Изобретение относится к компрессоро- строению и может быть использовано в вин- товых компрессорах с коническими роторами и в устройствах для чистовой обработки конических винтовых роторов компрессора..
Цель изобретения - повышение степени сжатия и КПД компрессора, повышение технологичности способа и устройства обработки роторов.
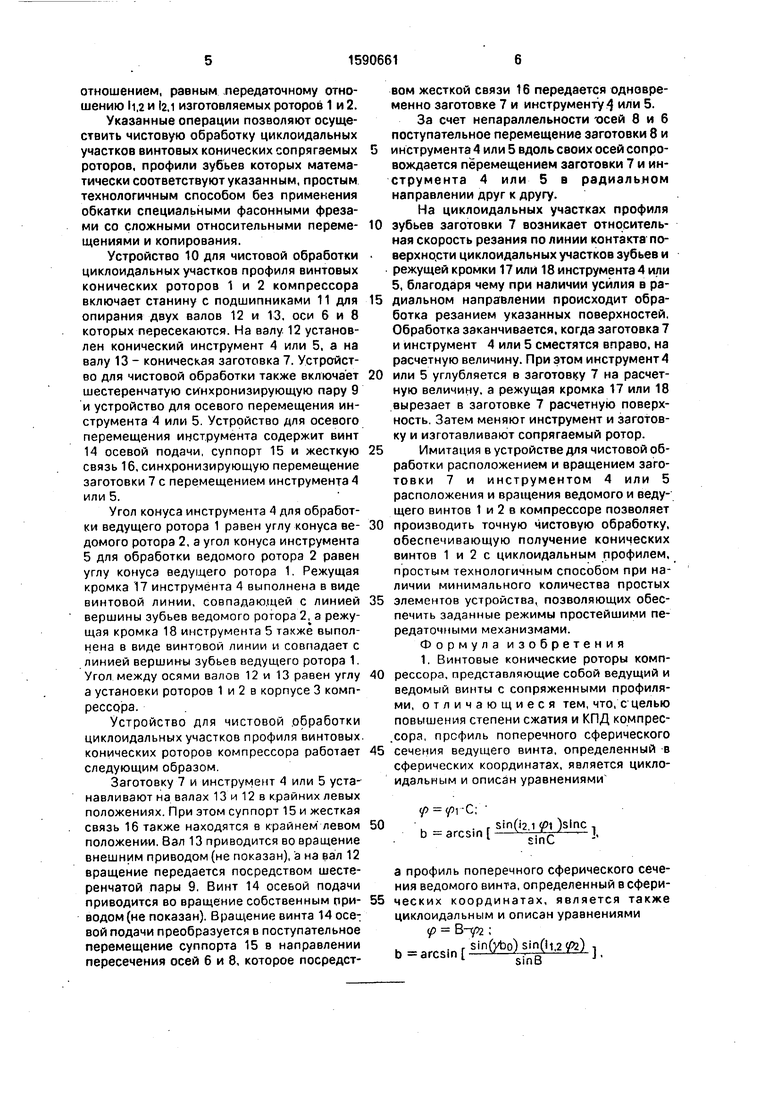
