1
Изобретение относится к области сварки, в частности к способам машинной тепловой резки деталей из профильного проката и может быть использовано в машиностроении при производстве металлоконструкций и судостроении.
Целью изобретения является сокращение трудоемкости и повышение точности резки деталей из профильного проката путем исключения волнистости заготовки в процессе ее резки.
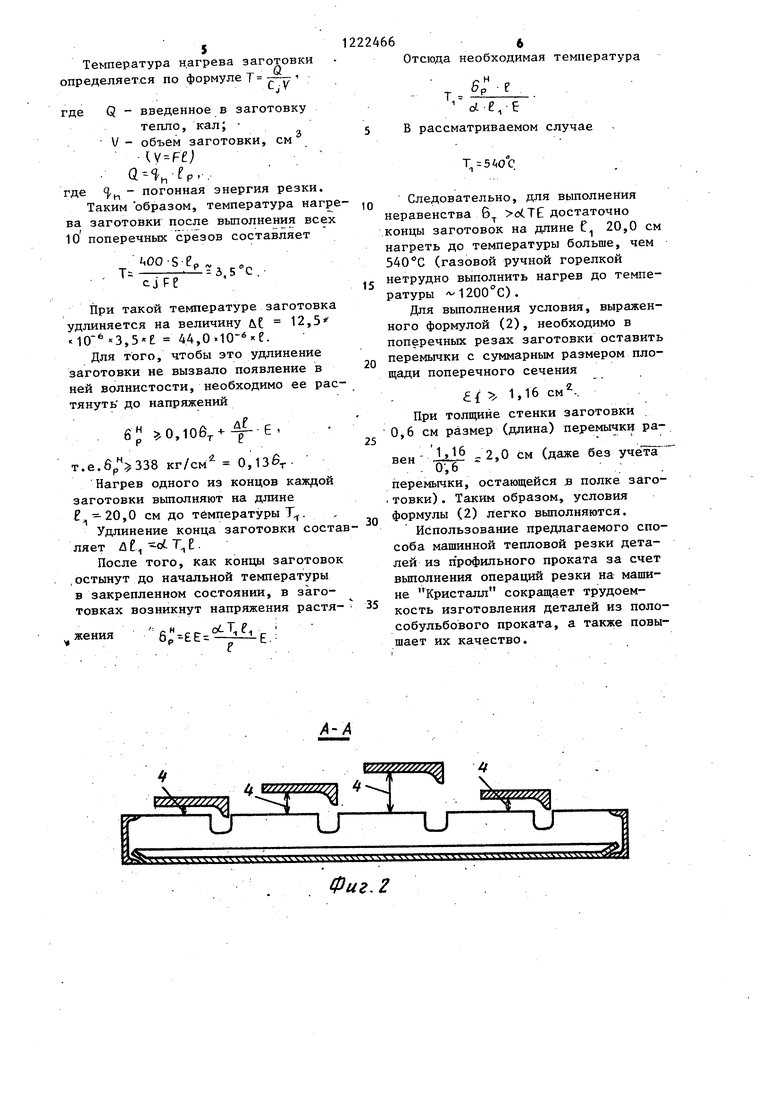
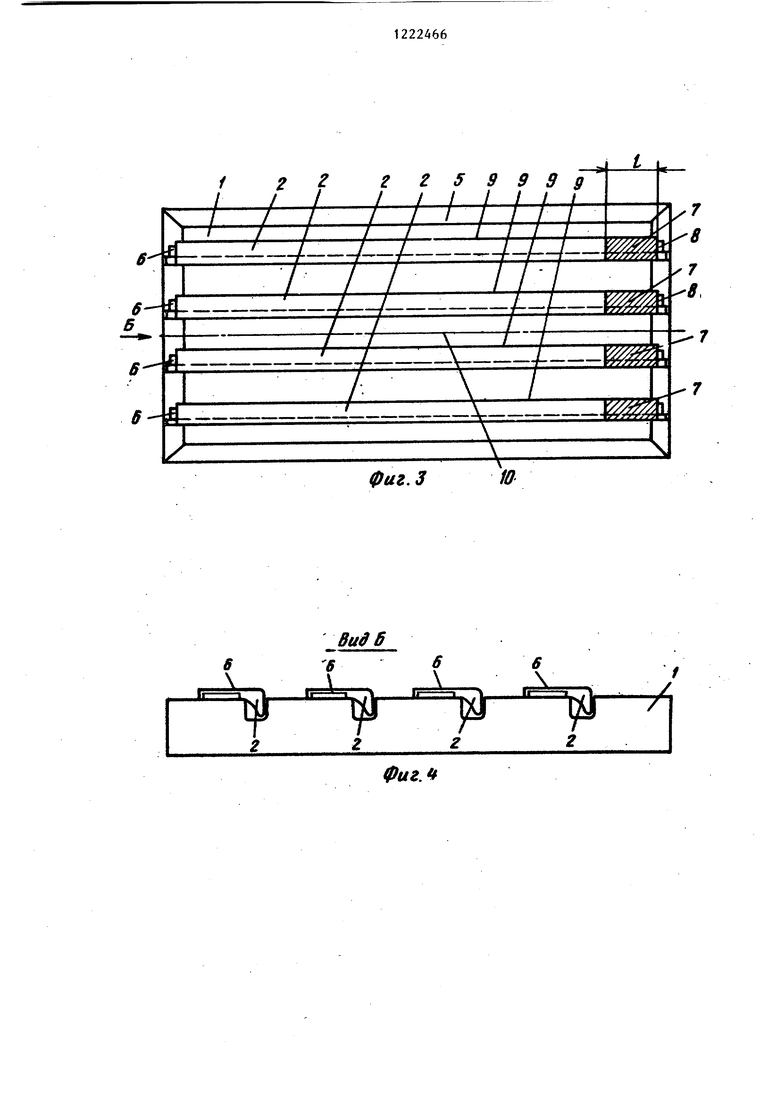
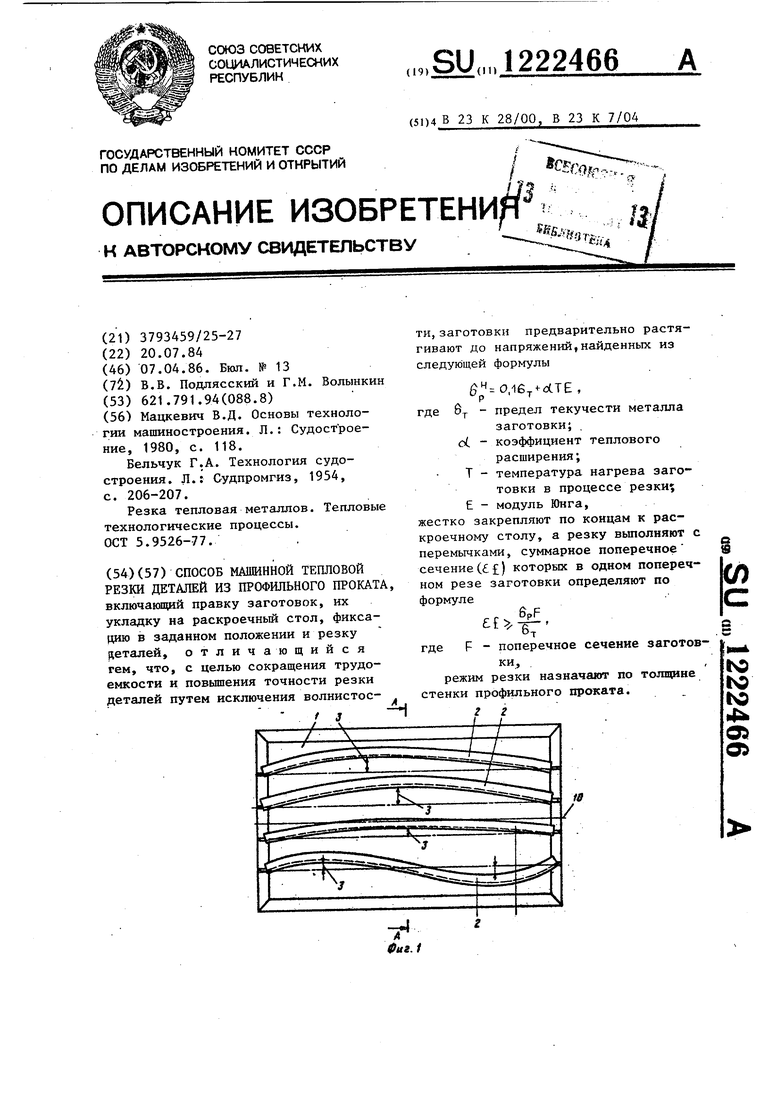
На фиг. 1 показано расположение заготовок (полособульбы) на раскроеном столе машины типа Кристалл, которые уложены в заданном положении без растяжения , на фиг. 2 - разрез А-А на фиг. 1J на фиг. 3 - рас- положение заготовок на раскроечном столе YIOCлe их растяжения и закрепления по концам к раме раскроечного стола на электроприхватках; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 заготовка, снятая с раскроечного стола после вырезки деталейi на фиг. 6 - разрез В-В на фиг. 5.
