от толщины вырезаемой детали и разрешающей способности следящей системы газорезательной машины), затем возвращаются по короткой кромке детали, образуя у этой кромки петлю 4. Затем ведут рез по длинной кромке 5 и вновь рез продолжают по противоположной короткой кромке сразу двух деталей с образованием очередной петли 4 и технологической перемычки 3.. Таким образом, у каждой детали группы поочередно то слева, то справа вблизи короткой кромки образуется одна петля 4 и две технологические перемычки 3, которые обеспечивают надежное закрепление в листе деталей, предотвращающее де- формацию на ребро. Перерезание перемычек выполняют вручную только по окончании вырезки всей группы деталей.
u№.2
Резы вдоль длинных кромок 5 являются бщими для двух смежных деталей, что беспечивает экономию металла. Форма петель 4 может быть и более усложненной, как показано на фиг. 3, ново всех случаях их выполняют у коротких кромок деталей.
Суммарная длина реза группы деталей
при неизменном периметре одной детали
тем меньше, чем более выражена протяженность, т.е. чем больше соотношение длины
и ширины детали.
Предлагаемый способ обеспечивает
благодаря совмещенным резам экономию
металла, снижение трудоемкости резки, более высокий коэффициент использования
металла.
Формула изобретения
преимущественно протяженной формы, при
котором разрезаемый лист размещают на
стелл аже и производят вырезку однотипных
деталей непрерывным резом, отличающийся тем, что, с целью экономии энергии, металла и снижения трудоемкости, вырезку группы однотипных деталей производят, последовательно чередуя рез длинной кромки детали с резом -коротких кромок последовательно двух смежных деталей с образованием вблизи коротких кромок петель и технологических перемычек.
фуг.З
п. ZOHM
/
2
-z
ФигА
| СПОСОБ УМЕНЬШЕНИЯ ОСТАТОЧНЫХ ДЕФОРМАЦИЙ ИЗГИБА ПРИ ГАЗОКИСЛОРОДНОЙ РЕЗКЕ ЛИСТОВ | 0 |
|
SU371040A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