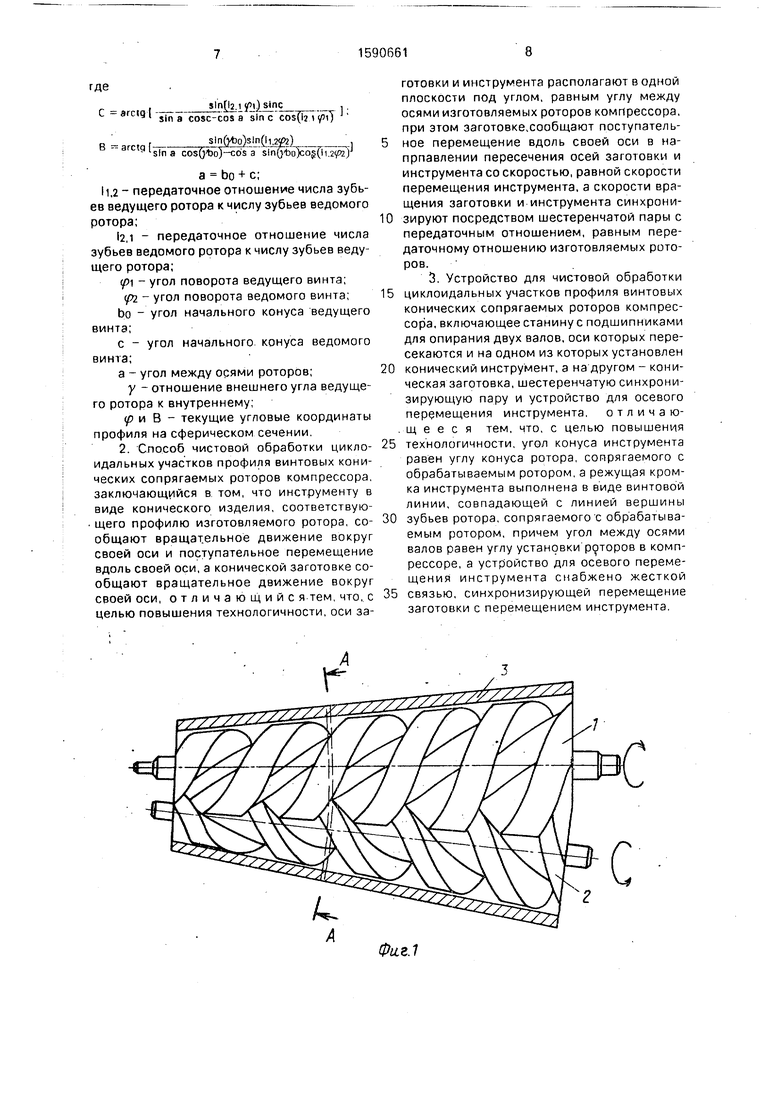
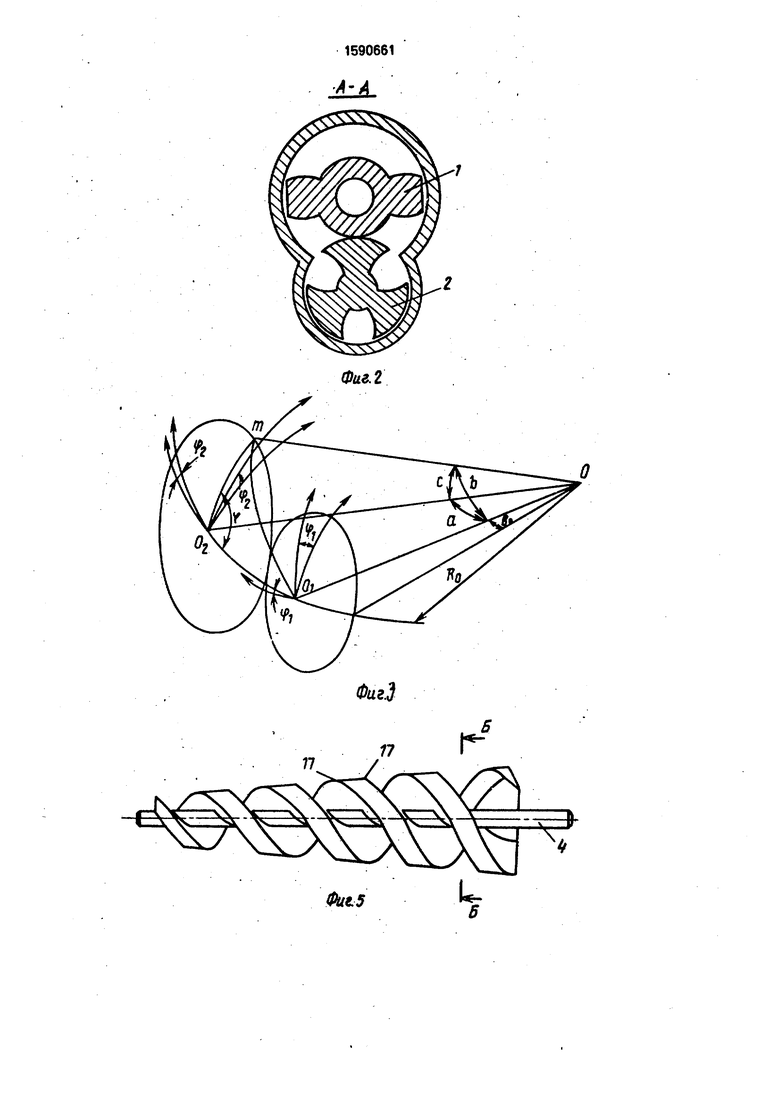
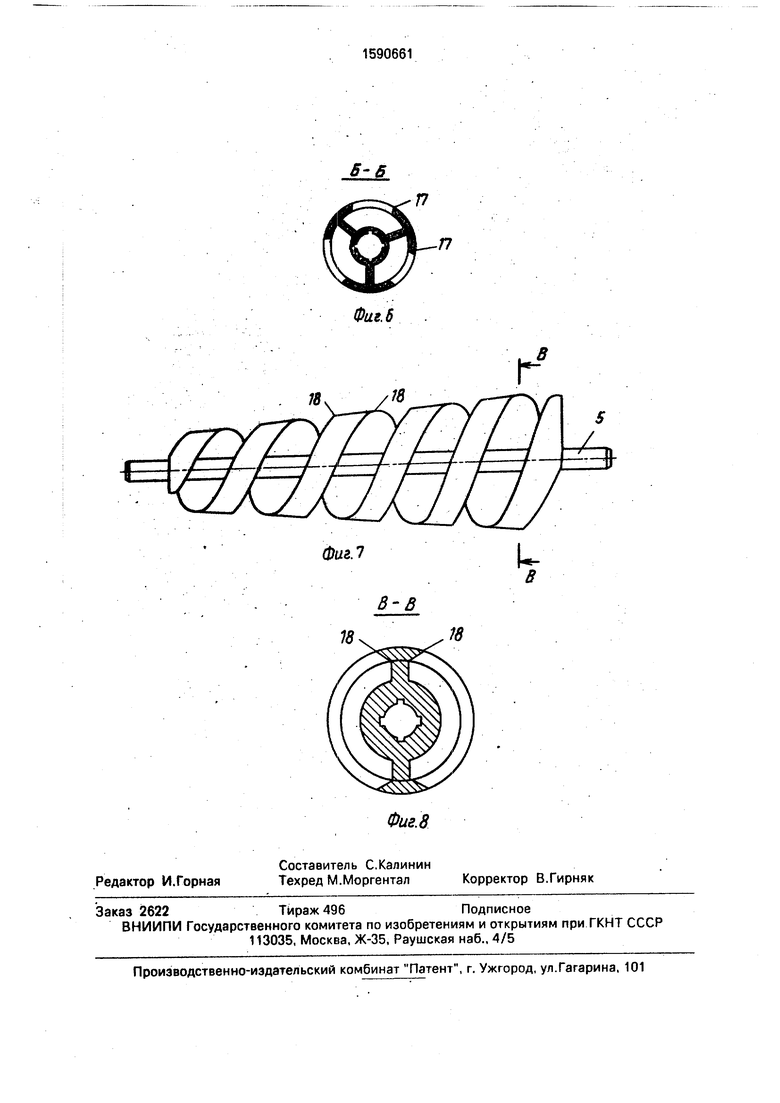
На фиг. 1 изображены винтовые конические роторы; на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - начальные конусы роторов с координатами точки, образующей циклоидальный профиль; на фиг. 4 - устройств о для обработки роторов; на фиг. 5 - инструмент для обработки ведущего ротора; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 - инструмент для обработки ведомого ротора; на фиг. 8 - разрез В-В на фиг. 7.
Винтовые конические роторы компрессора представляют собой ведущий 1 и ведомый 2 винты, с сопряженными профилями, установленные в корпусе 3 под определен- ным углом.