Способ осуществляется следующим образом.
На раскроечный стол Г (фиг. 1) укладывают заготовки 2 (например, полособульбы), которые имеют остато ные после их правки деформации: прогибы 3 в плоскости раскроечного стола и прогибы 4 в направлении, перпендикулярном плоскости раскроечного стола. Затем заготовки закре ляют на одном конце к раме 5 раскроечного стола с помощью электроприхваток 6 (фиг. 3). Концы 7 заготово длиной 150-200 мм поочередно нагревают, например, газовой горелкой и сразу же поочередно закрепляют к раме раскроечного стола электроприхватками 8. При охлаждении заготовки растягиваются и выравниваются, их продольные кромки 9 становятся прямолинейными и параллельными продольной координатной оси 10 раскроечного стола. В таком положении производят вначале вырезку проходов 11 в стенке заготовок, а затем заготовки разрезают на детали .12 поперечными резами 13, которые выполняют перемычками 14. После этого срезают, например, газовым резаком электроприхватки и заготов- ки снимают с раскроечного стола. В последнюю очередь вручную срезают перемычки.
224662
Растяжение заготовок из профильного проката устраняет их волнистость и делает прямолинейными их продольные кромки, а после закреп- ления заготовок из профильного проката к раме раскроечного стола в растянутом состоянии эти кромки остаются прямолинейными. Следовательно, появляется возможность надежJQ но ориентировать прямолинейные
продольные кромки заготовок параллельно одной из координатых осей раскроечного стола (целесообразно заготовки из профильного проката
JJ располагать не вдоль поперечной,
.а вдоль продольной оси длиной стороны раскроечного стола, так как в этом случае заготовки из профильно- ; го проката будут длиннее и значит отходов металла будет меньше). При вырезке деталей поперечные резы заготовок из профильного проката следует выполнять с перемычками (т.е. не разрезать полностью заготовку по-
25 перек), чтобы в процессе резки заготов- ка из профильного проката остава- ,лась в растянутом состоянии и чтобы сохранялась прямолинейность продольных кромок и их параллельность продольной координатной оси раскроечного стола. Таким образом, закрепление к раме раскроечного стола растянутых заготовок и вырезка деталей с перемычками создают необходимые условия для осуществления машинной 35 тепловой вырезки деталей из профильного проката.
Величина напряжений растяжения 6 необходима для полного устранения деформации волнистости заготовки.
20
30
зависит от первоначального значения этой деформации и не превьш1ает 0,10б (6-J-- предел текучести металла заго товки) . Однако в процессе тепловой резки заготовка нагревается,
5 что вызывает ее удлинение. Величина относительного удлинения.
о(Т,
где od - коэффициент.теплового расширения}Т - температура нагрева заготовки.
Тепловое удлинение заготовки может быть таким, что в ней исчезает первоначальное напряжение растяжения fep , заготовка вновь становится волнистой и вырезка деталей на машине типа Кристалл невозможна.
Для того, чтобы этого не произошло, чтобы заготовка в процессе тепловой резки оставалась растянутой до напряжений 6р 0,105 , следует созда ,вать в ней перед тепловой резкой заведомо достаточные начальные напряжения Ор , т.е. обеспечить соблю дения неравенства
6p,o,
или
,10& +о«-ТЕ,
где Б - модуль Юнга металла заготовки.
Тогда в заготовке в процессе резки нагрев снимает напряжения рассто ния, равные оСТЕ , но заготовка остается растянутой до величины 0,10 6 и, следовательно, будет прямой, без волнистости.
