(54) СПОСОБ ТЕРМИЧЕСКОЙ ВЫРЕЗКИ ДЕТАЛЕЙ СО СКОСОМ КРОМОК ИЗ ЛИСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической резки металлических заготовок | 1979 |
|
SU764888A1 |
| Устройство для термической резки деталей из листов | 1981 |
|
SU998032A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| Машина для термической резки | 1973 |
|
SU602323A1 |
| СПОСОБ ФИГУРНОЙ МНОГОСТРУЙНОЙ КИСЛОРОДНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2106232C1 |
| Способ вырезки заготовок на машинах термической резки и устройство для его осуществления | 1990 |
|
SU1784421A1 |
| СПОСОБ РАСКРОЯ ЛИСТОВОГО МАТЕРИАЛА С ПОМОЩЬЮ ВЫСОКОКОНЦЕНТРИРОВАННОГО ИСТОЧНИКА ЭНЕРГИИ | 1997 |
|
RU2119855C1 |
| Машина термической резки | 1979 |
|
SU863215A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| Стол для термической резки листового металла | 1977 |
|
SU725831A1 |
1
Изобретение относится к газопламенной , обработке металлов и может быть использовано в машиностроении.
Известен способ термической вырезки деталей со скосом кромок из листов, при котором два резака наклоняют в разные стороны под углом скоса кромок под сварку и затем перемещают их вдоль линии реза 1.
Недостатком .этого способа является его низкая экономичность из-за необходимости в двух резаках для его осуществления.
Известен также способ термической вырезки деталей со скосом кромок из листов, при -котором резак наклоняют под требуемым углом к поверхности обрабатываемого листа и затем перемещают вдоль линии реза 2.
Однако данный способ не обеспечивает экономичность раскроя металла из-за наличия отхода резки.
Целью изобретения является снижение расхода металла за счет уменьшения количества отходов.
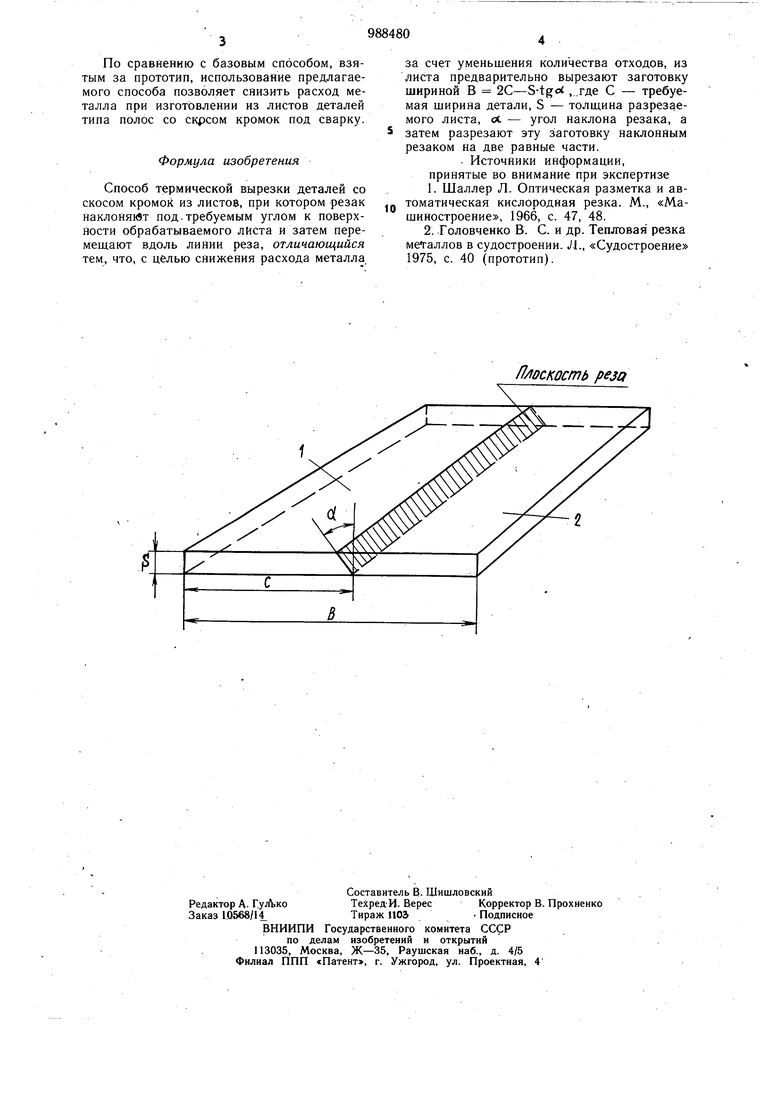
Указанная цель достигается тем, что согласно способу, при котором резак наклоняют под требуемым углом к поверхности обрабатываемого листа и затем перемещают вдоль линии .реза, из листа предварительно вырезают заготовку шириной В 2С- S-tgot, где С - требуемая ширина детали, S - тблщина разрезаемого листа, с. - угол 5 наклона резака, а затем разрезают эту заготовку наклонным резаком на две равные части.
На чертеже приведена разрезаемая заготовка, общий вид, и схема осуществления
10 способа.
Заготовка состоит из деталей 1 и 2.
Способ осуществляют следующим образом.
15 Из листа толщиной S вырезают заготовку требуемой длины с щириной S-tgoc , где С - требуемая ширина детали, ct- угол наклона резака, равный требуемому углу скоса кромок под сварку. Затем резаком, наклоненным к поверхности раз20резаемого листа под углом Л, разрезают эту заготовку на две равные части, получая таким образом две одинаковые детали 1 и 2. При этом отходов металла в виде обрези не образуется.
По сравнению с базовым способом, взятым за прототип, использоваяие предлагаемого способа позволяет снизить расход металла при изготовлении из листов деталей типа полос со скрсом кромок под сварку.
Формула изобретения
Способ термической вырезки деталей со скосом кромой из листо$, при котором резак наклоняк т под.требуемым углом к поверхности обрабатываемого листа и затем перемещают вдоль линии реза, отличающийся тем, что, с целью снижения расхода металла
за счет уменьшения количества отходов, из листа предварительно вырезают заготовку шириной В 2С-S-tgoC, .где С - требуемая ширина детали, S - толщина разрезаемого листа, ос - угол наклона резака, а затем разрезают эту заготовку наклонным резаком на две равные части.
. Источники информации, принятые во внимание при экспертизе 1. Шаллер Л. Оптическая разметка и автоматическая кислородная резка. М., «Машиностроение, 1966, с. 47, 48.
П/1 ОС кость pejQ