Профиль поперечного сферического сечения ведущего винта является циклоидальным, определяется в сферических координатах и Описан уравнениями
р(ргО.
sin(l2,i )slnc sinC
b arcsin
.
a профиль поперечного сферического сечения ведомого винта является также циклоидальным, определяется в сферических координатах и описан уравнениями (р В-(рг
b arcsln
sln(ybo)sln(li.2)
sinB
где
sln(i2.i sine
. r / I
с - arctg L - osc-cos a sin с cos(i2.i i)
sln(ybo)sln(li.2 p2) 1
В - arptg Ijina cos(xbo)-cos a sln()cos{h
a bo + с ;
li,2 - передаточное отношение числа зубьев ведущего винта 1 к числу зубьев ведомого винта 2;
12,1 - передаточное отношение числа зубьев ведомого винта 2 к числу зубьей ведущего винта 1;
(р - угол поворота ведущего винта 1;
(pi- угол поворота ведомого винта 2;
bo - угол начального конуса ведущего винта 1;
др.
5
с - угол начального конуса ведомого винта 2;
а - угол между осями винтов 1 и 2; у- отношение внешнего угла ведущего винта 1 к его внутреннему углу;
(р W - текущие угловые координаты циклоидального участка профиля винтов 1 и 2 на сферическом сечении.
Начальные конусы винтов 1 и 2 на сфе- рическом сечении радиуса RO представляют собой начальные окружности с центрами 01 и 02. Точка т, лежащая на начальной окружности ведомого винта 2, при качении начальной окружности ведомого винта 2 по 5 начальной окружности ведущего винта 1 в сферическом сечении описывает циклоидальный участок профиля зуба ведущего винта 11 описанный указанными уравнениями. Аналогично определен циклоидальный 0 участок профиля зуба ведомого винта 2. Величина b (х-1) представляет собой угловую высоту зуба ведущего винта 1.
Передний и задний участки профиля .зубьев симметричны. Вершины и впадины 5 между зубьев очерчиваются дугами окружностей, Передаточное отношение ii,2 , углы начальных конусов bo И с и высота зуба bo (у- 1 ) выбираются из конструктивных соображений.,
0Применение циклоидальных в сферическом сечении профилей для конических роторов компрессора позволяет изготовлять профили зубьев роторов с достаточной степенью точности, обеспечивая продольную 5 герметичность сопряжения конических ро- YopOB, что приводит к повышению степени сжатия и КПД компрессора.
Способ .чистовой обработки циклоидальных участков профиля винтовых кони- 0 ческих сопрягаемых роторов компрессора заключается в том, что коническому инструменту 4 для обработки ведущего винта 1 или коническому инструменту 5 для обработки ведомого винта 2 сообщают вращательное движение вокруг и поступательное перемещение вдоль своей оси 6, а конической заготовке 7 сообщают также .вращательное движение вокруг и поступательное перемещение вдоль своей оси 8, Оси 6 и 8 инструмента 4 или 5 и Заготовки 7 расИолагают в одной плоскости под углом, равным углу а между осями изготовляемых роторов 1 и 2 - компрессора. Поступательное перемещение инструмента 4 или 5 и заготовки 7 осу- 55 ществляют в направлении пересечения осей 6 и 8 с равными скоростями.
Скорости вращения заготовки 7 и инструмента 4 или 5 синхронизируют посредством шестеренчатой пары 9 с передаточным
отношением, равным .передаточному отношению li,2 и 12.1 изготовляемых роторов 1 и 2.
Указанные операции позволяют осуществить чистовую обработку циклоидальных участков винтовых конических сопрягаемых роторов, профили зубьев которых математически соответствуют указанным, простым технологичным способом без применения обкатки специальными фасонными фрезами со сложными относительными перемещениями и копирования.
Устройство 10 для чистовой обработки циклоидальных участков профиля винтовых конических роторов 1 и 2 компрессора включает станину с подшипниками 11 для опирания двух валов 12 и 13. оси 6 и 8 которых пересекаются. На валу 12 установлен конический инструмент 4 или 5, а на валу 13 - коническая заготовка 7. Устройство для чистовой обработки также включает шестеренчатую синхронизирующую пару 9 и устройство для осевого перемещения инструмента 4 или 5. Устройство для осевого перемещения инструмента содержит винт 14 осевой подачи, суппорт 15 и жесткую связь 16. синхронизирующую перемещение заготовки 7 с перемещением инструмента 4 или 5.