Должен быть установлен и верхний предел для напряжений растяжения заготовки. Опасным является случай, при котором в процессе резки в первом поперечном сечении заготовки, где выполнен поперечный рез и остались только перемычки, напряжение растяжения превысит б j .В этом случае металл в перемычках потечет, заготовка удлинится, в ней вновь появятся упругие деформации волнистости, что сделает дальнейшую машинную резку невозможной. Чтобы этот опасный момент не наступил, суммарная площадь поперечного сечения перемычек d { в одном поперечном резе заготовок должна определяться неравенством
.
где F - поперечное сечение заготовки. Используя формулу (1), получаем
otTE
Zf 5(0,10
или
т
-)F
If.
в:
-р
Когда металл в перемычках потечет при растяжении,то это опасно только для первого поперечного реза. По мере нагрева заготовок в процессе резки напряжения растяжения в них уменьшаются и поэтому для последующих поперечных резов размеры . перемычек могут быть меньше, чем они определяются формулой (2).
а ю
12224664
Назначают особый режим резки профильного проката, при котором по всей толщине разрезается только его стенка, а полка перерезается
с только по части его сечения, т.е. режим резки назначают по толщине стенки профильного проката. Только при таком режиме вырезки деталей .предлагаемый способ осуществим.
Q При полном перерезании полки и при сохранении перемычки в стенке заготовки у ее свободной кромки действующие в заготовке напряжения растяжения, пршгоженные равномерно
15 по всему ее поперечному сечению вызывают изгиб заготовки в плоскости стенки (т.е. имеет место вне- центренное растяжение) и дальнейшая вырезка деталей невозможна.
20 Кроме того, режим резки обеспечивает максимальную производительность процесса, так как стенка тоньше, чем, например, полка полособульба, и скорость резки будет выше по срав25 нению с той, на которой полка полособульба перерезается полностью.
Приме р. Детали вырезают из профильного проката (сталь ВМСтЗ) со следующими характеристиками: Длина заготовки , м 8,0 Высота
профиля h, см 10 Толщина
35 стенки 5, см Площадь поперечного
/
сечения F см
Предел в-j. 40 текучести,
кг/см
Коэффициент
удельной
объемной 45 теплоемкости
Cj , кал/см °С
.Коэффициент
линейного
теплового 50 расширения
У, I/ C
Сзгммарная
длина всех
резов для 55 одной заго8,6
2500
i,02
12,5-10
-6
1
ТОВКИ tp М
(т.е. заготовка разрезается поперек «v 10 раз).
Температура нагрева заготовки определяет.ся по формуле Т --
- J
где Q - введенное в заготовку
тепло, кал; - V - объем заготовки, см U
,-.
где cj-h погонная энергия резки.
Таким образом, температура нагрева заготовки после вьшолнения всех 10 поперечных срезов составляет
. : - --При такой температуре заготовка удлиняется на величину &f 12, ,5 4А,0..
Для того, чтобы это удлинение заготовки не вызвало появление в ней волнистости, необходимо ее растянуть до напряжений
Д .с, -р- t
б0,10б
т.е
. кг/см 0,13б Нагрев одного из концов каждой заготовки выполняют на длине ,0 см до температуры Т.
Удлинение конца заготовки состав ляет Л Е., -с. Т .
После того, как концы заготовок остынут до начальной температуры в закрепленном состоянии, в заготовках возникнут напряжения растя-
т
sssszzzzz
. j,
I
Е
Фиг, 2
Отсюда необходимая температура
Т
d ,- В рассматриваемом случае
Т, 5/(ОС
10
15
20
25
30
35
Следовательно, для выполнения неравенства 6 достаточно концы заготовок на длине С 20,0 см нагреть до температуры больше, чем (газовой ручной горелкой нетрудно выполнить нагрев до температуры ).
Для выполнения условия, выраженного формулой (2), необходимо в поперечных резах заготовки оставить перемычки с суммарным размером площади поперечного сечения
: 1,16 . При толщине стенки заготовки 0,6 см размер (длина) перемычки равен - Jxl -2,0 см (даже без уче таГ
, 0,6
перемычки, остающейся в полке заго- .товки). Таким образом, условия формулы (2) легко выполняются.