Угол конуса инструмента 4 для обработки ведущего ротора 1 равен углу конуса ведомого ротора 2. а угол конуса инструмента 5 для обработки ведомого ротора 2 равен углу конуса ведущего ротора 1. Режущая кромка 17 инструмента 4 выполнена в виде винтовой линии, совпадающей с линией вершины зубьев ведомого ротора 2 а режущая кромка 18 инструмента 5 также выполнена в виде винтовой линии и совпадает с линией вершины зубьев ведущего ротора 1. Угол между осями валов 12 и 13 равен углу а установки роторов 1 и 2 в корпусе 3 компрессора.
Устройство для чистовой .обработки циклоидальных участков профиля винтовых, конических роторов компрессора работает следующим образом.
Заготовку 7 и инструмент 4 или 5 устанавливают на валах 13 и 12 в крайних левых положениях. При этом суппорт 15 и жесткая связь 16 также находятся а крайнем левом положении. Вал 13 приводится во вращение внешним приводом (не показан), а на вал 12 вращение передается посредством шестеренчатой пары 9, Винт 14 осевой подачи приводится во вращение собственным приводом (не показан). Вращение винта 14 осе-; вой подачи преобразуется в поступательное перемещение суппорта 15 в направлении пересечения осей 6 и 8, которое посредством жесткой связи 16 передается одновременно заготовке 7 и инструменту или 5.
За счет непараллельности х)сей 8 и 6 поступательное перемещение заготовки 8 и
нструмента 4 или 5 вдоль своих осей сопровождается перемещением заготовки 7 и ин- струмента 4 или 5 в радиальном направлении друг к другу.
На циклоидальных участках профиля
зубьев заготовки 7 возникает относительная скорость резания по линии контакта по- верхно.сти циклоидальных участков зубьев и режущей кромки 17 или 18 инструмента 4 или 5, благодаря чему при наличии усилия в радиальном направлении происходит обработка резанием указанных поверхностей. Обработка заканчивается, когда заготовка 7 и инструмент 4 или 5 сместятся вправо, на расчетную величину. При этом инструмент4
или 5 углубляется в заготовку 7 на расчетную величину, а режущая кромка 17 или 18 вырезает в заготовке 7 расчетную поверхность. Затем меняют инструмент и заготовку и изготавливают сопрягаемый ротор.
Имитация в устройстве для чистовой обработки расположением и вращением заготовки 7 и инструментом 4 или 5 расположения и вращения ведомого и ведущего винтов 1 и 2 в компрессоре позволяет
производить точную чистовую обработку, обеспечивающую получение конических винтов 1 и 2 с циклоидальным профилем, простым технологичным способом при наличии минимального количества простых
элементов устройства, позволяющих обеспечить заданные режимы простейшими передаточными механизмами.
Формула изобретения
1. Винтовые коническ-ие роторы компрессора, представляющие собой ведущий и ведомый винты с сопряженными профилями, отличающиеся тем, что, с целью повышения степени сжатия и КПД компрес- сора, профиль поперечного сферического
сечения ведущего винта, определенный в сферических координатах, является циклоидальным и описан уравнениями
(f -(,
b arcsin
sin(i2.i p )slnc EinC
,
a профиль поперечного сферического сечения ведомого винта, определенный в сфери- ческих координатах, является также циклоидальным и описан уравнениями р В- ;
b arcsin
sin(ybo)sinOi,2y:) sinB
.
где
..iyi)
с - arcig I -jjj g iosc-cos a sin с
sln()tio)sln(li.
-- arctg Igin a cos()t)o)--c6s a sln(} bo)cog(li.
a bo + c;
11,2 - передаточное отношение числа зубьев ведущего ротора к числу зубьев ведомого ротора;
12,1 - передаточное отношение числа зубьев ведомого ротора к числу зубьев ведущего ротора;
(р - угол поворота ведущего винта; (pi - угол поворота ведомого винта;
bo - угол начального конуса ведущего винта;
с - угол начального конуса ведомого винта;
а - угол между осями роторов;
у - отношение внешнего угла ведущего ротора к внутреннему;
и В - текущие угловые координаты профиля на сферическом сечении.