Использование предлагаемого способа машинной тепловой резки деталей из п рофильного проката за счет выполнения операций резки на машине Кристалл сокращает трудоемкость изготовления деталей из поло- собульбового проката, а также повышает их качество.
tyy.
К
3
-b-h
S й.,XW
V - -- - - wf-rjvi-j-ne
г г 5 3 9 а д
i
-т
Видб
фиг.З
Фиг.
-J Фиг.5 В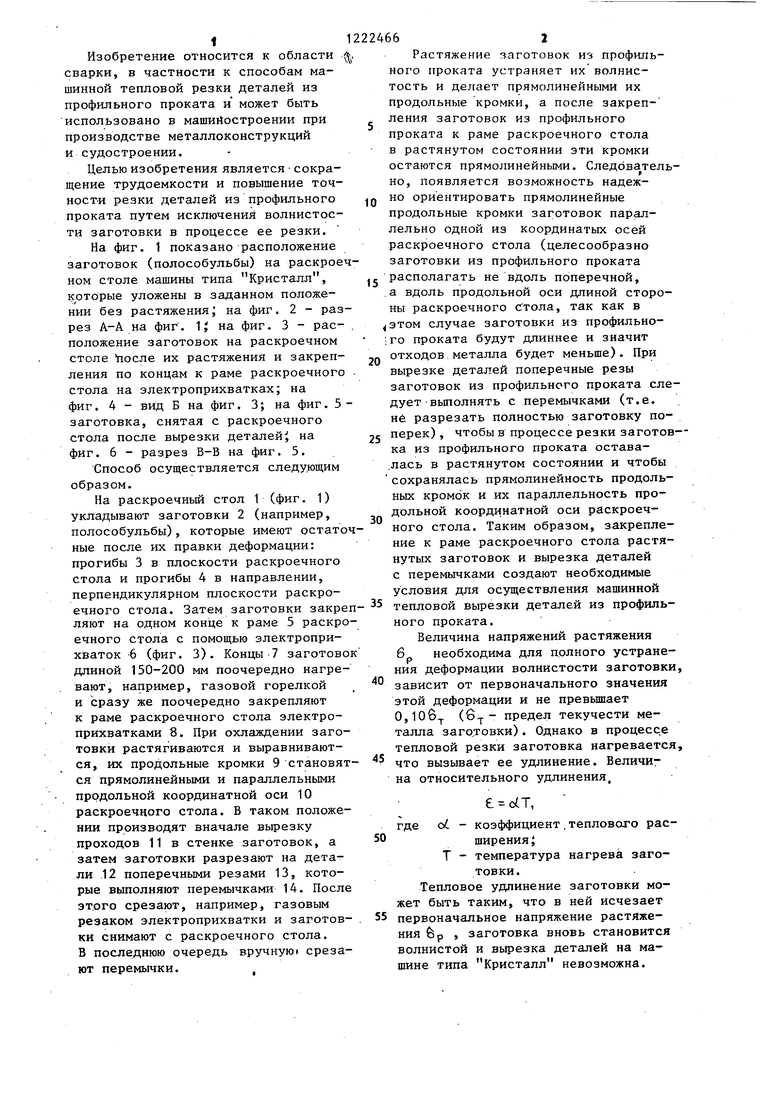

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| Стенд для газовой резки листовых заготовок | 1976 |
|
SU653050A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ ИЗ ПРОФИЛЬНОГО ПРОКАТА | 2011 |
|
RU2483822C2 |
| Устройство для резки проката | 1989 |
|
SU1692772A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| Способ холодной правки длинномерных заготовок из профильного проката | 1984 |
|
SU1304957A1 |
| Раскроечный стол для термической резки металлических листов | 1981 |
|
SU969476A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1983 |
|
SU1068504A1 |
Фиг. 6
Составитель З.Хаустова Редактор Л.Гратилло Техред Л.Олейник
Заказ 1649/13
Тираж 1001 Подписное
ВНИИПИ Государственного .комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектйая, 4
Корректор Е.Сирохман
| Мацкевич В.Д | |||
| Основы технологии машиностроения | |||
| Л.: Судостроение, 1980, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Бельчук Г.А | |||
| Технология судостроения | |||
| Л.: Судпромгиз, 1954, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Резка тепловая металлов | |||
| Тепловые технологические процессы | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