2. Способ чистовой обработки циклоидальных участков профиля винтовых конических сопрягаемых роторов компрессора, заключающийся в том, что инструменту в виде конического изделия, соответствую- . щего профилю изготовляемого ротора, со общают вращательное движение вокруг своей оси и поступательное перемещение вдоль своей оси, а конической заготовке сообщают вращательное движение вокруг своей оси, отличаюЩийс я тем, что, с целью повышения технологичности, оси заI-
готовки и инструмента располагают в одной плоскости под углом, равным углу между осями изготовляемых роторов компрессора, при этом заготовке,сообщают поступатель5 ное перемещение вдоль своей оси в на- прпавлении пересечения осей заготовки и инструмента со скоростью, равной скорости перемещения инструмента, а скорости вращения заготовки и инструмента синхрони10 зируют посредством шестеренчатой пары с передаточным отношением, равным передаточному отношению изготовляемых роторов.
3. Устройство для чистовой обработки
15 циклоидальных участков профиля винтовых конических сопрягаемых роторов компрессора, включающее станину с подшипниками для опирания двух валов, оси которых пересекаются и на одном из которых установлен
20 конический инструмент, а на другом - коническая заготовка, шестеренчатую синхронизирующую пару и устройство для осевого перемещения инструмента, отличаю- . щ е е с я тем, что, с целью повышения
25 технологичности, угол конуса инструмента равен углу конуса ротора, сопрягаемого с обрабатываемым ротором, а режущая кромка инструмента выполнена в виде винтовой линии, совпадающей с линией вершины 30 зубьев ротора, сопрягаемого С обрабатываемым ротором, причем угол между осями валов равен углу установки р торов в компрессоре, а устройство для осевого перемещения инструмента снабжено жесткой
35 связью, синхронизирующей перемещение заготовки с перемещением инструмента.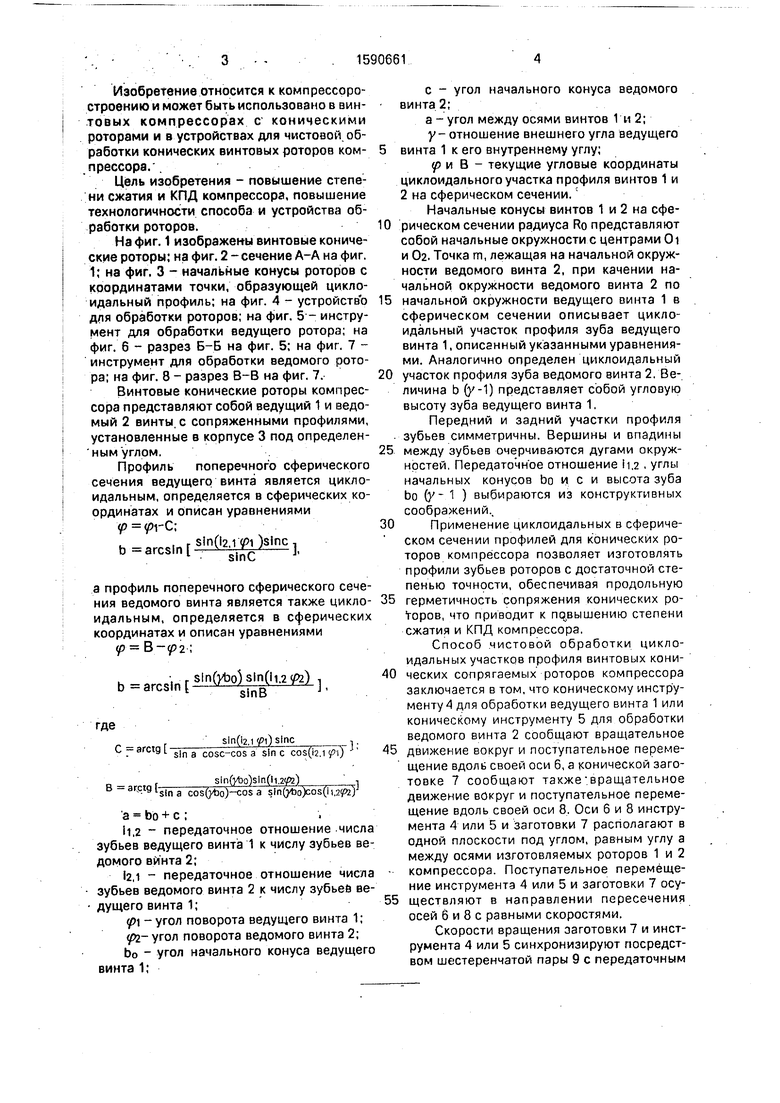
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВОЙ КОМПРЕССОР С КОНИЧЕСКИМИ РОТОРАМИ | 2011 |
|
RU2463482C1 |
| ПРОФИЛЬ РОТОРА ВИНТОВОГО КОМПРЕССОРА | 2010 |
|
RU2457362C1 |
| КОМПРЕССОР-ЭКСПАНДЕР С КОНИЧЕСКИМИ РОТОРАМИ | 2007 |
|
RU2372524C2 |
| РОТОР ВИНТОВОГО КОМПРЕССОРА | 2000 |
|
RU2178836C2 |
| ВИНТОВОЙ КОМПРЕССОР | 1996 |
|
RU2126912C1 |
| СПОСОБ ПРОИЗВОДСТВА РОТОРОВ ВИНТОВЫХ КОМПРЕССОРОВ, СПОСОБ ПРОИЗВОДСТВА ЛИТЕЙНОЙ ФОРМЫ ДЛЯ ТАКОГО РОТОРА И РОТОР С ВИНТОВЫМИ ЗУБЬЯМИ ДЛЯ ВИНТОВОГО КОМПРЕССОРА | 1996 |
|
RU2160182C2 |
| РАБОЧИЙ ОРГАН ВИНТОВОЙ РОТОРНОЙ МАШИНЫ | 2013 |
|
RU2534657C1 |
| Способ обработки роторов с винтовыми канавками переменного шага | 1988 |
|
SU1620219A1 |
| ВИНТОВОЙ КОМПРЕССОР | 2010 |
|
RU2526128C2 |
| Роторная машина объёмного действия с винтовыми коническими роторами | 2023 |
|
RU2807826C1 |
Изобретение относится к винтовым компрессорам с коническими роторами и позволяет повысить степень сжатия и КПД компрессора, а также повысить технологичность чистовой обработки роторов компрессора. На расположенных под углом, равным углу расположения конических (ведущем и ведомом) роторов в компрессоре, валах 13 и 12 установлены заготовка 7 и инструмент (И) 4 или 5 для обработки соответственно ведущего или ведомого ротора компрессора. Синхронизированное шестеренчатой парой 9 с передаточным отношением, равным передаточному отношению изготовляемых ведущего и ведомого роторов, вращение заготовки 7 передается вращению И 4 или 5 с одновременным поступательным перемещением заготовки 7 и И 4 или 5 вдоль своих осей 8 и 6 в направлении пересечения последних, обеспечиваемым жесткой связью 16, перемещаемой суппортом 15 вдоль винта 14 осевой подачи. После обработки одного из роторов, например, ведущего инструмент и заготовка меняются. Указанные операции, обеспечиваемые перечисленными элементами устройства чистовой обработки ведущего и ведомого роторов в совокупности с тем, что режущие кромки И 4 и 5 выполнены в виде винтовых линий, совпадающих с линиями вершин зубьев соответственно ведомого и ведущего роторов, т.е. сопрягаемых с обрабатываемым, позволяют получить простой, высокотехнологичный процесс чистовой обработки циклоидальных участков профиля винтовых конических сопрягаемых роторов, описываемых в сферическом сечении определенными уравнениями. Профиль роторов компрессора, описанный уравнениями и изготовляемый с достаточной степенью точности при помощи устройства для чистовой обработки указанным выше способом, обеспечивает продольную герметичность сопряжения конических роторов компрессора, что приводит к повышению степени сжатия и КПД компрессора. 3 с.п.ф-лы, 8 ил.
Фи.г.1
jbL
Фиг. 2
Фие.5
±LA.
Фиг. 7
Фаг.б
lEh
U ff
| Авторское свидетельство СССР N 1139914,кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Авторское-свидетельство СССР | |||
| Способ обработки конических зубчатых изделий | 1981 |
|
SU1009659A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНДЛЯ ГОРЯЧЕГО НАКАТЫВАНИЯКОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС1 ФОНД | 1962 |
|
SU420374A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
